(54) СПОСОБ СБОРКИ УЗЛОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки ферромагнитных деталей с немагнитными | 1977 |
|
SU707755A1 |
| Устройство для сборки ферромагнит-НыХ дЕТАлЕй C НЕМАгНиТНыМи | 1977 |
|
SU812499A2 |
| МАГНИТОКРИСТАЛЛИЧЕСКИЙ СДВИГОВЫЙ РЕГИСТР | 1973 |
|
SU368650A1 |
| Способ взаимной установки ферромагнитных стержней | 1971 |
|
SU392856A1 |
| МАНОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ И ВОСПРОИЗВЕДЕНИЯ МАЛЫХ ДАВЛЕНИЙ ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2011 |
|
RU2489692C1 |
| Способ сборки | 1972 |
|
SU434699A1 |
| Устройство для ориентации и поштучной выдачи | 1985 |
|
SU1270082A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| Устройство для транспортирования и накопления ферромагнитных деталей | 1986 |
|
SU1313630A1 |
| Способ сборки узлов | 1972 |
|
SU413724A1 |



I
Изобретение относится к автоматизации процессов сборки и может быть использовано при автоматической сборке узлов, состоящих, например, из комплекта ферромагнитных стержневых деталей, устанавливаемых в отверстия базовой немагнитной детали.
Известен способ сборки узлов путем создания локального основного магнитиого поля, направленного вдоль осей сборки, и расположения в нем собираемых деталей 1.
Известный способ применим только для сборки ферромагнитных деталей, что сужает его технологические возможности.
Цель изобретения - расширение технологических возможностей.
Цель достигается тем, что путем введения системы проводников с током в основное магнитное поле создают дополнительные Магнитиые поля, концентрируют их вдоль осей сборки и вытесняют ими основное магнитное поле, причем градиент каждого до полнительного магнитного поля совпадает с направлением сборки, направление тока в смежных проводниках выбирают противоположным, периодически изменяют эти токи по амплитуде, а проводники размещают относительно собираемых деталей таким образом, чтобы дополнительные магнитные поля располагались по поверхностям сопряжения.
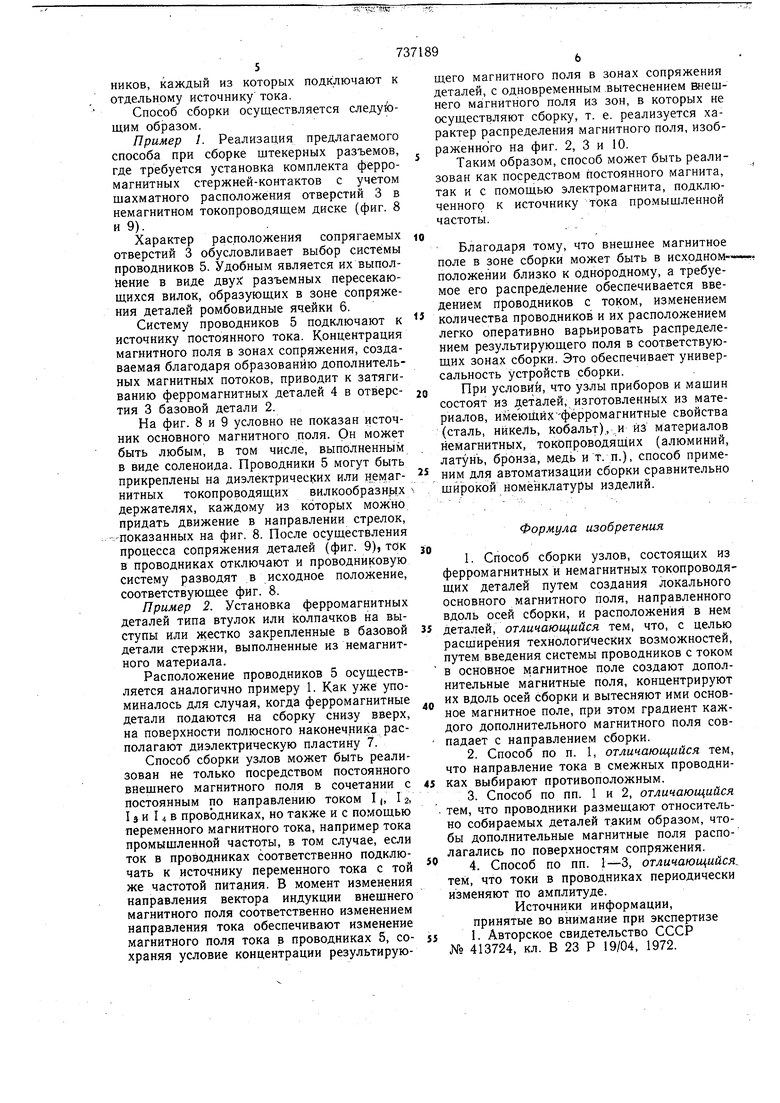
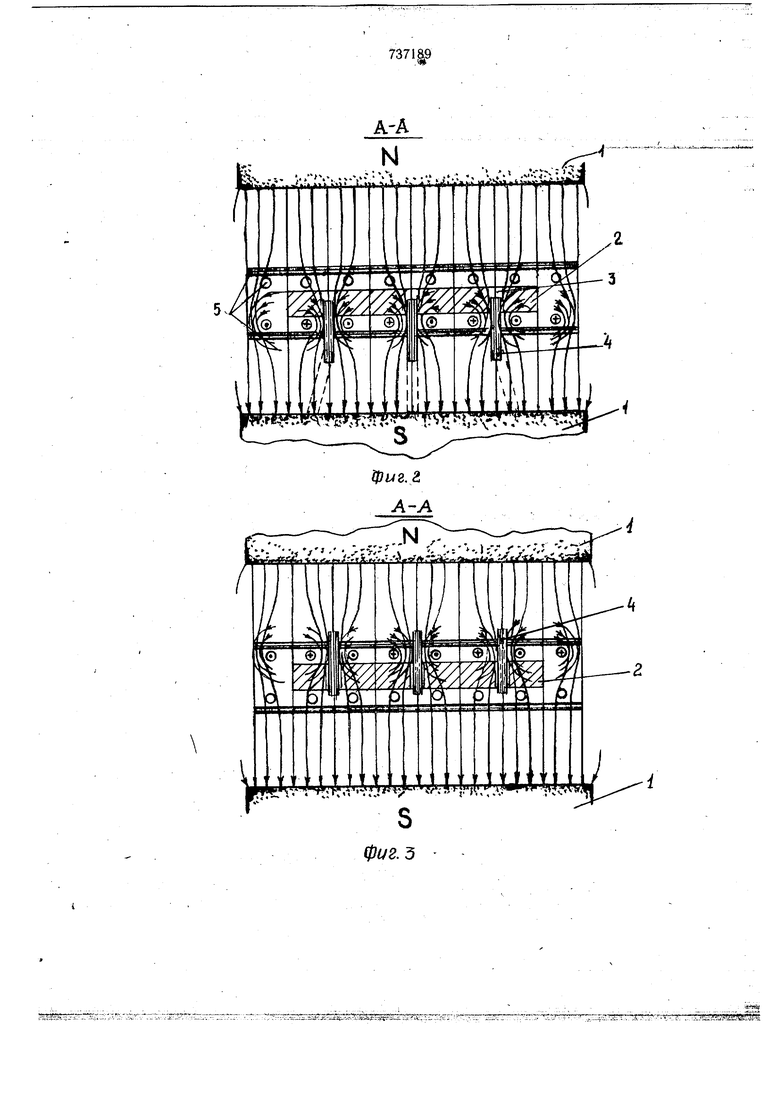
На фиг. 1 изображена схема устройства, реализующего предлагаемый способ; на J фиг. 2 - разрез А-А на фиг. 1, схема распределения магнитных потоков в зоне сборки при подаче тока в нижние проводники;Hia фиг. 3 - то же, при подаче тока в верхние проводники; на фиг. 4 - вид системы проводников с током; на фиг. 5 -
10 узел I на фиг. 4; на фиг. 6 - схема воздействия магнитостатических сил на сопрягаемую деталь при изменении амплитуды тока в противоположных проводниках ячейки; на фиг. 7 - график характера изменения величины магнитостатических сил, воздействующих на сопрягаемую деталь, в процессе сборки в каждой из ячеек; на фиг. 8 - схема устройства для осуществления crtocoda сборки при малых расстояниях между осями сопрягаемых деталей, исходное положение;
