1
Изобретение относится к области производства электросварных труб и может быт( использовано на трубоэлектросварочных усть, новках.
Известны способы автоматического управления режимом сварки путем регулирования нагрева кромок трубной заготовки, при которых в качестве регулирующего сигнала используют сигнал об изменении величины одного или нескольких технологических параметров процесса и производства труб f1 и 2.
Наиболее близким к изобретению является способ автоматического регулирования процесса высокочастотной сварки труб, при котором воздействуют на мощность источника высокочастотного нагрева в зависимости от температуры нагрева кромок в зоне сварки 3.
Недостатком этих способов,использующих в качестве регулирующего фактора технологические параметры, является неточность регулирования. Это объясняется тем, что в каждом из указанных случаев используется только отдельный технологический параметр (давление, температура, скорость) в то время, как
качество сварки зависит как от суммарного влияния технологических параметров, так и других факторов (свойств ленты, настройки стана и пр.). Поэтому управление режимом . сварки только по данным о технологических параметрах оказывается малоэффективным и не обеспечивает требуемое качество щва и его стабильность по длине труб.
Целью изобретения является повыщение точности регулирования процессом сварки при
10 производстве электросварных труб.
Цель достигается тем, что за точкой сварки непрерывно выявляют непровары в сварном шве, в зависимости от сигнала о их наличии повыщают температуру высокочастотного на15грева кромок.
В процессе выявления непроваров трубу овализируют, причем сварной шов располагают на больщой оси овала.
Высокое Ka4ectBO сваргюго щва является
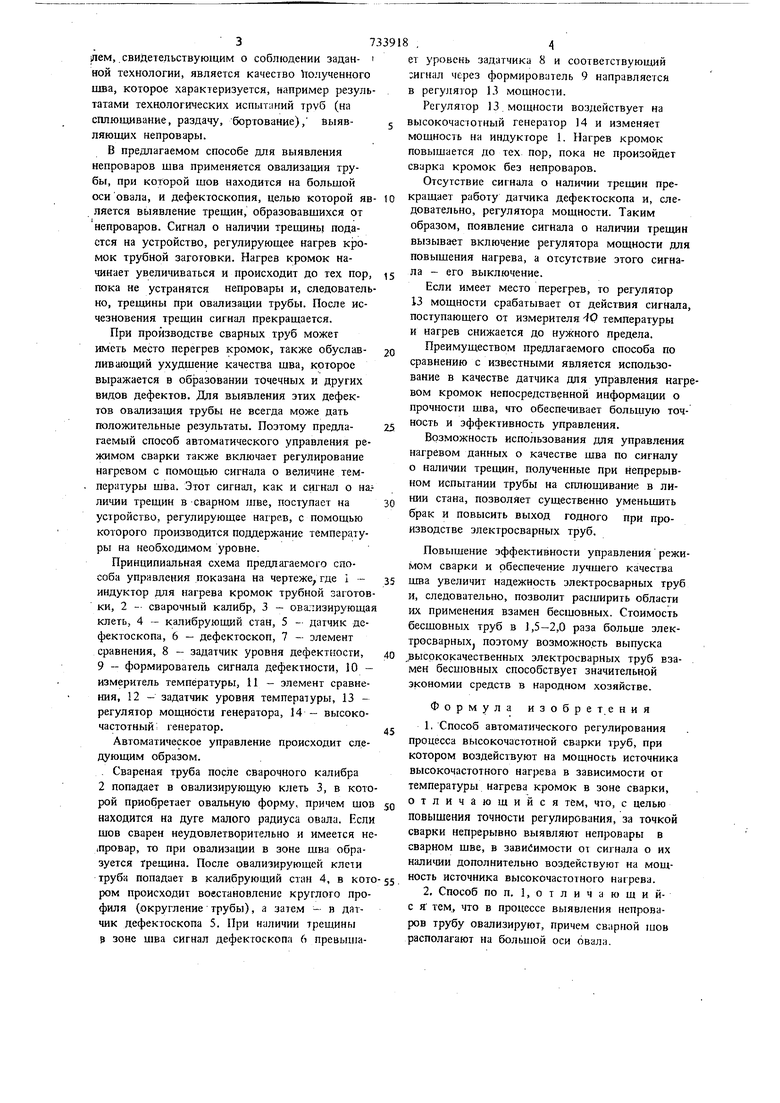
20 результатом правильности технологии процесса сварки, т.е. соответствия величин всех п;1р;1метров процесса требуемым для производстЕК труб данного размера. Резулыиругощим 11Оказ;1те 37 |Лем, свидетельствующим о соблюдении задан- i ной технологии, является качество толученного шва, которое характеризуется, например результатами технологических испытаний труб (на сплющивание, раздачу, бортование), выявляющих непровары. В предлагаемом способе для выявления непроваров шва применяется овализация трубы, при которой шов находится на большой осиовала, и дефектоскопия, целью которой является выявление трещин, образовавшихся от непроваров. Сигнал о наличии трещинь подастся на устройство, регулирующее нагрев кромок трубной заготовки. Нагрев кромок начинает увеличиваться и происходит до тех пор, пока не устранятся непровары и, следователь но, трещины при овализации трубы. После исчезновения трещин сигнал прекращается. При производстве сварных труб может иметь место перегрев кромок, также обуславливагощий ухудшение качества щва, которое выражается в образовании точечных и других видов дефектов. Для выявления этих дефектов овализащ{я трубы не всегда може дать положительные результаты. Поэтому предлагаемый способ автоматического управления режимом сварки также включает регулирование нагревом с помощью сигнала о величине тем. пературы шва. Этот сигнал, как и сигнал о на.личии трещин в сварном пше, поступает на устройство, регулирующее нагрев, с помощью которого производится поддержание температуры на необходимом уровне. Принципиальная схема предлагаемого способа управления показана на чертеже, где i индуктор для нагрева кромок трубной заготов ки, 2 - сварочный калибр, 3 - овализирующа клеть, 4 - калибрующий стан, 5 - датчик дефектоскопа, 6 - дефектоскоп, 7 - элемент сравнения, 8 - задатчик уровня дефектЕЮСти, 9 - формирователь сигнала дефектности, 10 - измеритель температуры, 11 - элемент сравнения, 12 - задатчик уровня температуры, 13 регулятор мощности генератора, 14 - высокочастотный генератор. Автоматическое управление