Предлагается устройстпо для автоматической дуговой электросварки при помощи сварочной голов, ки, установленной на самоходной тележке (сварочном тракторе):
Согласно изобретению, с целью автоматического направления электрода сварочного трактора вдоль свариваемого шва, сварочный трактор снабжен рулевым механизмолг с электромагнитным приводом, управ/шемым установленным на тракторе индикатором изменения магнитного потока в сварочном шве. Магнитный поток, создаваемый сварочным током или электромагнитом, намагничивающим свариваемые детали, лри сходе индикатора со сварочного Н1ва автоматически изменяет положение рулевого колеса трактора, и результате чего меняется направление движения последнего.
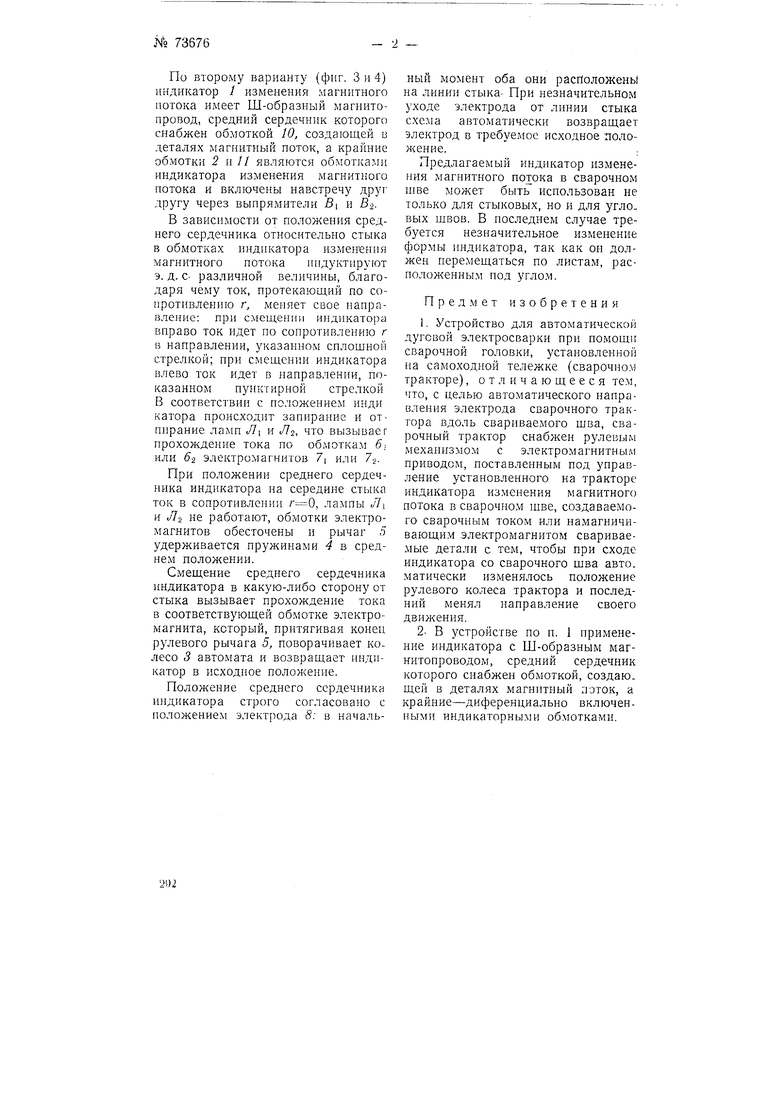
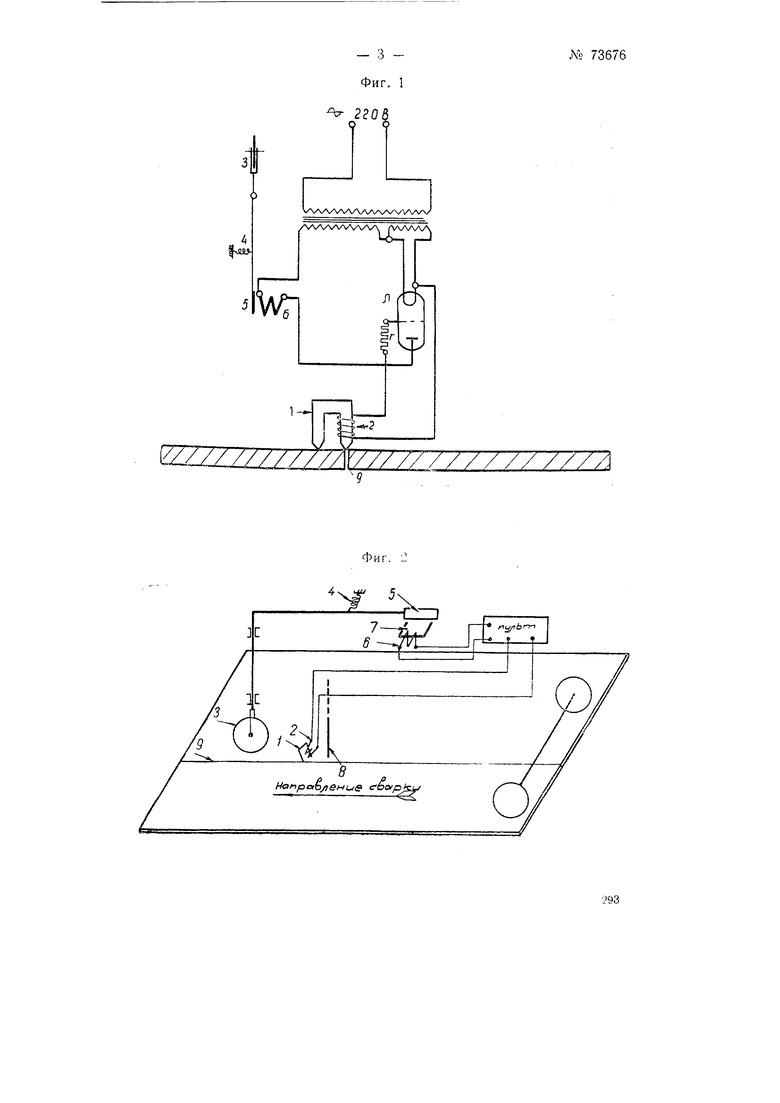
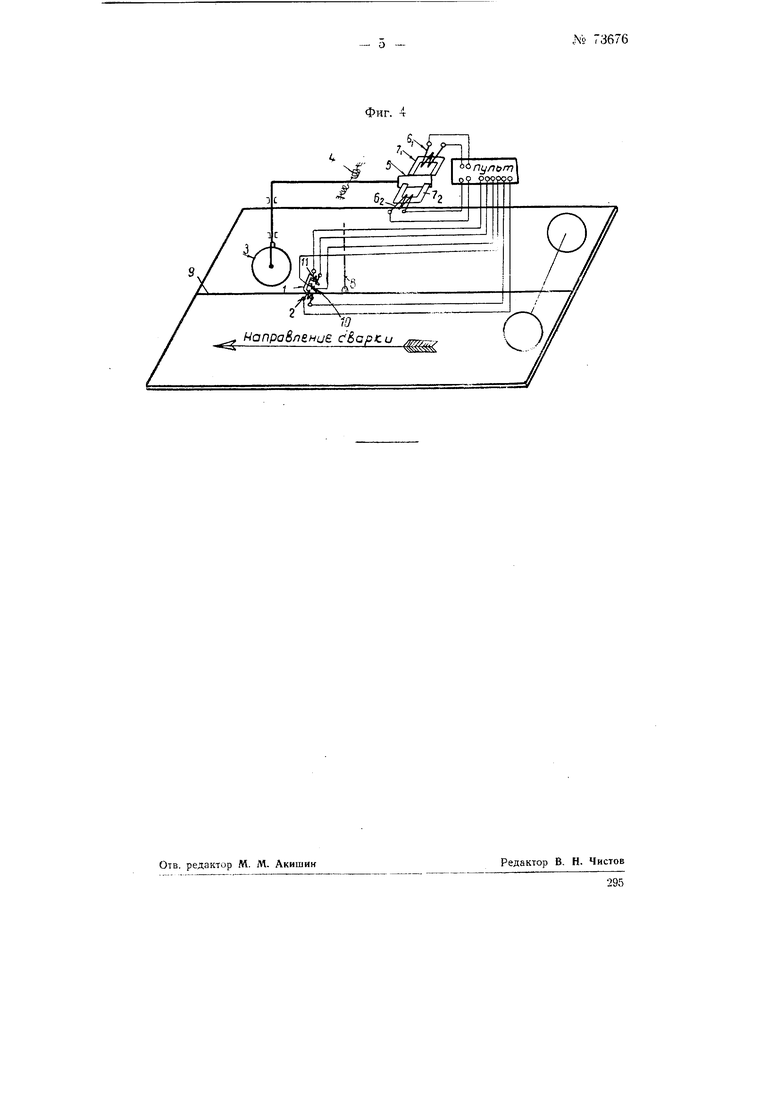
Па фиг. 1 и 2 приведены электрическая и кинематическая :хемы одного варианта предлагаемого устройства; на фиг- 3 и 4 - электрическая и кинематическая схемы его второго варианта.