20 на фиг. 9 - то же, в момент работы устройства; на фиг. 10 - схема устройства для осущ,ествления способа сборки узлов, состоящих из ферромагнитных втулок, устанавливаемых на жестко закрепленные в базовой детали сопрягаемые стержневые детали из немагнитного материала. В локальное основное магнитное поле, образованное, например, постоянным магнитом 1 (условно показаны лишь полюсные наконечники) вносят и неподвижно устанавливают базовую деталь 2, выполненную в виде пластины из немагнитного материала. Деталь 2 имеет ряд отверстий 3, в которые в процессе сборки устанавливают ферромагнитные стержневые детали 4. Параллельно базовой детали 2 устанавливают, по крайней мере, одну систему проводников 5 (на фиг. 1 показаны две системы проводников 5, расположенные над и под деталью 2). Система образована проводниками 5, pactIOлoжeнными в, двух взаимно перпендикулярных направлениях, образуя ячейки 6. Систему проводников 5 устанавливают таким образом, чтобы сопрягаемые отверстия 3 детали 2 были расположены концентрично ячейкам 6. В случае использования проводников 5 с малым поперечным сечением их прикрепляют к диэлектрическому держателю (на чертежах не показан), обеспечивающему необходимую жесткость системы проводников 5 и ее фиксацию относительно базовой детали 2. Систему проводников 5 подключают к источнику постоянного тока таким образом, чтобы направление тока в любых двух смежных проводниках 5 было противоположным (фиг. 2 и 3). Пропуская ток через проводники 5, создают дополнительные магнитные поля (фиг. 2), направление которых в каждой .зоне сопряжения совпадает с направлением основного магнитного поля. Тем самым в зонах сопряжения создают градиент поля, направленный по оси сборки и воздействующий на каждую ферромагнитную стержневую деталь 4, затягивают ее в соответствующее отверстие 3 детали 2, На фиг. 2 пунктирными линиями показано исходное положение стержневых деталей 4 и сплошными линиями - их положение в процессе сборки. Это положение является устойчивым при показанном распределении поля. В том случае, когда необходимо, чтобы стержневые детали 4 вошли глубже в сопрягаемые отверстия, над деталью 2 располагают верхний слой проводников (фиг. 3). Ток в них подают одновременно с отключением тока в нижнем слое проводника. Если детали 4 подают на сборку над базовой деталью 2, то эффект их расстановки по осям и установки в отверстия 3 детали 2 достигается подобным же образом, но при меньших значениях индукции основного магнитного поля. Для улучшения процесса сборки устанавливают на нижней поверхности полюсного наконечника прокладки 7 из диэлектрического материала (фиг. 10). Эта прокладка уменьщает силу притяжения ферромагнитных стержней к полюсному наконечнику, способствуя усилению эффекта воздействия на стержневые детали 4 градиента основного магнитного поля. В начальный период сборки амплитуду тока в проводниках 5 поддерживают постоянной. Этим обеспечивают соосную установку деталей 4 относительно сопрягаемых отверстий 3. Для повышения эффективности установки деталей 4 в отверстия 3 деталям 4 дополнительно сообщают вибрационные движения в плоскости, перпендикулярной оси сборки. Вибрацию деталей 4 создают путем периодического изменения амплитуды тока в противоположных проводниках 5, образующих ячейку 6 (фиг. 4). На фиг. 4 иллюстрируется пример выполнения системы проводников с током, обеспечивающих возможность концентрации маг-. БИТНОГО потока в восьми ячейках.. В них .