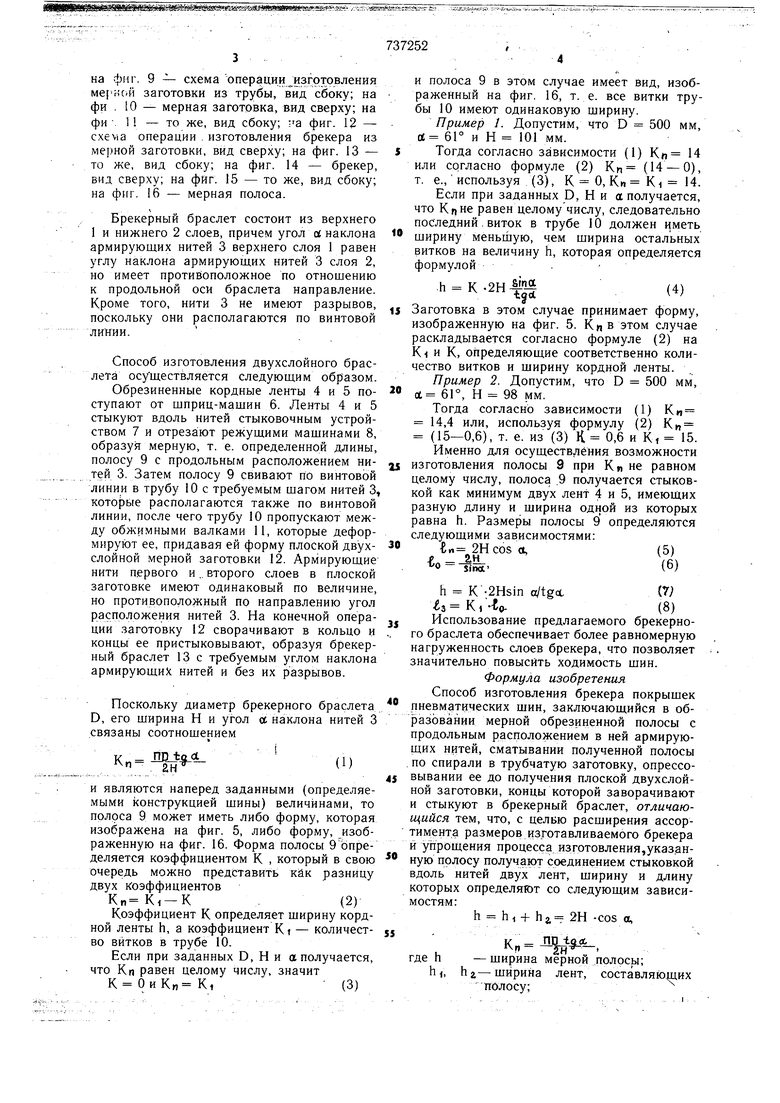
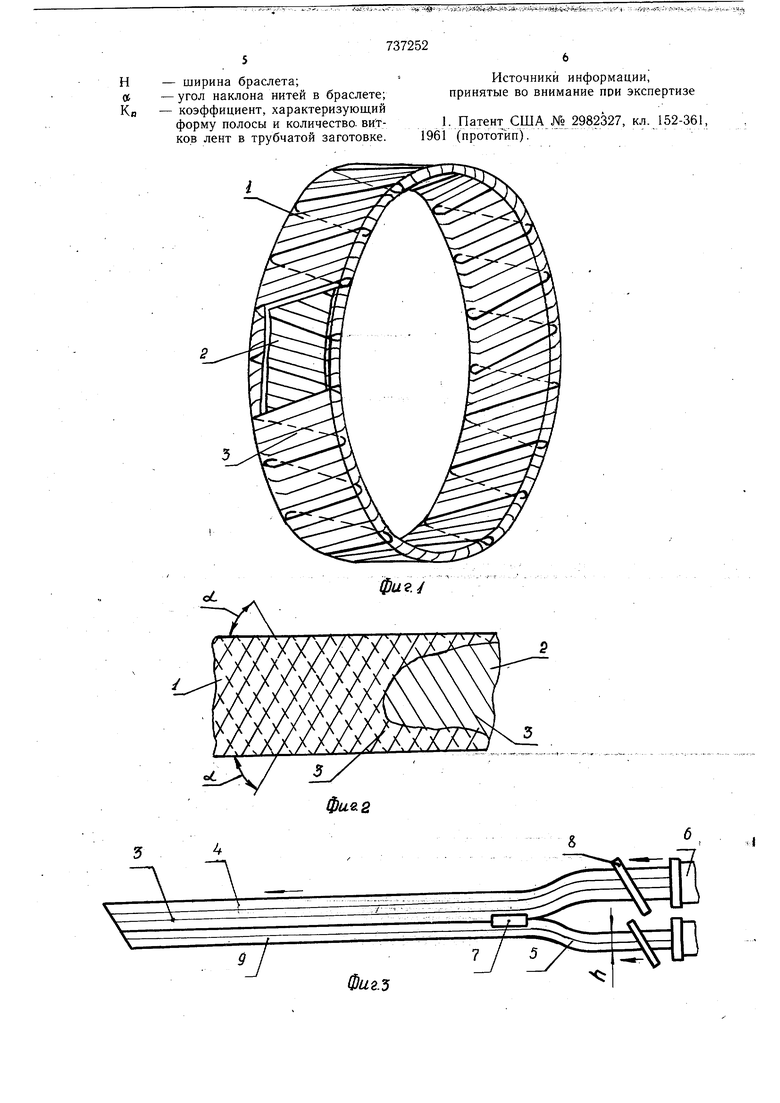
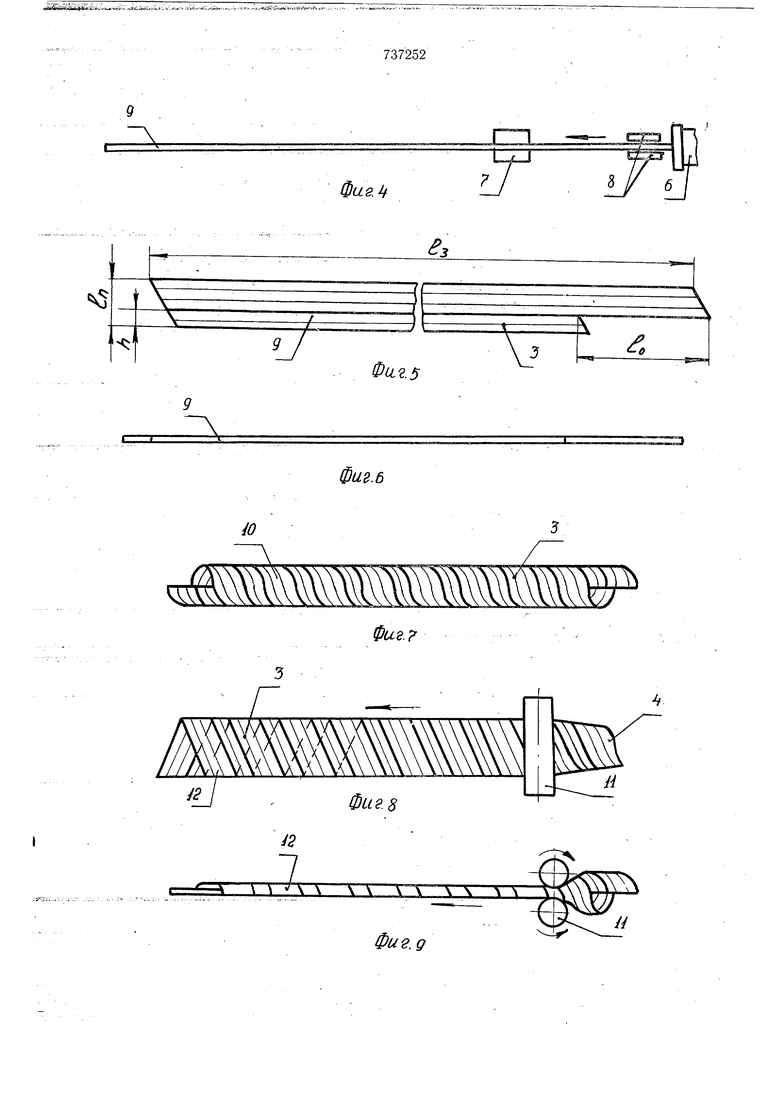
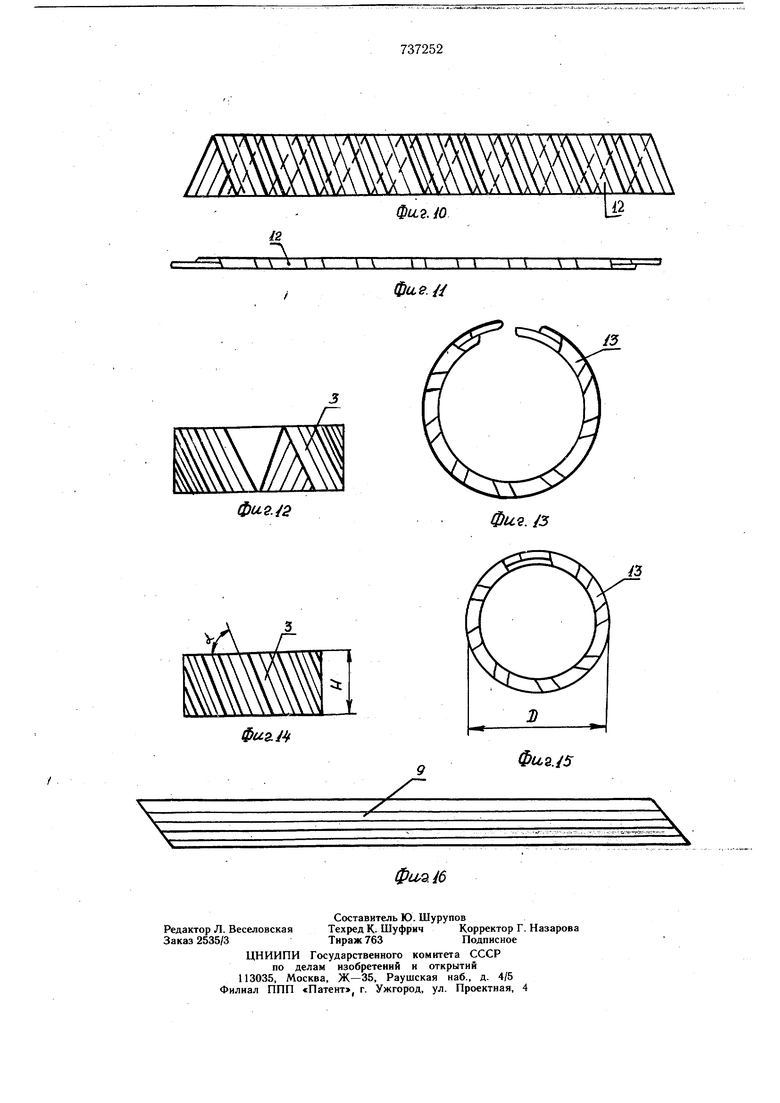
(54) СПОСОБ ИЗГОТОВЛЕНИЯ БРЕКЕРА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН Изобретение относится к производству пневматических шин и, в частности к способу изготовления брекера. Известен способ изготовления брекера покрышек пневматических шин, заключающийся в образовании мерной обрезиненной полосы с продольным расположением в ней армирующих нитей, сматывании полученной полосы по спирали в трубчатую заготовку, концы которой заворачивают и стыкуют в брекерный браслет 1. Недостатком указанного способа является то, что он не обеспечивает изготовление брекера покрышек любых размеров, т. е. не позволяет собирать брекерные браслеты в широком диапазоне по ширине, диаметру и т. д. Цель изобретения - расширение ассортимента размеров изготавливаемого брекера и упрощение процесса изготовления. Указанная цель достигается тем, что указанную полосу получают соединением стыковкой вдоль нитей двух лент, ширину и длину которых определяют по следующим зависимостям: h h I + hjx2H -cos о, К„ -ПМол где h - ширина мерной полосы; hi, ha-ширина лент, составляюших полосу; Н - ширина браслета; л - угол наклона нитей в браслете; К„ - коэффициент, характеризующий форму полосы и количество витков лент в трубчатой заготовке. На фиг. 1 изображена конструкция брекера; на фиг. 2 - схема расположения армирующих нитей, в первом и втором слое брекерного браслета; на фиг. 3 - схема операции изготовления мерной полосы, вид сверху; на фиг. 4 - схема операций изготовления мерной полосы, вид