1
Изобретение относится к устройству для формования изделий с начинкой, в частности для формования национальных изделий типа «поза.
«Поза относится к национальному блюду Бурятской АССР и Монгольской Народной Республики. «Позу изготовляют из специально приготовленного фарша и теста, при этом фарш дозируют на порции весом по 75 г, а тесто - по 28 г. Кусочки теста раскатываются в лепешки определенной толщины, в которые завертывают кусочки дозированного фарша, при этом склейка теста производится в одном месте (верхней части «позы) с небольшим отверстием, для выхода пара во время варки. «Позы варятся на нару в специальном котле.
В настоящее время «позы изготовляются вручную.
Известно устройство для формования изделий с начинкой, содержащее транспортер, на ленте которого выполнены трапецеидальные отверстия, последовательно установленные механизмы для формовки и раскатки тестовой оболочки, ириспособление для подачи начинки и установленный над транспортером механизм для завертки начинки в оболочку, выполненный в виде шарнирного иараллелограмма 1.
Недостатком известного устройства . является то, что им невозможно отформовать изделия типа «поза с обжимом и склейкой теста в верхней части с 11ебольшим отвер5 стием для выхода варочного пара из продукта, который в слзчае отсутствия отверстия может разорвать тестовую оболочку при варке и привести к вытеканию сока. Целью изобретения является обеспечение
10 формовки изделий типа «поза.
Для этого механизмь для формовки и раскатки тестовой оболочки устаиовлены над транспортером перед механизмом для завертки начинки в оболочку, приспособление для подачи начинки размещено между ветвями транспортера под механизмом для завертки, а устройство снабжеио шайбами, предназначенными для перекрытия отверстий транспортера, плитой, смонтнрованпой
20 под верхней ветвью транспортера н имеющей отверстие для пропуска шайбы, и лотком для отвода шайб с верхней ветвн транспортера на нижнюю.
Шайбы выиолнеиы из антиадгезионного
25 материала, например резины.
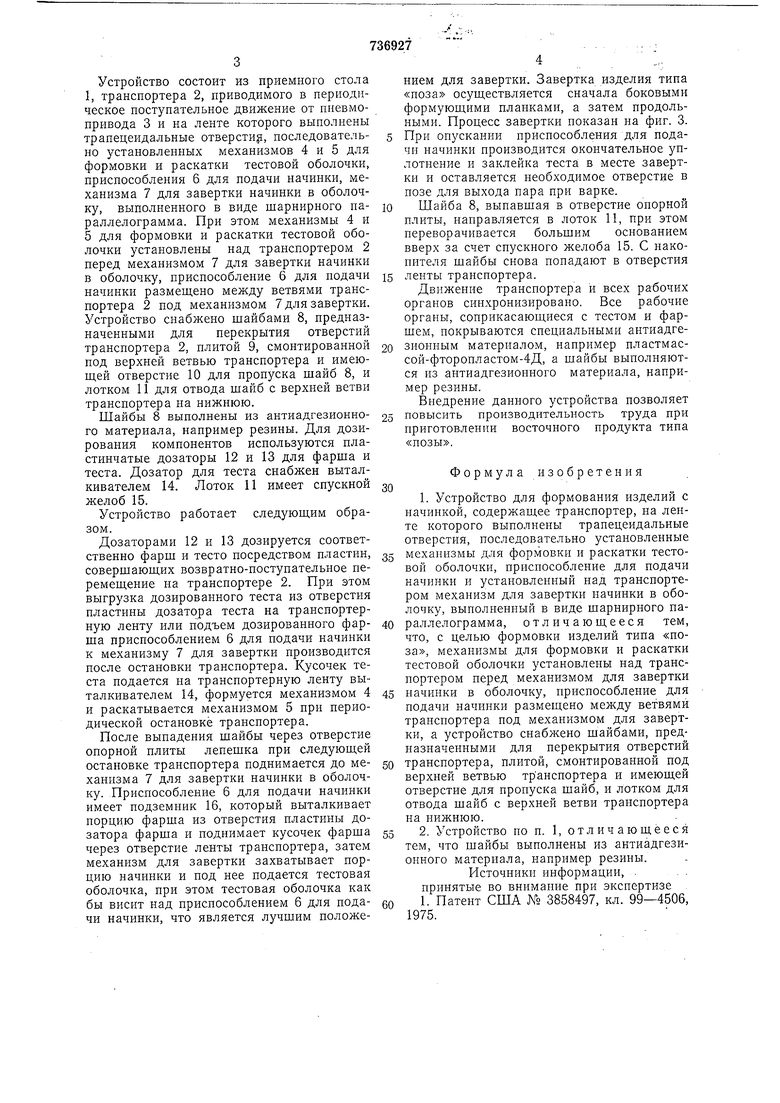
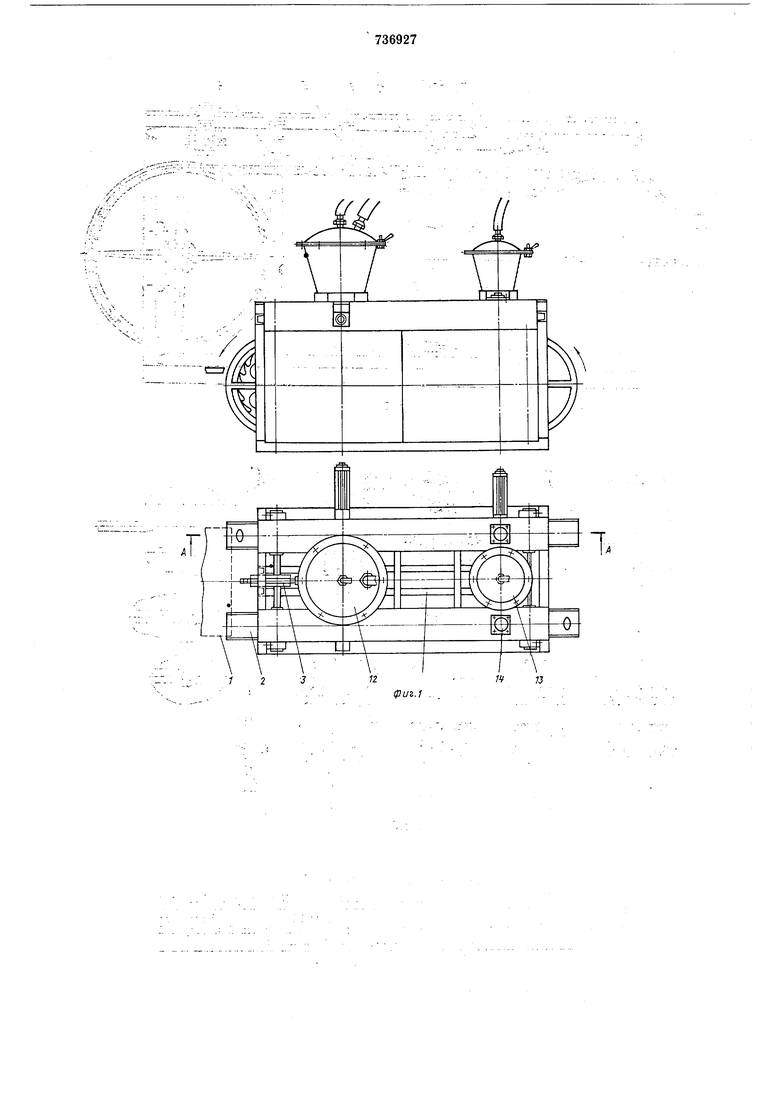
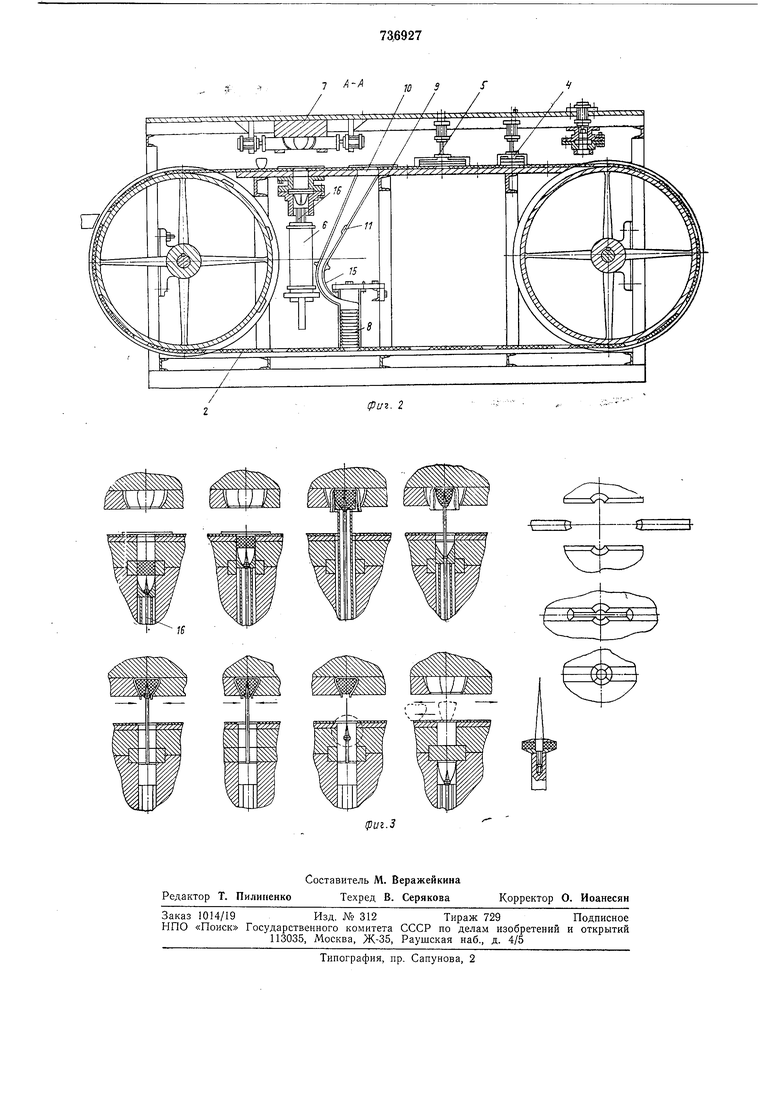
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - положение рабочих органов, разрез.
