Изобретение относится к обработке металлов .давлением и может б151ть использовано в .трубопрокатном производстве, в частности при прокатке труб :на пилигримовых станах. Известен технологический инструмент пилигримового стана, содержащий оправку с параболической образу щей и валки, имеющие каждый ручей переменного поперечного сечения с профилем гребня в зоне редуцирования и обжатия, выполненным по параболе, порядок степени которой на единицу выше, чем порядок степени образующей оправки t13 Недостатком инструмента является невозможность обеспечения повышенных режимов деформаций из-за неб гоприятного сочетания рассогласования кривых образующейоправки и гребня ручья,. Наиболее близким по технической сущности к -предложенному является технологический инструмент пилигри,мовогр стана, содержащий валки,нме ющие каждый ручей переменного попё речного сечения с редуцирующей, обжимной и калибрующей зонами по окружности бочки с профилем гребня в зоне редуцирования и примыкающего к ней участка обжимной зоны, протяженностью от 25 до 85%. ее длины. выполненным по параболе, показатель степени которой в зоне редуцировайия больше показателя степени параб лы участка обжимной зоны, и оправку имеющую на длине равной, соответственно зоне редуцирования и участку обжимной зоны гребня ручья, парабол ческую образующую с показателем ее степени, меньшим показателя степени параболы гребня редуцирущей зоны. При этом на границе зон редуцирования и обжатия выполнен поперечный сегментообразный выступ, а парабо лическйя образующая оправки имеет п рядок степени, равный полусумме зна чений порядка степеней парабол зон редуцирования и обжатия ручья. Из.вестный инструмент позволяет увеличить его стойкость при повышенных режимах обжатий за счет выравнивани технологических нагрузок по зонам инструмента и за счет вторичного захвата трубы валками на границе зо редуцирования и обжатияС Л. Однако при прокатке труб из нерж веющих;сталей и титановых сплавов на границе перехода зоны редуцирова ния к обжимной зоне имеющийся концентратор напряжений в виде сегментробразного выступа приводит к налипанию металла ;трубы на оправку и ручей валков, что повышает дефектообразование на прокатываемых трубах Кроме того,, в конце обжимной зоны .часты случаи налипания металла тру бы на оправку в связи с тем, что фактически на данном участке профиль гребня ручья и образующая оправки /параллельны между собой на длине, кратной 1-1,5 величины линейного смещения готовой трубы. Целью изобретения является повы-; шение качества труб за счет уменьшения налипания металла на инструмент . Поставленная цель достигается тем, что в технологическом инстру менте пилигримового стана, содержащем валки, имеющие каждый ручей .м переменного поперечного сечения с. редуцирующей, обжимной и калибрующей зонами по окружности бочки с профилем гребня в зоне редуцирования и примыкающего к ней участка обжимной зоны протяженностью от 25 до 85% ее длины, выполненным по параболе, показатель степени которой в зоне редуцирования /больхиё показателя степени параболы участка обжимной зоны, и оправку,, имеющую на длине, равной соответственно зоне редуцирования и участку.обжимной зоны гребня ручья, параболическую образующую с показателем ее степени, меньшим показателя степени параболы гребня ручья редуцирующей зоны, примыкающий к калибрую- i Щей зоне участок обжимно р зоны rpe6t ня и образующая оправки соответствующей длины выполнены прямыми, линиями с конусностью гребня ручья большей, конусности оправки, а профиль гребня калибрующей зоны выполнен по параболе с показателем степени, равйым показателю степени параболы гребня зоны редуцирования и в 2-8 раз большим показателя степени параболы образующей оправки и параболической части профиля гребня обжимной зоны, и зазор между гребнем ручья и образующей оправки в калибрующей зоне .увеличен к ее концу. Применение предложенного инструмента позволяет исключить..дефекты от налипания на внутренней или наружной поверхности трубы. Это объясняется тем, что деформация трубы завершается на постоянно коническом участке конца обжимной зоны с превосходством конусности ручья над конусностью оправки, что гарантирует качество внутренней поверхности в связи с легким сходом Tpy6ja с конического участка оправки, бтсутствик дефектов по наружной поверхности способствует параболический профиль ручья калибрующей зоны, который обеспечивает снятие трубы с оправки безйалипания.