Изобретение относится к трубопрокатному производству, предназначено для использования в качестве инструмента, формообразуюп его внутреннюю поверхность труб, в частности одравок пилйгримовой ХОЛОДНОЙ И теплой прокатки труб.
Известны оправки для пи игримовой прокатки труб, состоящие из хвостовика, примыкающей к нему рабочей зоны, имеющей цилиндрический редуцирующий участок, конический, обжимной с уменьщающимися от хвостовиКа поперечнымГСёчениёмИ щилиндриче-ский калибрующий участок 1.
При обкатке на таких оправках трубная заготовка обжимается до диамётрунад редуцирующим участком оправки. Редуцирование характеризуется резким нарастанием усилия деформации, которое носит ударный характер. Частицы окалины, ОйИслов И прочих загрязнений, которые всё РДгГймеются на внутренней поверхности заготовки в виде монослоя, осыпаются, n aS;an Ha редуцврующий участок, а часть йх остается на поверхности заготовки. СмёЦ1и ая1сь смазкой, ОНИ образуют абразивную пасту, которая, попадая в очаг дефор1мации между оправкой И внутренней поверхностью заготовки, вьшвает задиры на поверхности труб, способствует трещинообразованиЮ, а усилие трения между трубой и оправкой
пpив6дйf ж татёвЖвшму нагреву; п о слёд- ней И быстрому ее износу.
Целью изоб;ретения является .повыщение СТОЙКОСТИ оправки.
5 ; ;;-;;;.п -. - -.---:. . : . :.Ж. Для достижения этойТ &лТГопраш адйя
1: йлйгри1йътвой прокатки труб, содержащая хвостОгак И рабочую зону с дилиндричес Йй 5 асТком; тгГИлёгайэщим к хвостовику, 10 согласно изобретению, снабжена упруго эластичным кольцом, под которое на цилиндрическом участке, удаленном на 0,|5- 0, ДЛИНЫ от хвостовика, выполнен кольцевой паз, при этом наружный диаметр
15 кольца составляет 1,02-1,2 от диаметра цилиндрического участка и глубина паза - 0,04-0,2 его. Упруго-эластичное кольцо, укрепленное в кольцевом пазу рабочего цилиндрического участка, соприкасается с
