Изобретение относится к обработ ке металлов давлением и может быть использовано при пильчерной холодной прокатке труб. Известен технологический инструмент для пилигримовой холодной прокатки труб, состоящий из оправки и валков с зонами редуцирования, обжатия и калибровки, при этом в зоне обжатия образующие гребня и оправки очерчены выпукловогнутьами линиями, а в зоне редуцирдвания образующая гребня - линейно-конусная, оправка прямолинейна l. Недостатком данного инструмента является то, что в процессе прокатки создаются повышенные контактные напряжения на прямолинейном участке оправки (из-за линейно-конусного профиля гребня), вследствие чего за трудняется перемещение трубы по оправке при деформации и усложняется перезарядка трубы, зачастую приводя щая к дефектообразованию на внутрен ней поверхности трубы. В пережиме, где труба, как правило, уже сформирована, а металл достаточно наклепан, указанные гиперболические профи ли приводят к чрезмерным обжатиям и нормальным контактным напряжениям/ вследствие чего возникает налипание металла на инструмент, ухудшается качество поверхности трубы, точность геометрических размеров и прочие технологические показатели. Известен также технологический инструмент для холодной пилигримовой прокатки труб, включающий валки с ручьем переменного поперечного сечения, имеющим калибрующую зону, примыкающую к ней обжимную зону с параболическим греб1 ем, обращенным выпуклостью наружу, редуцирунндую зону с параболическим, обращенным выпуклостью наружу,профилем гребня и оправку с параболической вогнутой образующей на участке, соответствующем участку валка обжимной зоны 2 . Недостаток этого инструмента заключается в том, что, повышая в обжимной зоне общий уровень неравномерности соотношения деформации по стенке и диаметру трубы, в зоне редуцирования создаются условия повышенных деформаций по диаметру без обжатия ло стенке и для ряда случаев особенно малопластичных труб с толстой . стенкой в зоне редуцирования на их внутренней поверхности труб появляются продольные трещины и складки.
Цель изобретения - повышение качества внутренней поверхности малопластичных труб с толстой стенкой.
Поставленная цель достигается тем, что инструмент для холодной прокатки труб, содержащий валки с ручьем переменного поперечного сечения имеющим калибрующую зону, примыкающий к ней участок обжимной зоны с параболическим гребнем, обращенным выпуклостью наружу, редуцирующую зону с параболическим, обращенным выпуклостью наружу, профилем гребня, и оправку с параболической вогнутой образующей на участке, соответствующем уча.стку валка обжимной зоны с параболическим гребнем, гребень ручья в начале зоны обжатия образован вогнутой параболой, а соответствующий участок образующей оправки выпуклой параболой и соединен с участком соответствующим зоне редуцирования валка выполненным цилиндрическим.
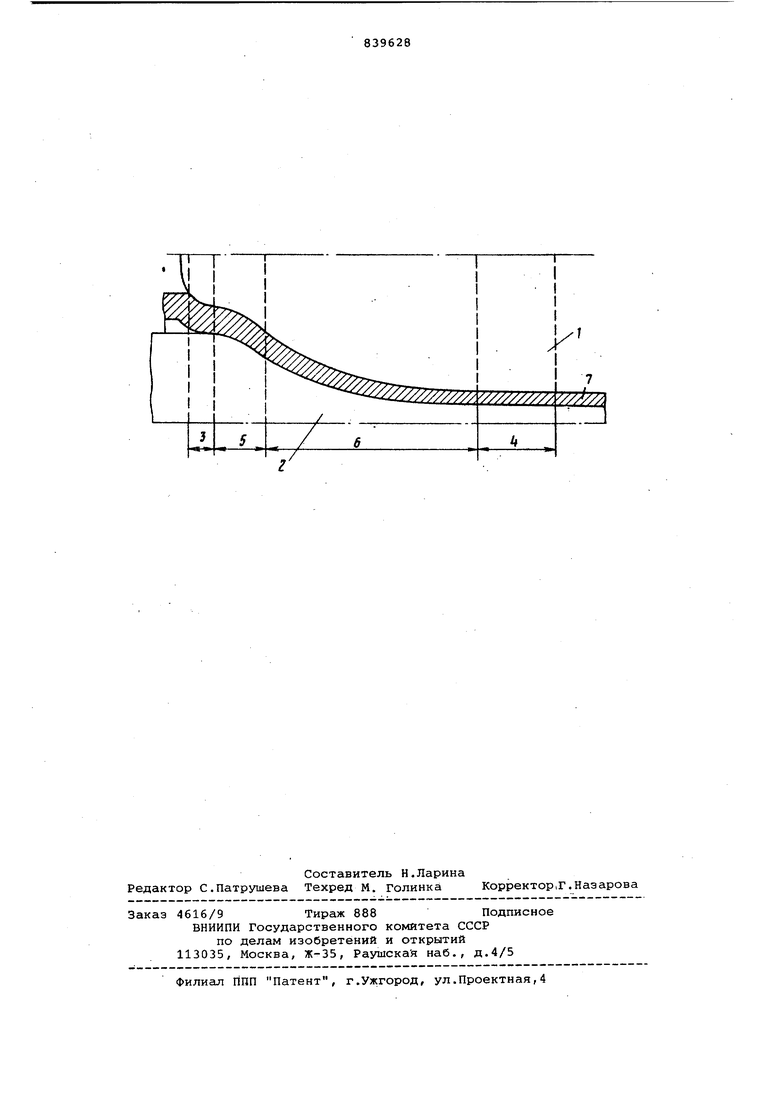
На чертеже представлена схема развертки очага деформации с применением предлагаемого инструмента.