т Данный характер профиля ручья также способствует более высокой точности по наружному диаетру трубы, так как исключает интенсивный пережим трубы, одновремен но исключая налипание металла на ин струмент . На чертеже-показан технологический инструмент пилигримового стана продольное сечение развертки. Технологический инструмент пилигримового стана содержит валки, име щие ках(дый ручей Г переменного поперечного сечения с редуцирующей 1 (1,), обжимной 2 (II)H калибрующей ( зонами по окружности бочки с профилем гребня в зоне редуцирования и примыкающего к ней участка (14.) обжимной зоны протяженностью от 25 до 85% ее длины, выполненным по параболе, показатель степени которой в зоне редуцирования больше показателя степени параболы участка обжимной зоны, на участке (Ij ) обжимной зоны, примыкающей к калибрующей, выполненным по наклонной линии, и ri калибрующей зоне, выпойненым по параболе с показателем степени, равным показателю степени параболы гребня ручья зоны редуцирования и в 2-8 раз большим показателя степени параболы гребня ручья обжимной зоны, оправку 4, име ющую на длине, равной соответственн зоне редуцирования и участку обжимной зоны ручья валка, образующую, выполненную по параболе с показателем ее степени, меньшим показателя степени параболы гребня ручья редуцирующей зоны, на длине участка обжимной зоны гребня ручья, примыкающего к калибрующей зоне, выполненную наклонной линией с конусностью, меньшей конусности гребня ручья, при этом зазор между гребнем ручья и образующей оправки в калибрующей зоне увеличен к ее концу. Конусность гребня ручья () на участке V примыкающем к калибрующей 3 зоне, во столько раз больше конусности («ip) образуннцей оправки, во сколько раз уменьшение глуби ны ручья ( Ah) на протяжечии от начала редуцирующей 1 зоны к кон цу обжимной 2, больше уменьшения радиуса оправки ( &tf) на том же Промежутке. Граничные значения параметров технологического инструмента целесо образно выбирать следующим образом. Протяженность конического участк обжимной 2 зоны больше 75% протя женности параболического участка 14 обжимной зрны приводит к повышенным деформациям на параболическом участ ке, а значит к налипанию металла на инструмент. Протяженность же кониче кого участка обжимной зоны меньше 15% протяженности параболического участка обжимной зоны приводит такж к налипанию металла на инструмент на границе перехода от участка к калибрующей зоне. Превосходство конусности гребня ручья над конусностью etc-образующей оправки создает наиболее пластическую схему обжатий для любых сталей и сплавов и гарантирует качество внутренней поверхности трубы в связи с легким сходом ее с конического участка. Параболический профиль гребня ручья калибрующей 3 зоны имеет тем большее превосходство, например в 8 раз в порядке степени над порядком степени парабол оправки и ручья обжимной 2 зоны, чем большая конусность ручья (например-2 - 0,010) и оправки на участке у, что гарантирует плавность перехода, исключая. условие пережима (т;е. концентраторов напряжений на стыке двух зон 2 и 3) , а в конечном счете исключает налипание на оправку. При малых конусностях ручья (0,001) целесообразно назначать минимальное превосходство порядка степени параболы ручья зоны 3 калибрования над параболами оправки и ручья обжимной 2 зоны (например в 2 раза), что гарантирует -исключение плотного охвата оправки металлом трубы, начиная с границы перехода от обжимной 2 зоны к калибрующей 3, т.е. исключает возможность Нсшипанйя даже при прокатке материалов/ склонных к налипанию. При этом обеспечивается высокая точность труб. Минимальная -конусность ручья (вплоть до 0,001) назначается при прокатке труб с понижен||ой пластичностью и не чувствительных к налипанию, а также при пониженных- обжатиях по диаметру заготовки. А максимальная конусность ручья (вплоть до ,010) выбирается при, прокатке материалов, склонных к налипанию и обладающих повышенной пластичностью, а также для случая значительных обжатий по диаметру. При прокатке заготовка подается в раскрытый своими зевами ручей, которую начинают обжимать ручьями валка вначале по наружному диаметру в зоне редуцирования 1, затем редуцирование по диаметру и обжатие по стенке осуществляют одновременно на участке 1 обжимной зоны при контакте заготовки с оправкой. Завершается совместная деформация по стен- , ке и диаметру на участке Ij- с постоянной конусностью, а на следующей зоне калибрования 3 заканчиваются операции отделочного характера,при этом по наружному диаметру Труба вновь контакти рует с параболическим профилем ручья, что исключает зади,ры, налипание и прочие дефекты по наружной поверхности готовой трубы.