Устройство состоит из приемного стола 1, транспортера 2, приводимого в периодическое поступательпое движение от пневмопривода 3 и па ленте которого выполнены трапецеидальные отверстир, последовательно устаиовлениых механизмов 4 и 5 для формовки и раскатки тестовой оболочки, приспособления 6 для подачн начинки, механизма 7 для завертки начинки в оболочку, выполненного в виде шарнирного параллелограмма. При этом механизмы 4 и 5 для формовки и раскатки тестовой оболочки установлены над транспортером 2 перед механизмом 7 для завертки начинки в оболочку, приспособление 6 для подачи начинки размещено между ветвями транспортера 2 под механизмом 7 для завертки. Устройство снабжено шайбами 8, предназначенными для перекрытия отверстий транспортера 2, плитой 9, смонтированной под верхней ветвью транспортера и имеюпц,ей отверстие 10 для пропуска шайб 8, и лотком 11 для отвода шайб с верхней ветви транспортера на нижнюю.
Шайбы 8 выполнены из антиадгезионного материала, например резины. Для дозирования компонентов иснользуются пластинчатые дозаторы 12 и 13 для фарша и теста. Дозатор для теста снабжен выталкивателем 14. Лоток И имеет спускной желоб 15.
Устройство работает следуюшим образом.
Дозаторами 12 и 13 дозируется соответственно фарш и тесто посредством пластин, совершающих возвратно-поступательное иеремешение на транспортере 2. При этом выгрузка дозированного теста из отверстия пластины дозатора теста на транспортерную ленту или подъем дозированного фарша приспособлением 6 для иодачи начинки к механизму 7 для завертки производится после остановкн транспортера. Кусочек теста нодается на транснортерную ленту выталкивателем 14, формуется механизмом 4 и раскатывается механизмом 5 нрн периодической остановке траиснортера.
После выпадения шайбы через отверстие опорной плиты лепешка при следующей остановке транспортера поднимается до механизма 7 для завертки начинки в оболочку. Приспособление 6 для подачи начинки имеет подземиик 16, который выталкивает порцию ф|арша из отверстия пластины дозатора фарша и поднимает кусочек фарша через отверстие ленты транспортера, затем механизм для завертки захватывает порцию начиики и под нее подается тестовая оболочка, при этом тестовая оболочка как бы висит над приспособлением 6 для подачи начинки, что является лучшим положением для завертки. Завертка изделия типа «поза осуществляется сначала боковыми формующими плаиками, а затем продольными. Процесс завертки показан на фиг. 3. При опускании приспособления для подачи начинки производится окончательное уплотнение и заклейка теста в месте завертки и оставляется необходимое отверстие в позе для выхода пара при варке.
Шайба 8, выпавщая в отверстие опорной плиты, наиравляется в лоток И, при этом переворачивается большим основанием вверх за счет снускного желоба 15. С накопителя шайбы снова попадают в отверстия ленты транспортера.
Движение транспортера и всех рабочих органов синхронизироваио. Все рабочие органы, соприкасающиеся с тестом и фаршем, покрываются специальными аитиадгезионным материалом, например пластмассой-фторопластом-4Д, а шайбы выполняются из антиадгезиоиного материала, например резины.
Внедрение данного устройства нозволяет повысить производительность труда при приготовлении восточного продукта типа «позы.
Формула изобретения
1. Устройство для формования изделий с начинкой, содержащее транспортер, на ленте которого выполнены трапецеидальные отверстия, последовательно установленные механизмы для формовки и раскатки тестовой оболочки, приспособление для подачи начинки и установленный над транспортером механизм для завертки иачинки в оболочку, выполненный в виде шарнирного параллелограмма, отличающееся тем, что, с целью формовки изделий типа «поза, мехапизмы для формовки и раскатки тестовой оболочки установлены над транспортером перед механизмом для завертки начинки в оболочку, приспособление для подачи начинки размещено между ветвями трансиортера иод механизмом для завертки, а устройство снабжено шайбами, предназначенными для нерекрытия отверстий транспортера, плитой, смонтированной под верхней ветвью транснортера и имеющей отверстие для пропуска шайб, и лотком для отвода шайб с верхней ветви траиснортера на нижнюю.
2. Устройство по п. 1, отличающееся тем, что шайбы выполнены из антиадгезионного материала, например резины.
Источникн информации, -. .
принятые во внимание при экспертизе
1. Патент США N° 3858497, кл. 99-4506, 1975.