По первому варианту (фиг. 1 и 2) индикатор / изменения магнитного потока в сварочном шве, строго согласованный в отношении своего расположения с электродом 8, устанавливается на стык 9 свариваемых 1G
деталей. При этом рулевой рычаг , удерживается пружиной 4 в таком положении, при котором рулевое колесо 3 автомата стремится итги по кривой большого радиуса. Как только при движении автомата ножка индикатора / перейдет на другой лист свариваемых деталей, противоположный листу, на котором находится вторая ножка инд1и атора 1, в обмотке 2 этого индикатора возникнет напряжение. В результате электрический ток подается через усилительную лампу Л на обмотку 6 электромагнита 7- В этот момент сердечник электромагнита притянет коней рычага 5 и повернет рулевое колесо автомата сварочного трактора на некоторый угол: автомат движется по кривой большого радиуса, но в обратно.м направлении, ножка индикатора / иостепенно возвраидается в исходное положение и, как только она перейдет на первый лист, автомат займет нервоначальFioe положение.
Так как путь автомата в крайних положениях рычага 5 имеет весьма незначительную кривизну, а коней ножки индикатора 1 острый, амплитуда д-вижения электрода по отношен1-:ю к осевой линии стыка весьма незначите.яьна, что практически дает прямолинейный июв, совпадаюи1ий с .тинией стыка.
291
По второму варианту (фиг. 3 и 4) индикатор / изменения магнитного потока имеет Ш-образный магнитопровод, средний сердечник которого снабжен обмоткой 10, создаюи;ей и деталях магнитный поток, а крайние обмотки 2 и 11 являются обмотками индикатора изменения магнитного потока и включены навстречу друг другу через выпрямители BI и В.
В зависимости от положения среднего сердечника относительно стыка в обмотках индикатора изменения магнитного потока индуктируют 9. д. с. различной величины, благодаря чему ток, протекающий по сопротивлению г, меняет свое наиравление: при смещении индикатора вправо ток идет по сопротивлению г в направлении, указанном сплощной стрелкой; при смещении индикатора влево ток идет в направлении, показанном пунктирной стрелкой В соответствии с положением инди катора происходит запирание и отпирание ламп Л, и Л2, что вызывает прохождение тока по обмоткам 6: или 6-2 электромагнитов 7| или 7.
При положении среднего сердечника индикатора иа середине стыка ток в сопротивлении , лампы Л и Лг не работают, обмотки электромагнитов обесточены и рычаг 5 удерживается пружинами 4 в среднем положении.
Смещение среднего сердечника индикатора в какую-либо сторону от стыка вызывает прохождение тока в соответствующей обмотке электромагнита, который, притягивая конец рулевого рычага 5, поворачивает колесо 3 автомата и возвращает индикатор в исходное положение.
Положение среднего сердечника индикатора строго согласовано с положением электрода 8: в начальный момент оба они расположены на линии стыка- При незначительном уходе электрода от линии стыка схема автоматически возвращает электрод в требземое исходное пололсение.:
Предлагаемый индикатор изменения магнитного потока в сварочном шве может быть использован не только для стыковых, но и для угловых щвов. в последнем случае требуется незначительное изменение формы индикатора, так как он должен перемещаться по листам, расиоложенным под углом.
