Изобретение относится к области производства электросварных труб и может быть применено на трубозлектросварочных станах.
В настоящее время применение электросварных труб во многих отраслях промышленност1и сдерживается наличием в трубах внутреннего грата.
Расширить применение электросварных труб можно .за счет удаления .или уменьшения внутреннего грата. Эта задача может быть решена двумя способами: либо .срезанием грата лосле образования его, либо путем специальной обработки кромок заготовки.
Известна направляюшая шайба закрытого калибра трубоформовочного стана, рабочие поверхности которой выполнены в виде скосов, расположенных по обе стороны от плоскости симметрии шайбы 1.
При формовке в закрытом калибре, благодаря обжатию, торцы кромок загоТОВК1И контактируют с рабочими поверхностями шайбы и подвергаются деформации.
Указанная шайба удерживает кромки заготовки от сворачивания в ту или другую сторону, но не способствует уменьшению грата.
Иаиболее близк1им решением из известных является направляющая шайба закрытого калибра трубоформовочного стана, каждая из рабочих поверхностей которой имеет два участка, образующих между собой угол, при этом наиболее близкий к
5 центру шайбы участок имеет угол наклона, равный-углу наклона кромок трубной заготовки в соответствующей клети 2.
Данная шайба позволяет исключить деформирование (смяпие) кромок заготовки,
10 но не уменьшает внутренний грат.
Целью изобретения является повышение качества труб путем уменьшения внутреннего грата.
Указанная цель достигается тем, что в
15 известной шайбе угол, образованный участками каждой стороны рабочей поверхности, находится в пределах от 0,5 угла заформовки данного закрытого калибра до 175°.
20 Для получения труб с уменьшенным .наружным гратом участок, имеющий угол наклона, равный углу наклона кро.мок трубной заготов1кги, выполнен с выступом, расположенным со стороны наиболее близкой к центру шайбы и образующим с его основной поверхностью угол равный 120 - 175°.
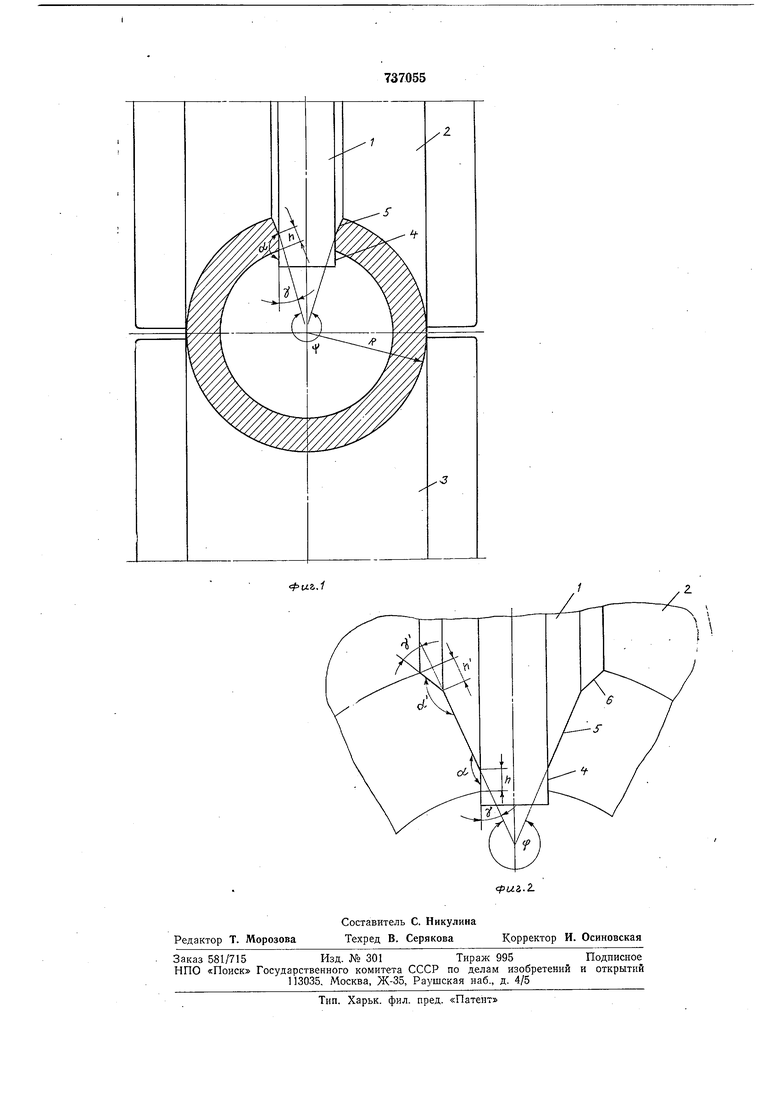
На фиг. 1 изображен рабочий калибр трз боформовочного стана с направляющей
30 шайбой для изготовления труб с уменьшекным внутр енним гратом; на фиг. 2 - направляющая шайба для изготовления труб С уменьшенным внутренлим и наружным гратом.