соответственно и устанавливают стержневые детали 4. Благодаря выбранному направлению тока в проводниковой системе достигается четкая концентрация дополнительных магнитных полей в тех ячейках, в которые необходимо вводить ферромагнитные детали 4. На фиг. 6 показана одна из ячеек, образованная четырьмя участками проводников, которые могут лежать друг над другом или на некотором удалении. Если величина тока во всех проводах одинакова, то при симметрии детали 4 последняя магнитостатическими силами устанавливается по центру ячейки. При условии изменения величины тока в проводниках, соответственно изменяется величина магнитостатических сил вдоль осей X и Y- , График, изображенный на фиг. 7, иллюстрирует характер изменения в процессе сборки магнитостатических сил Fx и F, воздействующих на деталь 4 в направлении осей х и у (см. фиг. 6). Величина магнитостатических сил, воздействующих на деталь, изменяется пропорционально изменению амплитуды тока в противоположных проводниках. Период времени Т I соответствует постоянной амплитуде тока в начальныйпериод сборки; начало периода Т 2 соответствует моменту вхождения детали 4 в отверстие 3. Благодаря возможности независимого изменения сил Fx и F по величине и направлению, обеспечивается выбор оптимального характера вибрационного движения сопрягаемой детали 4, что особенно важно при малых зазорах сопряжения. Посредством введения в основное магнитное поле системы проводников можно оперативно организовать в нужных участках сборки необходимый градиент поля как здоль оси сборки, так и в направлении, перпендикулярном к нему. Система проводников 5 для каждой ячейки выполнена из четырех отдельных проводНИКОВ, каждый из которых подключают к отдельному источнику тока. Способ сборки осуществляется следующим образом. Пример 1. Реализация предлагаемого способа при сборке штекерных разъемов, где требуется установка комплекта ферромагнитных стержней-контактов с учетом щахматного расположения отверстий 3 в немагнитном токопроводящем диске (фиг. 8 и 9). Характер расположения сопрягаемых отверстий 3 обусловливает выбор системы проводников 5. Удобным является их выполнение в виде двух: разъемных пересекающихся вилок, образующих в зоне сопряжения деталей ромбовидные ячейки 6. Систему проводников 5 подключают к источнику постоянного тока. Концентрация магнитного поля в зонах сопряжения, создаваемая благодаря образованию дополнительных магнитных потоков, приводит к затягиванию ферромагнитных деталей 4 в отверстия 3 базовой детали 2. На фиг. 8 и 9 условно не показан источник основного магнитного поля. Он может быть любым, в том числе, выполненным в виде соленоида. Проводники 5 могут быть прикреплены на диэлектрических или немагнитных токопроводящих вилкообразных держателях, каждому из которых можно придать движение в направлении стрелок, Показанных на фиг. 8. После осуществления процесса сопряжения деталей (фиг. 9), ток в проводниках отключают и проводниковую систему разводят в исходное положение, соответствующее фиг. 8. Пример 2. Установка ферромагнитных деталей типа втулок или колпачков на выступы или жестко закрепленные