сбоку; на фиг. 5 - мерная полоса, вид сверху; на фиг. 6 - мерная полоса, вид сбоку; на фиг. 7 - труба, свернутая из мерной полосы; на фиг. 8 - схема операции изготовления мерной заготовки из трубы, вид сверху; на фиг. 9 схема операции изготовления ме{нс й заготовки из трубы, вид сбоку; на фи . 10 - мерная заготовка, вид сверху; на фи 1 - то же, вид сбоку; Ia фиг. 12 - схема операции , изготовления брекера из мерной заготовки, вид сверху; на фиг. 13 - то же, вид сбоку; на фиг. 14 - брекер, вид сверху; на фиг. 15 - то же, вид сбоку; на фиг. 16 - мерная полоса. Брекерный браслет состоит из верхнего I и нижнего 2 слоев, причем угол а наклона армирующих нитей 3 верхнего слоя 1 равен углу наклона армирующих нитей 3 слоя 2, но имеет противоположное по отношению к продольной оси браслета направление. Кроме того, нити 3 не имеют разрывов, поскольку они располагаются по винтовой линии. Способ изготовления двухслойного браслета осуществляется следующим образом. Обрезиненные кордные ленты 4 и 5 поступают от шприц-мащин 6. Ленты 4 и 5 стыкуют вдоль нитей стыковочным устройством 7 и отрезают режущими мащинами 8, образуя мерную, т. е. определенной длины, полосу 9 с продольным расположением нитей 3. Затем полосу 9 свивают по винтовой линии в трубу 10 с требуемым щагом нитей 3, которые располагаются также по винтовой линии, после чего трубу 10 пропускают между обжимными валками 11, которые деформируют ее, придавая ей форму плоской двухслойной мерной заготовки 12. Армирующие нити первого и,. второго слоев в плоской заготовке имеют одинаковый по величине, но противоположный по направлению угол расположения нитей 3. На конечной операции заготовку 12 