Предложенный технологический инструмент испытан при производств труб из стали 36.НХТЮ на стане ХПТ ПВ 8/25 по маршруту 25х1, хО,8 .мм. При этом он имеет следующие параметры: ,0020; ot 0,0015; . + 1,250 мм; Ц 30 м(л; мм; Mlii; мм; мм; порядок степени параболы ручья на участке I. и оправки на длине 1 и Ц составляет 3, а порядок степени параболы гребня ручья зон калибрования и редуцирования .12.
Предложенный инструглент сравнивается при аналогичных условиях прокатки с известным, который имеет такие характеристики: длина)зоны редуцирования 25.мм, длина рабочей зоны 280 мм, сегментообразный выступ по длине ручья 5 мм, а по высоте 0,3 мм. Порядок степени параболы ручья в зоне редуцирования 3,5, а на длине рабочей зоны 2,5, так что парабола образующей оправки имеет порядок степени 3.
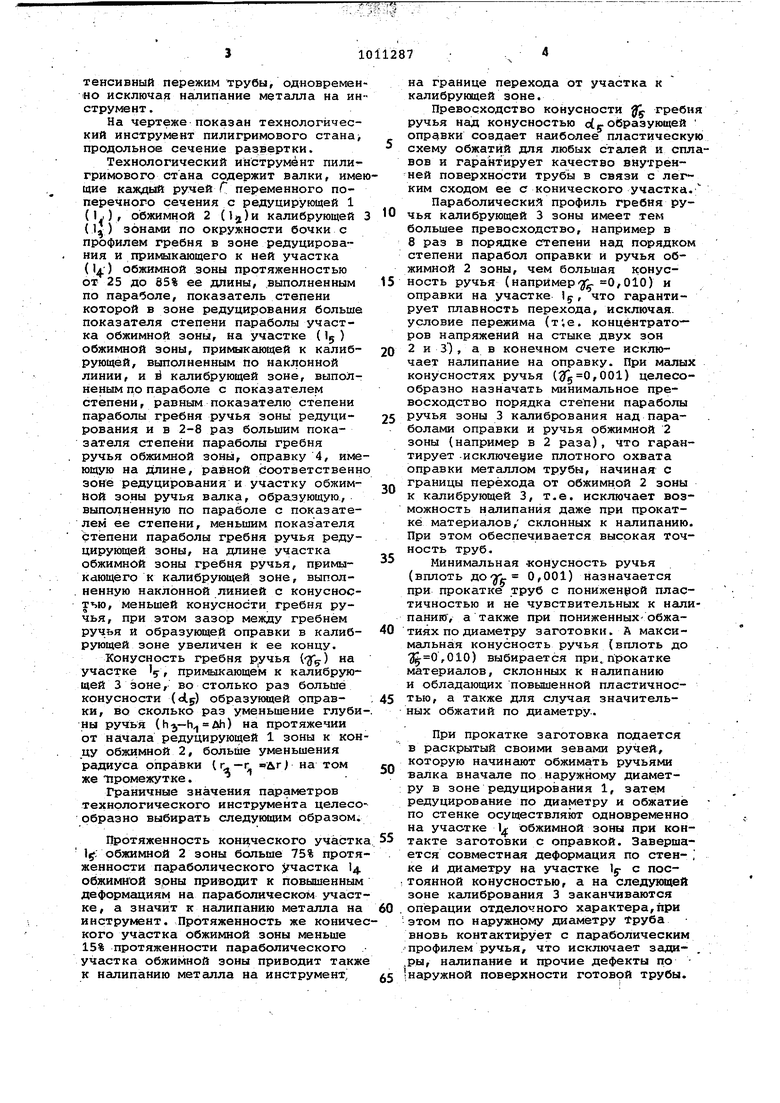
На предложенном известном инструменте прокатано по 20 труб длиной 8 м каждая. Результаты исследований приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Технологический инструмент для холодной прокатки труб | 1978 |
|
SU880524A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Технологический инструмент дляХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU822937A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |
ТЕХНОЛОГИЧЕСКИЙИНСТРУМЕНТ ; гаШИГРИМОВОГО СТАНА, содержащий валки, имеющие каждый ручей переменного поперечного сечения с редуцирующей, обжимной и калибрующей зонами по окружности бочки с профилем гребня в зоне редуцирования и примыкающего к ней участка обжимной зоны протяженностью от 25 до 85% ее длины, выполненным по параболе, показатель степени которой в зоне редуцирования больше показателя степени параболы участка обжимной зоны, и оправку, имеющую на длине, равной соответственно зо не редуцирования и участку обжимной зоны гребня ручья, параболическую образующую с показателем ее степени, меньшим показателя степени параболы гребня редуцирующей зоны, о т л и ч а ю-щ и и с я тем, что, с целью повышения качества труб за счет уменьшения налипания металла на инструмент, примыкающий к калибрующей -зоне участок обжимной зоны гребня и образующая оправки соответствующей длины выполнены пряьмми линиями с конусностью гребня ручья, большей конусности оправки, а профиль гребня калибрующей зоны выполнен по параболе ctпоказателем сте. пени, равным показателю степени (Л параболы гребня зоны редуцирования и в 2-8 раэ большим показателя с степени параболы образующей оправки и параболической части профиля гребС ня обжимной зоны, и зазор между с гребнем ручья и образугацей оправки в калибрующей зоне увеличен к ее концу.41 to СХ) 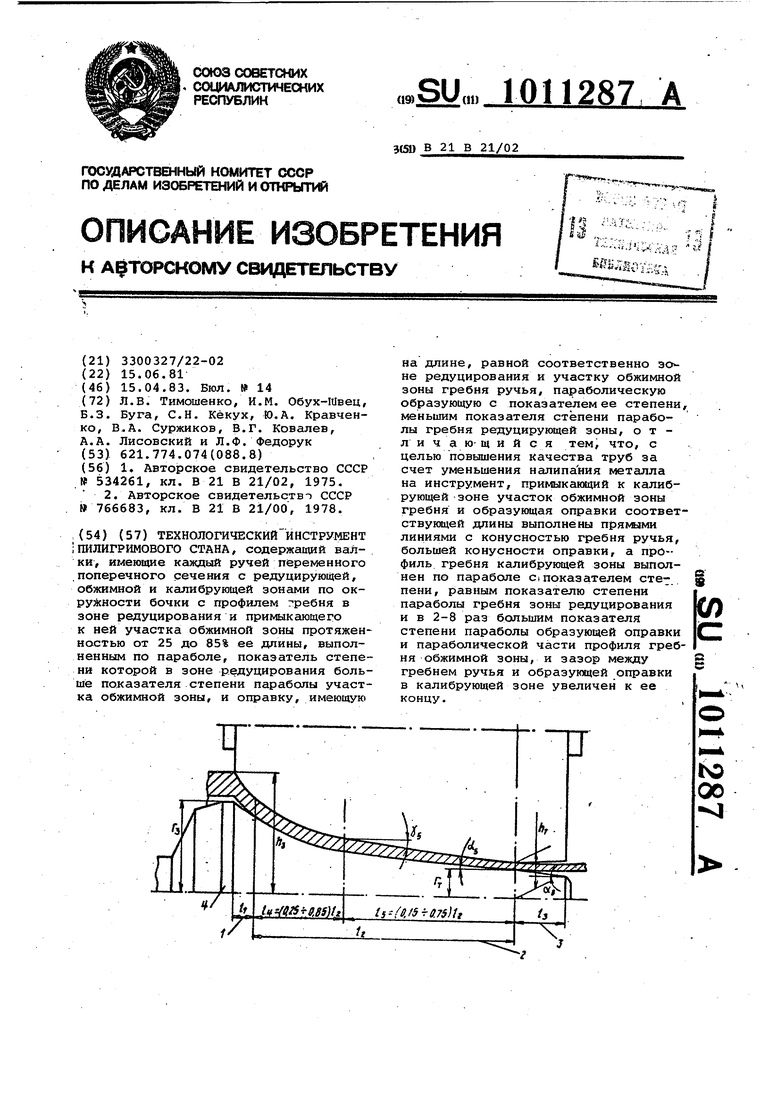
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологический инструмент стана холодной прокатки труб | 1975 |
|
SU534261A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