Предмет изобретения
1. Устройство для автоматической дуговой электросварки при помощи сварочной головки, установленной иа самоходной тележке (сварочном тракторе), отличающееся тем, что, с целью автоматического направления электрода сварочного тракгора вдоль свариваемого шва, сварочиый трактор снабжен рулевым механизмом с электромагнитным приводом, поставленным под управление установленного на тракторе индикатора изменения магнитного потока в сварочном щве, создаваемого сварочным током или намагничивающим электромагнитом свариваемые детали с тем, чтобы при сходе индикатора со сварочного щва авто, матически изменялось положение рулевого колеса трактора и последний менял направление своего движения.
2- В устройстве по п. 1 применение индикатора с Ш-образным магнитопроводом, средний сердечник которого снабжен обмоткой, создаю. щей в деталях магнитный поток, а крайние-диференциально включенными индикаторными обмотками.
22QB
.№ 73676
Фиг. 1 Q Q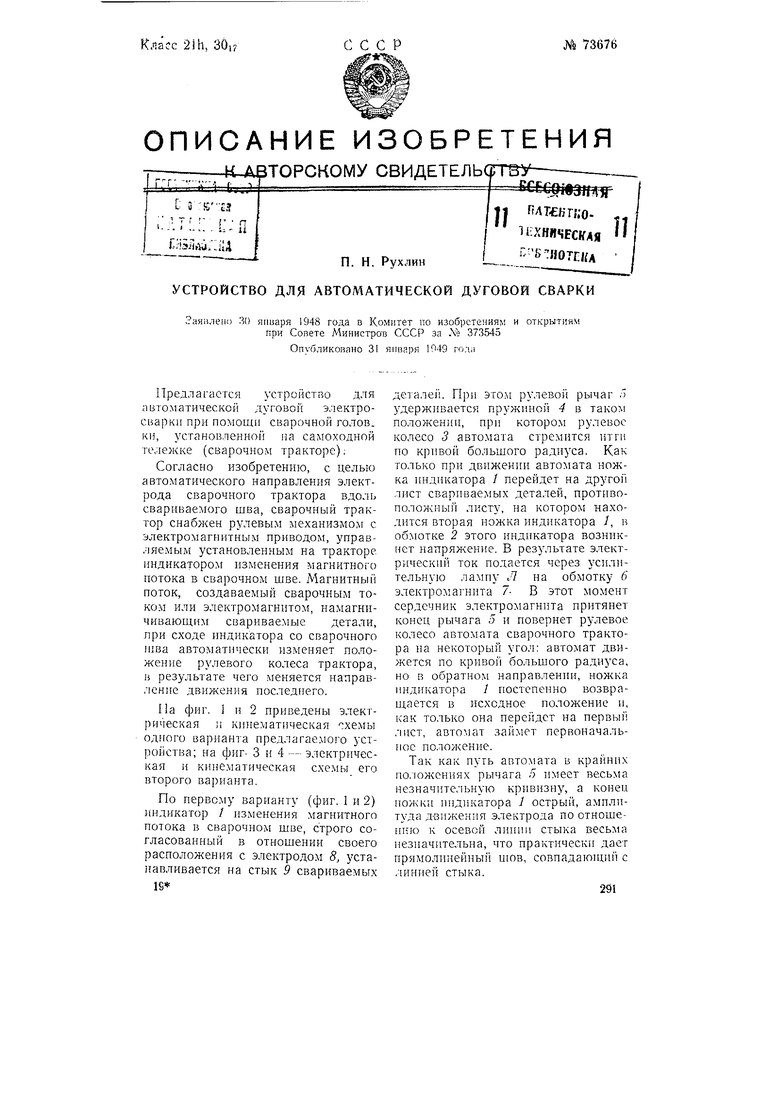
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для автоматического управления рулевым колесом самоходной тележки сварочного автомата | 1953 |
|
SU98267A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Устройство для автоматической сварки угловых швов | 1977 |
|
SU733937A1 |
| Электрод для точечной электросварки | 1930 |
|
SU24052A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| УСТРОЙСТВО Для КРЕПЛЕНИЯ ФЕРРОМАГНИТНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ ПРИ СВАРКЕ | 1969 |
|
SU254686A1 |
| Способ устранения магнитного дутья | 1971 |
|
SU662290A1 |
VN/V./W4AAA 4/4 W A/V /WWWVW4 jV4A/V4A
V
Гер:
)
-Т Т
Фиг. Фиг. 3
-/ ЛЛ/ЛЛ/ / А.
v/ /N/V4ЛАЛЛ/VV ,/
Направление, с&арк.и