происходит следующим образом. . Свареная труба после сварочного калибра 2 попадает в овализирующую клеть 3, в кото рой приобретает овальную форму, причем шо находится на дуге малого радиуса овала. Есл щов сварен неудовлетворительно и имеется н |Провар, то при овализации в зоне шва образуется Трещина. После овализирующей клети трубн попадает в калибрующий стан 4, в кот ром происходит воестановление круглого про филя (округление трубы), а затем - в датчик дефектоскопа 5. При наличии трещины р зоне шва сигнал дефектоскопа 6 превьипат уровень задатчика 8 и соответствующий игнал через формирователь 9 направляется регулятор 13 мощности. Регулятор 13 мощности воздействует на ысокочастотный генератор 14 и изменяет ощность на индукторе 1. Нагрев кромок овышается до тех пор, пока не произойдет варка кромок без непроваров. Отсутствие сигнала о наличии трещин преращает работу датчика дефектоскопа и, следовательно, регулятора мощности. Таким образом, появление сигнала о наличии трещин вызывает включение регулятора мощности для повыщения нагрева, а отсутствие этого сигнала - его выключение. Если имеет место перегрев, то регулятор 13 мощности срабатывает от действия сигнала, поступающего от измерителя Q температуры и нагрев снижается до нужного предела. Преимуществом предлагаемого способа по сравнению с известными является использование в качестве датчика для управления нагревом кромок непосредственной информации о прочности шва, что обеспечивает большую точность и эффективность управления. Возможность использования для управления нагревом данных о качестве щва по сигналу о наличии трещин, полученные при непрерывном испытании трубы на сплющивание в линии стана, позволяет существенно уменьишть брак и повысить выход годного при производстве электросварных труб. Повышение эффективности управления режимом сварки и обеспечение лучшего качества шва увеличит надежность электросварных труб и, следовательно, позволит расширить области их применения взамен бесшовных. Стоимость бесшовных труб в 1,5-2,0 раза больше электросварных, поэтому возможность выпуска высококачественных электросварных труб взамен бесшовных способствует значительной экономии средств в народном хозяйстве. Формула изобретения 1.Способ автоматического регулирования процесса высокочастотной сварки труб, при котором воздействуют на мощность источника высокочастотного нагрева в зависимости от температуры нагрева кромок в зоне сварки, отличающийся тем, что, с целью повышения точности регулирования, за точкой сварки непрерывно выявляют непровары в сварном щве, в зависимости от сигнала о их наличии дополнительно воздействуют на мощность источника высокочастотного нагрева. 2,Способ по п. 1,отлича ющийс Я тем, что в процессе выявления непронаров трубу овализируют, причем сварной шов располагают на большой оси овала.
5733918
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 504616, кл. В 23 К 13/00, 1974.
2.Авторское свидетельство СССР № 520213, кл. В 23 К 13/00, 1974.
3.Авторское свидетельство СССР № 243751, кл. В 23 К 13/02, 1967 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сварных прямошовных труб | 1977 |
|
SU661290A1 |
| Направляющая шайба закрытого калибра трубоформовочного стана | 1981 |
|
SU995963A1 |
| Направляющая шайба закрытого калибра трубоформовочного стана | 1979 |
|
SU863054A1 |
| Технологический инструмент сварочной клети трубоэлектросварочного агрегата | 1986 |
|
SU1324701A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Устройство для автоматического ре-гулиРОВАНия пРОцЕССА ВыСОКОчАСТОТ-НОй СВАРКи | 1979 |
|
SU846177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| Способ автоматического управления процессом высокочастотной сварки | 1977 |
|
SU680836A1 |
| Направляющая шайба | 1977 |
|
SU737055A1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU863056A1 |
f
