1
Изобретение относится к области автоматизации прокат.ного производства и может быть использовано для регулирования скорости фольгопрокатного стана.
Известна система регулирования скорости валков прокатных станов 1 включающая приводной электродвигатель, измеритель скорости приводного двигателя, соединенный с первым входом регулятора скорости, второй вход которого связан со схемой задания эталонного напряжения.
Наиболее близким к описываемому изобретению по технической сущности является устройство задания скорости валков прокатных станов, позволяющее задавать скорость валков в зависимости от требований технологии. Устройство содержит релейный усилитель с регулируемой Обратной связью, соединенный с интегрозапоминающим устройством, подключенным к регулятору скорости приводного электродвигателя.
Недостаток известных устройств состоит в том, что они непосредственно не могут быть использованы для автоматического регулирования толщины фольги.
Целью изобретения является повышение качества прокатываемого метариала и облегчение работы оператора.
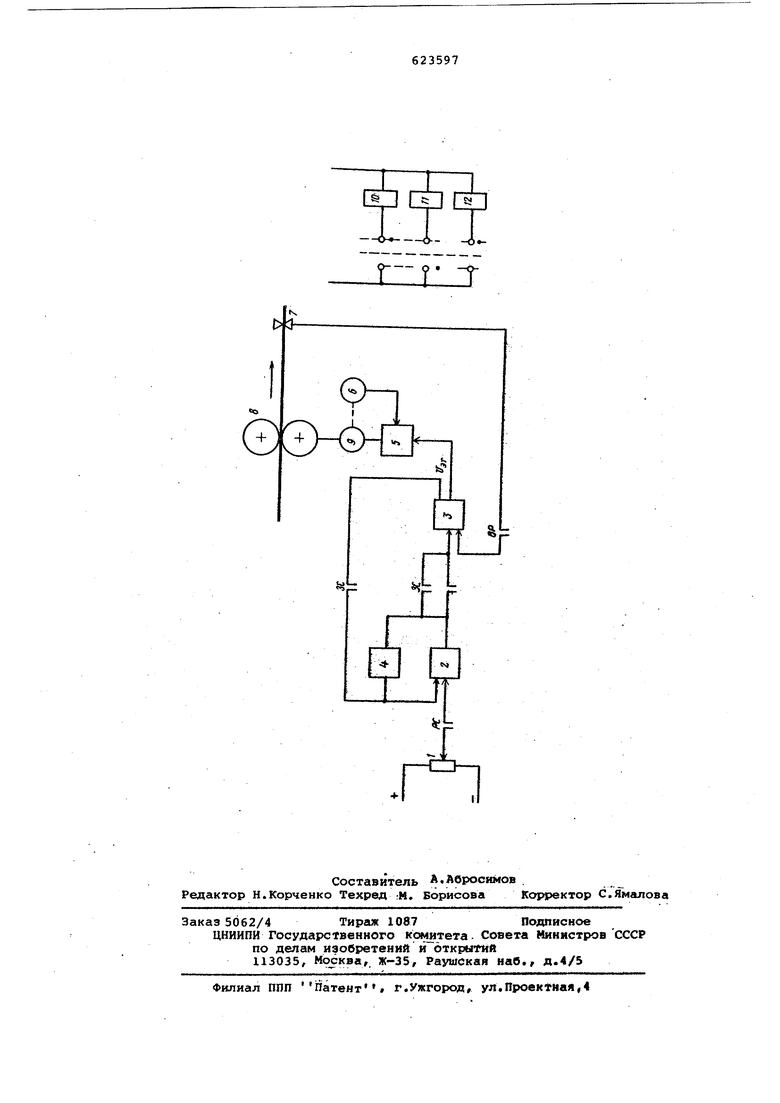
Цель достигается тем, что устрой ство для регулирования скорости клети фольгопрокатного стана в функции заданной толщины фольги, содержащее релейный усилитель с регулируемой обратной связью, соединенный с интегрозапоминающим устройством, подключенным к регулятору скорости, дополнительно снабжено измерителем отклонения толщины фольги от заданной, реле разгона стана, реле замедления стана и реле включения регулятора, причем выход измерителя отклонения толщины фольги от заданной соединен с первым входом интегрозапоминающего устройства через замыкающийся контакт реле включения регулятора, а второй вход интегрозапомйнающего устройства через первый замыкающийся контакт реле разгона стана и первый замыкающийся контакт реле замедления стана связан с выходом релейного усилителя, второй выход интегрозапоминающего устройства через второй замыкающийся контакт реле замедления стана соединен с вторым входом релейного усилителя. 8 первый вход которого через второй замыкающийся контакт реле разгона стана связан с выходом задатчика скорости. На чертеже приведена структурная схема предлагаемого устройства, где 1- задатчик скорости прокатки; 2- релейный усилитель; 3 - интегро запоминакхцее устройство; 4 - блок ограничения; .5 - регулятор скорости приводного электродвигателя; 6 тахогенератор; 7 - измеритель откло нения толщины фольги от заданной; 8 - проказные валки; 9 - приводной электродвигатель; 10 - реле разгона стана; 11 - реле замедления стана 12 -реле включения регулятора. Скорость валков поддерживается в соответствии с заданным эталонным напряжением Ugy , поступающим от интегрозапоминаюадего устройства 3. Измеритель 7 отклонения толщины измеряет отклонение толщины от зада ной готовой продукции. Сигнал с измерителя 7 поступает через замыкающийся контакт на один из входов интегрозапоминающего устройства 3, которое при наличии на его входе постоянного напряжения обеспечивает линейНЕйй закон нарастания либо спадания эталонного напряжения, причем темп изменения .эталонногонапряжения в режиме разгона, и торможения стана определяется выходным напряже нием релейного усилителя 2, которое регулируется раздельно для режима разгона и торможения стана блоком 4 ограничения, включенным в отрицател ную обратную связь усилители 2, Сигнал на разгон стана поступает на релейный усилитель 2, а через него - на интегрозапоминаквдее ycirройство 3 от задатчика 1 скорости через замыкающиеся контакты реле 10 (которые коммутируются, например, ключом), Замедление стана происходит при замыкании контактов реле на входе интегрозапоминаювдего устро ства 3 и ; в цепи отрицат-ельной обратной связи, охватывающей релейный усилитель 2 и интегрозапоминаюиее устройство, В этом случае эталонное напряжение спадает до нуля. Установившаяся скорость стана при разомкн том контакте обеспечивается запоминаемым интегрозапоминающим устройством 3 напряжением,В этом случае контакты PC и ЗС разомкнуты. При замыкании контатка реле ВР сиЬнал, пропорциональный отклонению изме7ренной толщины фольги от заданной, с измерителя 7 поступает на интегрозапоминанЗщее устройство 3, Эталонное напряжение на входе регулятора 5 скорости будет меняться до тех пор, пока сигнал отклонения с измерителя 7 не станет равным нулю, причем максимальная интенсивность изменения эталонного напряжения будет при максимальном сигнале отклонения. При подходе рассогласования между измеренной толщиной фольги и заданной к нулю интенсивность изменения эталонного напряжения будет минимальной. Формула изобретения Устройство для регулирования скорости клети фольгопрокатного стана в функции заданной толщины фольги, содержащее релейный усилитель с регулируемой обратной связью, связанный с интегрозапоминающим устройством, подключенньяи к регулятору скорости, отличающеес.я тем, что, с целью получения фольги повьюаенного качества, оно дополнительно снабжено измерителем отклонения толщины фольги от заданной, реле разгона стана, реле замедления стана и реле включения регулятора, причем f выход измерителя отклонения толщины фольги от Заданной соединен с первым входом интегрозапоминающего устройства через замыкакяцийся контакт реле включения регулятора, а второй вход интегрозапсминающего устройства через первый замыкающийся контакт реле разгона стана и первый замыкающийся контакт реле замедления стана соединен с выходом релейного усилителя, второй выход интегрозапоминакщего устройства через второйзамыкающийся контакт реле замедления стана соединен с вторым входом релейного усилителя, первый вход которого через второй замыкакяцийся контакт реле разгона стана соединен с выходом задатчика скорости, Источники информации, принятые во внимание при экспертизе: 1,Гарнов В,И, и др, Унифицированые системы автоуправления электроприводами в металлургии. Металлургия, 1971, с,98, 2,Журнал Электротехническая промышленность , Вып, 3(29), 1974, с, 25,
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| Устройство для регулирования скорости клети фольгопрокатного стана | 1980 |
|
SU910251A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1970 |
|
SU282258A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Система для автоматической стабилизации технологических параметров при холодной прокатке на реверсивных станах | 1978 |
|
SU858967A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ МЕЖДУ КЛЕТЯМИ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙПРОКАТКИ | 1972 |
|
SU344909A1 |
(
-fч-Г
- 1