сворачивают в кольцо и концы ее пристыковывают, образуя брекерный браслет 13 с требуемым углом наклона армирующих нитей и без их разрьгвов. Поскольку диаметр брекерного браслета D, его щирина Н и угол ос наклона нитей 3 связаны соотнощением I/ ЛЛ t п- и являются наперед заданными (определяемыми конструкцией щины) величинами, то полоса 9 может иметь либо форму, которая изображена на фиг. 5, либо форму, изображенную на фиг. 16. Форма полосы 9 определяется коэффициентом К , который в свою очередь можно представить кик разницу двух Коэффициентов .(2) Коэффициент К определяет ширину кордной ленты h, а коэффициент К t - количество витков в трубе 10. Если при заданных D, Н и а получается, что Кп равен целому числу, значит К ОиКг, К,(3)
737252 и полоса 9 в этом случае имеет вид, изображенный на фиг. 16, т. е. все витки трубы 10 имеют одинаковую щирину. Пример 1. Допустим, что D 500 мм, ос 61° и Н 101 мм. Тогда согласно зависимости (1) Кл 14 или согласно формуле (2) Кп (14 - 0), т. е.,используя (3), К О, К Ki 14. Если при заданных D, Н и а получается, что Кпне равен целому числу, следовательно последний. виток в трубе 10 должен щирину меньшую, чем щирина остальных витков на величину h, которая определяется формулой. h « 9Н 8 .h- К-2Н Заготовка в этом случае принимает форму, изображенную на фиг. 5. Кп в этом случае раскладывается согласно формуле (2) на К и К, определяющие соответственно количество витков и ширину кордной ленты. Пример 2. Допустим, что D 500 мм, ct 6Г, Н 98 мм. Тогда согласно зависимости (1) Ки 14,4 или, используя формулу (2) Кп (15-0,6), т. е. из (3) К 0,6 и Ki 15. Именно для осуществления возможности изготовления полосы 