20 внутренней поверхностью трубной заготовки после начала редуцирования и, бчищая гонослЬй частиц, прёдохр аН 3 ёт предочаго1ую з15ну бТТ)сНШной массы пыли и грязи, 1от|0рая t itatniHBaeTCfl на редицирующем
25 учаспке перед кольцом и удаляется перио ::.дически. Смазка, находящаяся на внутренней поверхности заготовки и в уг ; лубление ше(роховатостей заготовки, попа; Рдаёт в Очаг деформации. Такая механичес3 ,ка я очист ка снйжа ет тр ёняе В очаге деформации, уменьшает износ оправки, снижает температуру опрарки на 25-30%.
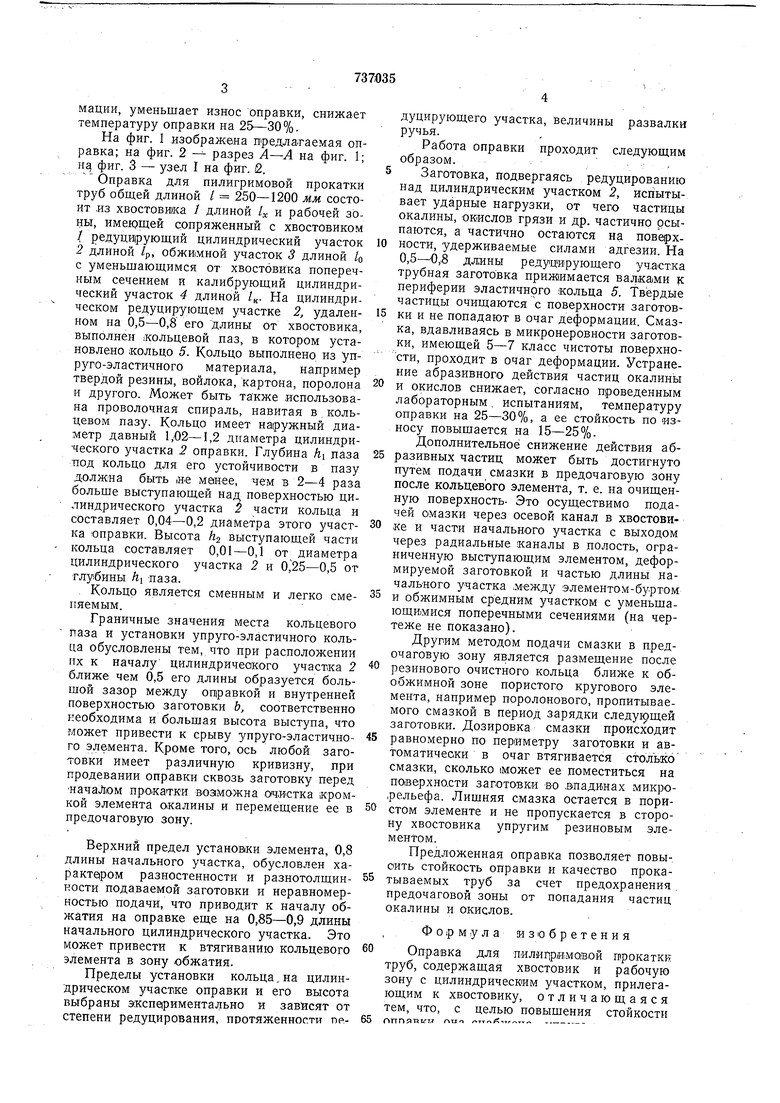
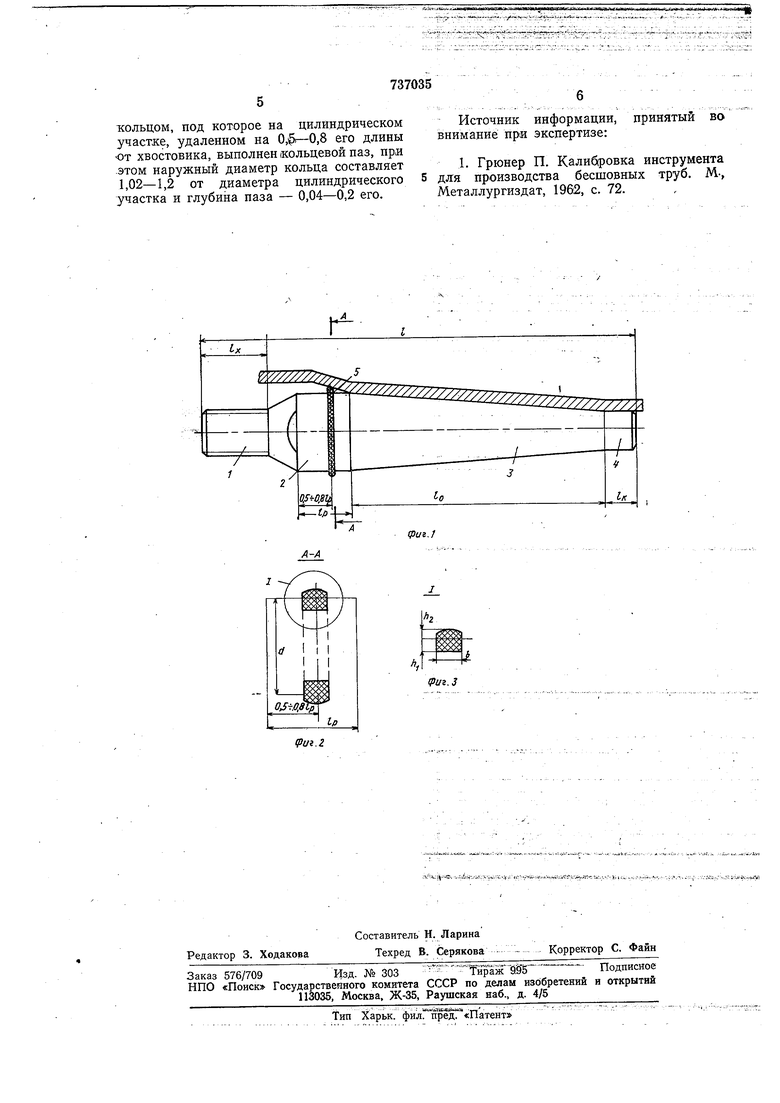
На фиг. 1 изображена предлагаемая оправка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. Q.
Оправка для пилигримовой прокатки труб общей длиной / 250-1200 мм состоит .из хвостовика / длиной 4 и рабочей зоны, имеющей сопряженный с хвостовиком / редуцирующий цилиндрический участок 2 длиной /р, обжимной участок 3 длиной /о с уменьшающимся от хвостовика поперечным сечением и калибрующий цилиндрический участок 4 длиной /« На цилиндри. ческом редуцирующем участке 2, удаленном на 0,5-0,8 его Длины от хвостовика, выполнен жольцевой паз, в котором установлено кольцо 5. Кольцо выполнено из упруго-эластичного материала, например твердой резины, войлока, картона, поролона и другого. Может быть также .использована проволочная спираль, навитая в.кольцевом пазу. Кольцо имеет на(ружный диаметр давный 1,02-1,2 диаметра цилиндрического участка 2 оправки. Глубина hi паза под кольцо для его устойчивости в пазу должна быть iH« менее, чем в 2-4 раза больще выступающей над поверхностью цилиндрического участка 2 части кольца и составляет 0,04-0,2 диаметра этого участка оправки. Высота /Z2 выступающей части кольца составляет 0,01-0,1 от диаметра цилиндрического участка 2 и 0,25-0,5 от глубины А лаза.
