(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| Способ изготовления электросварных прямошовных труб | 1988 |
|
SU1581403A1 |
| СПОСОБ КАЛИБРОВКИ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ | 2006 |
|
RU2292973C1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU889182A1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU848115A1 |
I
Изобретение относится к трубному производству.
Известен способ изготовления электросварных прямошовных толстостенных труб, при котором в клетях с открытым калибром перед изгибом кромок трубной заготовки по радиусу, равному радиусу готовой трубы, последние изгибают по радиусу готовой трубы 1.
Недостатком способа является то, что поперечное скольжение ленты в открытых клетях трубоформовочного стана снижает эффективность выформовки кромок, так как несимметричность выформовки сказывается на окончательно сформованной трубной заготовке в бпорно-сварочном узле и распружинивание кромок после наложения шва осуществляется в несимметричных направлениях и, если не приводит к разрыву шва ли образованию горячих трешин, то обязательно приводит к смешению кромок.
Наиболее близким к предлагаемому по технической сушности и достигаемому результату является способ изготовления электросварных прямошовных труб, при котором периферийные участки исходной полосы изгибают по радиусу, равному радиусу готовой трубы, в конце формовки формуют среднюю часть полосы до получения замкнутого профиля трубной заготовки, сваривают кромки последней и калибруют полученную трубу 2.
Недостатком способа является то, что после выхода из последнего формовочного калибра и после выхода из опорно-сварочного узла наблюдается пружинение всей трубной заготовки, включая периферийные участки, выформованные радиусом готовой трубы. Кроме этого, способ совершенно не учитыва10ет того, что доформовка трубной заготовки в сварочном калибре происходит с постепенной овализацией.
Опасные контурные напряжения, влияюш.ие на потерю устойчивости и изменение геометрии при выходе трубы из очага де15формации, тем больше, чем больше овальность. Все это приводит к тому, что зачастую схождение кромок в сварочном калибре происходит под острым углом. Сваренная таким образом трубная заготовка имеет дефект, который называется «крышей.
20
Цель изобретения - повышение качества электросварных труб путем увеличения прочности сварного шва.
Указанная цель достигается тем, что в способе изготовления электросварных прямошовных труб, при котором периферийные участки исходной полосы изгибают по радиусу, равному радиусу готовой трубы, в конце формовки формуют среднюю часть полосы до получения замкнутого профиля трубной заготовки, сваривают кромки последней и калибруют полученную трубу, периферийные участки полосы, равные 0,1 - 0,3 ширины полосы, в конце формовки выформовывают монотонно уменьшаюпшмся радиусом от величины, необходимой для устранения пружинения трубной заготовки в начале периферийного участка, составляющей 0,8-0,95 радиуса готовой трубы, до величины, компенсирующей расформовку трубной заготовки от иружинения и овализации в опорно-сварочном калибре, составляющей 0,7-0,9 радн)са готовой трубы.
Периферийные участки после выхода из онорпо-сварочного узла подвержены не только пружинению от действия упругих внутренних напряжений, возникающих при формовке, но и пружинению, вызванному овализацией заготовки при доформовке в сварочном узле, приче1М последняя величина неравномерна по периферийному участку. Наибольшая величина пружинения, вызванного овализацией, возникает в зоне кромок полосы и монотонно уменьшается до определенной величины в конце периферийного участка.
При формовке по предлагаемому способу иружинепие, возникающее и от упругих внутренних напряжений, и от овализации заготовки при доформовке, устраняют тем, что кромки изгибают радиусом, меньщим радиуса готовой трубы в закрытых калибрах, где исключается поперечное скольжение ленты из-за наличия разрезной шайбы. Благодаря тому, что кромки трубной заготовки фор.муют монотонно уменьшающимся радиусом в указанных пределах, уменьшается пружинение как кромок трубной заготовки, так и всей трубной заготовки. В результате угол с.хождения кромок в сварочно.м калибре уменьшается, кромки .могут сходиться параллельно и те.м самым достигается прочность сварного щва.