Инструмент для холодной прокатки труб содержит валки 1 и оправку 2. Валки выполнены с ручьем переменного (уменьшающегося) поперечного сечения и имеющими по длине редуцирующую зону 3 с параболическим, обращенным выпуклостью наружу, профилем гребня, калибрующую зону 4 с цилиндрическим профилем гребня и обжимную зону.
Обжимная зона составлена из началного участка 5, гребень которого образован вогнутой параболой и примыкающего к калибрующей зоне участка 6 с параболическим гребнем, обращенным выпуклостью наружу.
Оправка по длине составлена из соответствующих зонам валка участков, образующие которых аналогичны профилям гребня ручья в его зонах обжатия и калибровки и имеет цилиндрическую образующую на участке, соответствующем зоне редуцирования валка. Образующая оправка составлена из параболического вогнутого участка на длине, соответствующей участку б обжимной зоны валка, параболического, выпуклого на длине участка 3 валка, цилиндрического участка, соответствующего редуцирующей зоне 3 валка, и цидандрического участка, соответствуйщего калибрующей зоне валка 4.
Технологический инструмент в процессе работы,обеспечивает в зоне 3 редуцирования обжатие заготовки 7 по диаметру переменного характера так,что в начале зоны интенсивность обжатий максимальна, а к моменту встречи внутренней поверхности трубы с цилиндрической частью оправки 2 (в .конце зоны редуцирования; - минимальна.
На выпуклом участке 5 валка начинается обжатие по диаметру и толщине стенки трубы с плавным возрастанием деформаций и последующим уменьшением их на длине участка 6 обжимной зоны, в которой происходит основная доля деформации поперечного сечения трубы. В Ксшибрующей зоне 4 заканчивается отделка трубы по диаметру и толщине стенки.
I
Предложенный профиль ручья валка позволяет сократить зону чистого редуцирования. При этом, чем выше степень параболы, тем меньше количес,тво циклов в зоне чистого редуцирования (без обжатия по стенке).
Предложенный профиль технологического инструмента может быть эффективен при прокатке труб из любых сталей и сплавов , при различных тепловых режимах и технологических смазках, однако особенно эффективным он может быть.при значительных деформациях по диаметру, при прокатке труб из малопластичных материалов, а также толстостенных труб. Предлагаемый инструмент обеспечивает улучшение качества труб за счет уменьшения дефектов типа седины на внутренней поверхности, повышение точности геометрических размеров, в том числе снижение мелкопериодной кривизны.
Формула изобретения
Инструмент для холодной прокатки труб, содержащий валки с ручьем переменного поперечного сечения, имеющим калибрующую зону, примыкающий к ней участок обжимной зоны с параболическим гребнем, обращенным выпуклостью наружу, редуцирующую зону с параболическим, обращенным выпуклостью наружу профилем гребня, и оправку с параболической вогнутой образующей на участке, соответствующем участку валка обжимной зоны с параболическим гребнем, отличающийся тем, что, с целью повышения качества внутренней поверхности малопластичных труб с толстой стенкой, гребень ручья в начале зоны обжатил образован вогнутой параболой, а соответствующий ему участок образующей оправки - выпуклой параболой и соединен с участком соответствуквдим зоне редуцирования валка, выполненным цилиндрическим.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР 255893, КЛ. В 21 В 21/00, 1967.
2.Патент ФРГ 1777043, КЛ. 7 а, 21-02, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU255893A1 |