, Кольцо является сменным и легко сменяемым.
Граничные значения места кольцевого паза и установки упруго-эластичного кольца обусловлены тем, что при расположении пх к началу цилиндрнчеакого участка 2 ближе чем 0,5 его длины образуется большой зазор между оаравкой и внутренней поверхностью заготовки Ь, соответственно необходима и большая высота выступа, что может привести к срыву упруго-эластичного элемента. Кроме того, ось любой заготовки имеет различную кривизну, при продевании оправки сквозь заготовку перед началом прожатки воз1можна ачлстка кромкой элемента окалины и перемещение ее в предочаговую зону.
Верхний предел установки элемента, 0,8 длины начального участка, обусловлен хаpaKTeipOM разностенности и разнотолщинности подаваемой заготовки и неравномерностью подачи, что приводит к началу обжатия на оправке еще на 0,85-0,9 длины начального цилиндрического участка. Это может привести к втягиванию кольцевого элемента в зону обжатия.
Пределы установки кольца.на цилиндрическом участке оправки и его высота выбраны э:кспе|риментально и зависят от степени редуцирования, протяженности прдуцирующего участка, величины развалки ручья.
Работа оправки проходит следующим образом.
Заготовка, подвергаясь редуцированию над цилиндрическим участком 2, испытывает ударные нагрузки, от чего частицы окалины, окислов грязи и др. частично осыпаются, а частично остаются на поверхности, удерживаемые силами адгезии. На 0,5-О ,.8 длины редуцирующего участка трубная заготовка приж имается валка1ми к периферии эластичного кольца 5. Твёрдые частицы очищаются с поверхности заготовки и не попадают в очаг деформации. Смазка, вдавливаясь в микронеровиости заготовки, имеющей 5-7 класс чистоты поверхности, проходит в очаг деформации. Устранение абразивного действия частиц окалины и окислов снижает, согласно проведенным лабораторным. испытаниям, температуру оправки на 25-30%, а ее стойкость по износу повыщается на 15-25%.
Дополнительное снижение действия абразивных частиц может быть достигнуто путем подачи смазки в предочаговую зону после кольцевого элемента, т. е. на очищенную поверхность- Это осуществимо подачей омазки через осевой канал в хвостови,ке и части начального участка с выходом через радиальные каналы в полость, ограниченную выступающим элементом, деформируемой заготовкой и частью длины начального участка между элементом-буртом
и обжимным средним участком с уменьшающимися поперечными сечениями (на чертеже не показано).
Другим методом подачи смазки в предочаговую зону является размещение после
резинового очистного кольца ближе к обобжимной зоне пористого кругового элемента, например поролонового, пропитываемого смазкой в период зарядки следующей заготовки. Дозировка смазки происходит
равномерно по периметру заготовки и автоматически в очаг втягивается столько смазки, сколько может ее поместиться на поверхно.сти заготовк-и во впадинах микро,рельефа. Лишняя смазка остается в пористом элементе и не пропускается в сторону хвостовика упругим резиновым элементом.
Предложенная оправка позволяет повысить стойкость оправки и качество прокатываемых труб за счет предохранения , предочаговой зоны от попадания частиц окалины и окислов.
Формула изобретения
OnpaiBKa для П ИЛйГ1ри,мовой п рокаткк труб, содержащая хвостовик и рабочую зону с цилиндрическим участком, прилегающим к хвостовику, отличающаяся тем, что, с целью повыщения стойкости
ОТТПЯТИ/Т ntjo /%ттлЛтт,,. 5 тсольцом, под которое на цилиндрическом участке, удаленном на 0,0,8 его длины ют хвостовика, выполнен кольцевой паз, при этом наружный диаметр кольца составляет от диаметра цилиндрического5 участка и глубина паза - 0,04-0,2 его. ,:;..::..,.,, . : , ; Источник информации, принятый во внимание пря экспертизе: п к-яяийппвка инстоумента 1. Грюнер П. Калибровка инструмента для производства бесшовных труб. М, Металлургиздат, 1962, с. 72. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для холодной прокатки труб | 1979 |
|
SU789172A1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Оправка для пилигримовой прокатки труб | 1977 |
|
SU659216A1 |
| Оправка для пилигримовой прокатки труб | 1976 |
|
SU654315A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Оправка для периодической прокатки труб | 1978 |
|
SU768501A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
СРиг.З