в базовой детали стержни, выполненные из немагнитного материала. Расположение проводников 5 осуществляется аналогично примеру 1. Как уже упоминалось для случая, когда ферромагнитные детали подаются на сборку снизу вверх, на поверхности полюсного наконечника располагают диэлектрическую пластину 7. Способ сборки узлов может быть реализован не только посредством постоянного внешнего магнитного поля в сочетании с постоянным по направлению током I (, Г 2, 14 и 14 в проводниках, но также и с помощью переменного магнитного тока, например тока промышленной частоты, в том случае, если ток в проводниках соответственно подключать к источнику переменного тока с той же частотой пита.ния. В момент изменения направления вектора индукции магнитного поля соответственно изменением направления тока обеспечивают изменение магнитного поля тока в проводниках 5, сохраняя условие концентрации результирующего магнитного поля в зонах сопряжения деталей, с одновременным вытеснением внешнего магнитного поля из зон, в которых не осуществляют сборку, т. е. реализуется характер распределения магнитного поля, изображенного на фиг. 2, 3 и 10. Таким образом, способ может быть реализован как посредством постоянного магнита, так и с помощью электромагнита, подключенного к источнику тока промышленной частоты. Благодаря тому, что внешнее магнитное поле в зоне сборки может быть в исходном- положении близко к однородному, а требуемое его распределение обеспечивается введением проводников с током, изменением количества проводников и их расположением легко оперативно варьировать распределением результирующего поля в соответствующих зонах сборки. Это обеспечивает универсальность устройств сборки. При услови:й, что узлы приборов и машин состоят из деталей, изготовленных из материалов, имеюЩйх фёрромагнитные свойства (сталь, никель, кобальт), и из материалов немагнитных, токопроводящих (алюминий, латунь, бронза, медь и т. п.), способ применим для автоматизации сборки сравнительно щйрокой номенклатуры изделий. Формула изобретения 1. Способ сборки узлов, состоящих из ферромагнитных и немагнитных токопроводящих деталей путем создания локального основного магнитного поля, направленного вдоль осей сборки, и расположения в нем деталей, отличающийся тем, что, с целью расширения технологических возможностей, путем введения системы проводников с током в основное магнитное поле создают дополнительные магнитные поля, концентрируют их вдоль осей сборки и вытесняют ими основное магнитное поле, при этом градиент каждого дополнительного магнитного поля совпадает с направлением сборки. 2.Способ по п. 1, отличающийся тем, что направление тока в смежных проводниках выбирают противоположным. 3.Способ по пп. 1 и 2, отличающийся тем, что проводники размешают относительно собираемых деталей таким образом, чтобы дополнительные магнитные поля располагались по поверхностям сопряжения. 4.Способ по пп. 1-3, отличающийся, тем, что токи в проводниках периодически изменяют tio амплитуде. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 413724, кл. В 23 Р 19/04, 1972.
djus. r
фиг.э
i:,7;j ; ii er;-; Srm
фигЛ
X
G.
гг
фиг. б