Калибр образован направляюш.ей шайбой /, двумя верхними полувалками 2 и нижним валком 3. Каждая рабочая поверхность направляющей шайбы имеет два участка 4 vi 5, образующих между собой угол а.
Направляющая шайба вписана в закрытый калибр радиуса R. В этом калибре ср - угол заформовК|И закрытого калибра, на который опирается дуга радиуса R.
Угол между участками 5 и - должен находиться в пределах от 0,5 угла заформовки данного закрытого .калибра до 175. Если уТол а будет менее 0,5 ф, то ;прощесс профилировки фаски :в .нижней части кромк;и невозмоЖбН.
Второе предельное значение угла а установлено практически. Опыты показали, что при угле а, равно-м 175°, имеет место получение Минимальной фаски. Таким образом, .границами угла а следует считать 0,5 m и 175°.
При фор1мавке трубной заготовки вследствие .наличия на шайбе двух участков и обжатия происходит профилирование кромок .с образованием фа-ски IB нижней части торца заготовки.
Участок S и выступ 6 образуют между собой угол (f рав.ный 120-175°.
На основании опытных данных установлено, что .мил-имальное значение угла ф, при котором образуется заметная фаска на трубной заготовке, составляет 5°. Следовательно, одно крайнее значение угла а ДО.ЛЖНО равняться 175°.
По опытным данным также установлено, что для получения фаски, обеспечивающей при сварке кромок отсутствие канавки по шву, угол Y должен быть не более 60°. Таким образом, с учетом этого значения угла -у можно определить второе крайнее значение угла а .
Оно будет ра,в.но:
а 180 - 60 120°.
Регулиров.ка процесса формирования фаски на кромках трубной заготовки осуществляется изменением величины обжатия в калибре; это дает возможность стабильно получать заданный размер фаски.
Опыты по .изготовлению электрОСвар.ны.х труб с уменьшенным влутренним гратом с помощью предлагаемой шайбы проводилась на стане 10-60 завода им. К. Либкнехта (г. Днепропетровск) при производстве труб размером 51X2,0 мм. Опытная направляющая шайба была установлена в формовочной клети. Угол закрытого калибра этой клети составлял ф 300°. Угол а между двумя участками рабочей поверхности шайбы был равен .150°, параметры фаски: высота h 0,7 мм, угол фаски у 30°. Высота внутреннего грата на этих трубах обычно составляет 0,7-0,8 мм. При изготовлении труб размером 60 X Х3,0 мм параметры направляюшей шайбы были следующими- а 150°; 7 30°; h 1 лш; и 150°; h 1 мм; ср 300°.
Опыты показали устойчивый процесс получения на кромках трубной заготовки
верхней и нижней фаски стабильных размеров и сварного шва с уменьшенной высотой наружного и внутреннего грата (0,5- 0,15 мм вместо 1,0-1,3 мм). Качество труб по результатам технологических испытаНИИ на раздачу и сплющивание было таким же как и пр.и обычной высоте грата.
Применение данной направляюшей и1айбы для .получения сварных труб с уменьШенным rpaTOiM по сравнению с известными
устройствами для уменьшения грата имеет следующие преимущества: не требуется специальных механизмов для удаления грата или получения фасок; не снижается производительность стана; наличие обжатмя в закрытом калибре обеспечивает стабильность и позволяет производить регулировку процесса получения фасок; практически устраняется влияние колебаний размеров ленты, атакже ее серповидности;
не нарушается устойчивость кромок при стыковке в процессе сварки.
Формула изобретения
1. Направляющая шайба закрытого калибра трубоформовочното ста.на, .каждая из рабочих поверхносТей которой .имеет два участка, образующих между собой угол, .при этом наиболее близкий к .центру шайбы
Зча-сток имеет угол накло-на, равный углу накло.на кромок трубной заготов.ки в соответствующей клети, отличающаяся тем, что, с -целью повышения качества труб путем уменьшения внутреннего 1Грата, угол,
образованный участкам.и стороны рабочей поверхности, находится в пределах от 0,5 угла заформовки данного закрытого калибра до 175°.