9 при Кп не равном целому числу, полоса .9 получается стыковкой как минимум двух лент 4 и 5, имеющих разную длину и ширина одной из которых равна h. Размеры полосы 9 определяются следующими зависимостями: t«,2Hcostt,(5) О«inrt h K-2Hsin o/tgctW ,-ta.(8) Использование предлагаемого брекерного браслета обеспечивает более равномерную нагруженность слоев брекера, что позволяет значительно повысить ходимость щин. Формула изобретения Способ изготовления брекера покрышек пневматических шин, заключающийся в образовании мерной обрезиненной полосы с продольным расположением в ней армирующих нитей, сматывании полученной полосы по спирали в трубчатую заготовку, опрессовывании ее до получения плоской двухслойной заготовки, концы которой заворачивают и стыкуют в брекерный браслет, отличающийся тем, что, с целью расширения ассортимента размеров изготавливаемого брекера и упрощения процесса изготовления,указанную полосу получают соединением стыковкой вдоль нитей двух лент, щирину и длину которых определяют со следующим зависимостям:h , 2H -cos о, Кг, , где h - щирина мерной полоськ h, ha-щирина лент, составлякэших полосу;
- ширина браслета;
- угол наклона нитей в браслете;
- коэффициент, характеризующий форму полосы и количество, витков лент в трубчатой заготовке.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 2982327, кл. 152-361, 1961 (прототип).
фи&г
фи9.
737252
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2123427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2839445C1 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793769C2 |
Фае. it
и
фиг.6
Фи.г5
Ш
AW
J
фа.
/
А 1
Фие.д
фид.З
/5
Фиу. /5
А
f.HVMvjL« p4l
фиг.
Фи.45