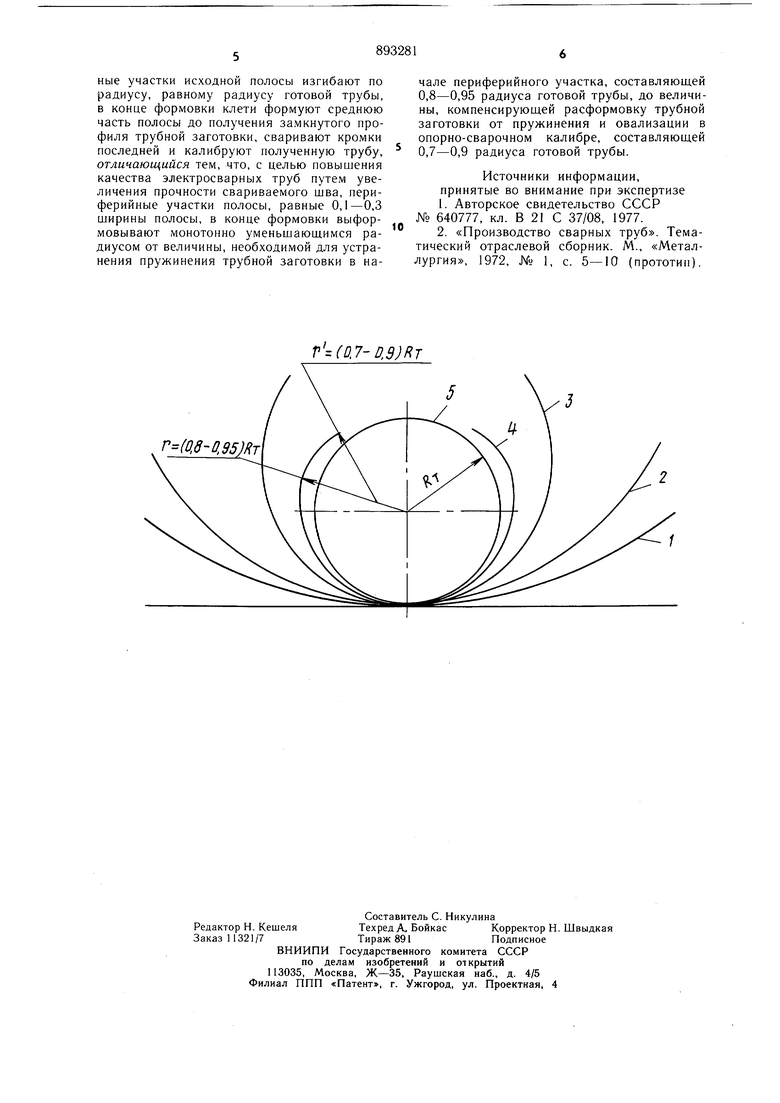
На чертеже показано последовательное изменение поперечного сечения трубной заготовки при формовке по предлагае.мо.му способу.
Позициями 1, 2, 3 обозначены профили.
получае.мые трубной заготовкой после последовательного прохождения через валковые клети, калибровка которых осуществлена одним радиусом; позицией 4 - профиль, получаемый трубной заготовкой в последней по ходу формовки закрытой клети, позицией 5 - профиль, получаемый трубной заготовкой в опорно-сварочном узле.
Способ осуществляется следующим образом.
Исходную полосу изгибают в трубоформовочном стане, калибровка валка которого до последней формовочной клети осуществлена одним постепенно уменьшающимся радиусом, В последней по ходу формовки закрытой клети периферийные участки полосы шириной равной 0,1-0,3 от ее ширины, формуют монотонно уменьшающимся радиусом г от величины г 0,8-0,95 радиуса Ry готовой трубы в начале периферийного участка до величины г 0,7-0,9 радиуса готовой трубы. Диапазон 0,8-0,95 радиуса готовой трубы позволяет компенсировать пружинение трубной заготовки в начале периферийного участка. Диапазон 0,7-0,9 радиуса готовой трубы позволяет компенеировать расформовку трубной заготовки от пружинения и овализации в опорно-сварочном калибре. Монотонное уменьщение радиуса от величины, составляющей 0,8- 0,95 радиуса готовой трубы, до величины, составляющей 0,7-0,9 радиуса готовой трубы, выбор щирины периферийных участков находится в однозначном соответствий с экспериментальными данными, полученными при формовке и доформовке полосы из нержавеющих марок стали на лабораторном стане. Диапазон выбора радиусов и ширины периферийных участков зависит от материала полосы, применяемой для получения прямощовных электросварных труб по предлагае.мому способу, а.точнее от механических свойств данного материала. Чем выше прочностные характеристики материала, тем выше величина периферийного участка.
Затем в опорно-сварочном узле кромки сводят, сваривают трубную заготовку и калибруют готовую трубу в калибровочном стане.
При изготовлении труб диаметром 76 мм с толщиной стенки 2 мм периферийные участки длиной 4,82 мм (0,2 ширины полосы) формуют в последней клети монотонно умень паю1ци.1ся рад1;усом от величины г 36,1 м.м (0,95 R.) до величины г 30,4 мм (0,9RT).
При изготовлении труб диаметром 89 .мм с толщиной стенки 3 мм периферийные участ ки длиной 5,52 мм (0,2 щирины полосы) формуют в последней клети монотонно уменьп аюпдимся радиусом от величины г 40,1 мм (0,9 RT) до величины г 35,6 мм (0,8 R.).
При изготовлении труб диаметром 12 м.м с толщиной стенки 1 мм периферийные участки длиной 0,7 мм фор.муют в последней клети монотонно уменьщающимся радиусом от величины г 5,5 мм (0,9 R.) до величины г 4,8 мм (0,8 RT).
Предлагаемый способ изготовления сварных прямощовных труб по сравнению с известными способами позволяет повысить качество электросварных труб.
Формула изобретения
Способ изготовления электросварных пря.мошовных труб, при котором периферийные участки исходной полосы изгибают по радиусу, равному радиусу готовой трубы, в конце формовки клети формуют среднюю часть полосы до получения замкнутого профиля трубной заготовки, сваривают кромки последней и калибруют полученную трубу, отличающийся тем, что, с целью повышения качества электросварных труб путем увеличения прочности свариваемого шва, периферийные участки полосы, равные 0,1-0,3 ширины полосы, в конце формовки выформовывают монотонно уменьшающимся радиусом от величины, необходимой для устранения пружинения трубной заготовки в наT(D.7-D,9)RT
чале периферийного участка, составляюш.ей 0,8-0,95 радиуса готовой трубы, до величины, компенсирующей расформовку трубной заготовки от пружинения и овализации в опорно-сварочном калибре, составляющей 0,7-0,9 радиуса готовой трубы.
Источники информации, принятые во внимание при экспертизе