2. Шайба 1ПО л. I, отличающаяся тем,
что, с .целью повышения качества труб лутем уменьшения наружного грата, участок, имеющий угол на.клона, равный углу .наклона кромок трубной заготовки, выполнен с выступом, расположенным со сторо.ны на.иболее бдизкой к центру шайбы и образуюЩ.ИМ с его основной поверхностью уго.л, равный 120-175°.
ИСТС1Чни1Ки информации, принятые во в.ниМан;Ие .при эксперт1иЗе.
1, Ж 1ко1В1акий Б. Д. и др. ПрОиаводстБО труб элакт|р101ава|ркой методом соиротивле«ия. Металлургаздат, М., 1953, с. 221.
2. Авто|р1акое овидетелыство СОСР иЧо 539633, кл. В 21 С 37Ю6, 1975 (прототип).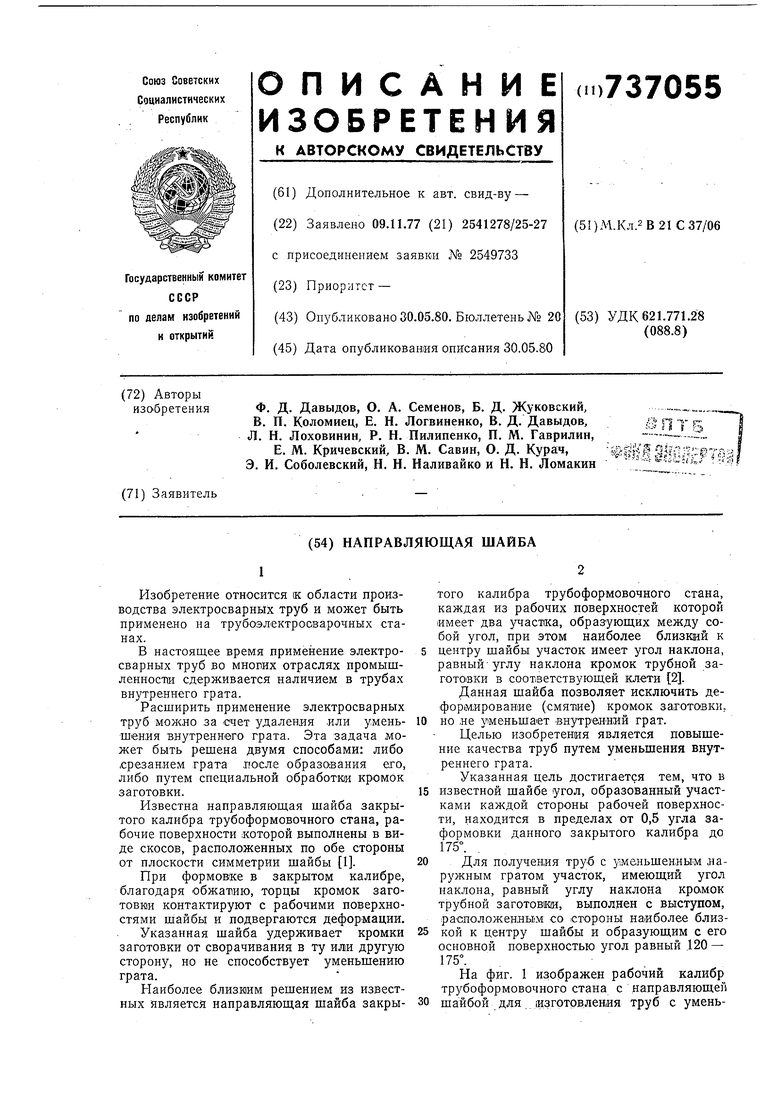
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющая шайба закрытого калибра трубоформовочного стана | 1981 |
|
SU995963A1 |
| Направляющая шайба закрытого калибра трубоформовочного стана | 1979 |
|
SU863054A1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
| Верхний валок закрытого калибраТРубОфОРМОВОчНОгО CTAHA | 1978 |
|
SU808181A1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1977 |
|
SU733918A1 |
| Направляющая шайба закрытого калибра трубосварочного стана | 1974 |
|
SU546407A1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |