(54) УСТРОЙСТВО ДЛЯ УКЛАДКИ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ В ПАЧКУ НА ШВЕЙНОМ ОБОРУДОВАНИИ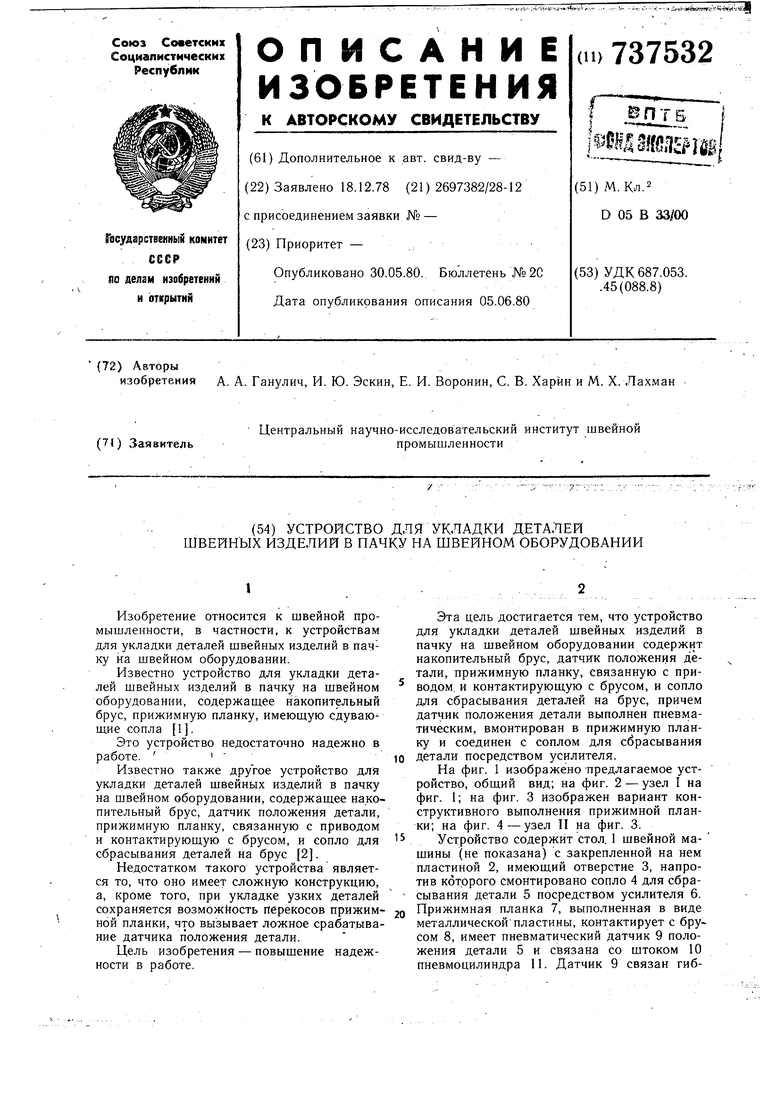
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки деталей на швейной машине | 1978 |
|
SU745998A1 |
| Устройство для фальцевания краев деталей швейных изделий | 1985 |
|
SU1273046A2 |
| Швейный полуавтомат | 1985 |
|
SU1341294A1 |
| Швейный полуавтомат | 1976 |
|
SU672250A1 |
| Устройство для загибания краев деталей швейных изделий | 1981 |
|
SU955896A2 |
| Держатель обрабатываемых деталей на швейной машине | 1979 |
|
SU773169A1 |
| Способ растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины и устройство для его осуществления | 1988 |
|
SU1634130A3 |
| Приспособление для сборки в стопу деталей на швейном полуавтомате | 1981 |
|
SU985177A1 |
| Швейный полуавтомат для изготовления ложного канта на деталях одежды | 1980 |
|
SU992626A1 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
Изобретение относится к швейной промышленности, в частности, к устройствам для укладки деталей швейных изделий в пачку на швейном оборудовании.
Известно устройство для укладки деталей швейных изделий в пачку на швейном оборудовании, содержаш,ее накопительный брус, прижимную планку, имеющую сдуваюш,ие сопла 1.
Это устройство недостаточно надежно в работе. I
Известно также другое устройство для укладки деталей швейных изделий в пачку на швейном оборудовании, содержаш,ее накопительный брус, датчик положения детали, прижимную планку, связанную с приводом и контактирующую с брусом, и сопло для сбрасывания деталей на брус 2.
Недостатком такого устройства является то, что оно имеет сложную конструкцию, а, кроме того, при укладке узких деталей сохраняется возможйость перекосов прижимной планки, что вызывает ложное срабатывание датчика положения детали.
Цель изобретения - повыщение надежности в работе.
Эта цель достигается тем, что устройство для укладки деталей швейных изделий в пачку на швейном оборудовании содержит накопительный брус, датчик положения детали, прижимную планку, связанную с приводом, и контактирующую с брусом, и сопло для сбрасывания деталей на брус, причем датчик положения детали выполнен пневматическим, вмонтирован в прижимную планку и соединен с соплом для сбрасывания
10 детали посредством усилителя.
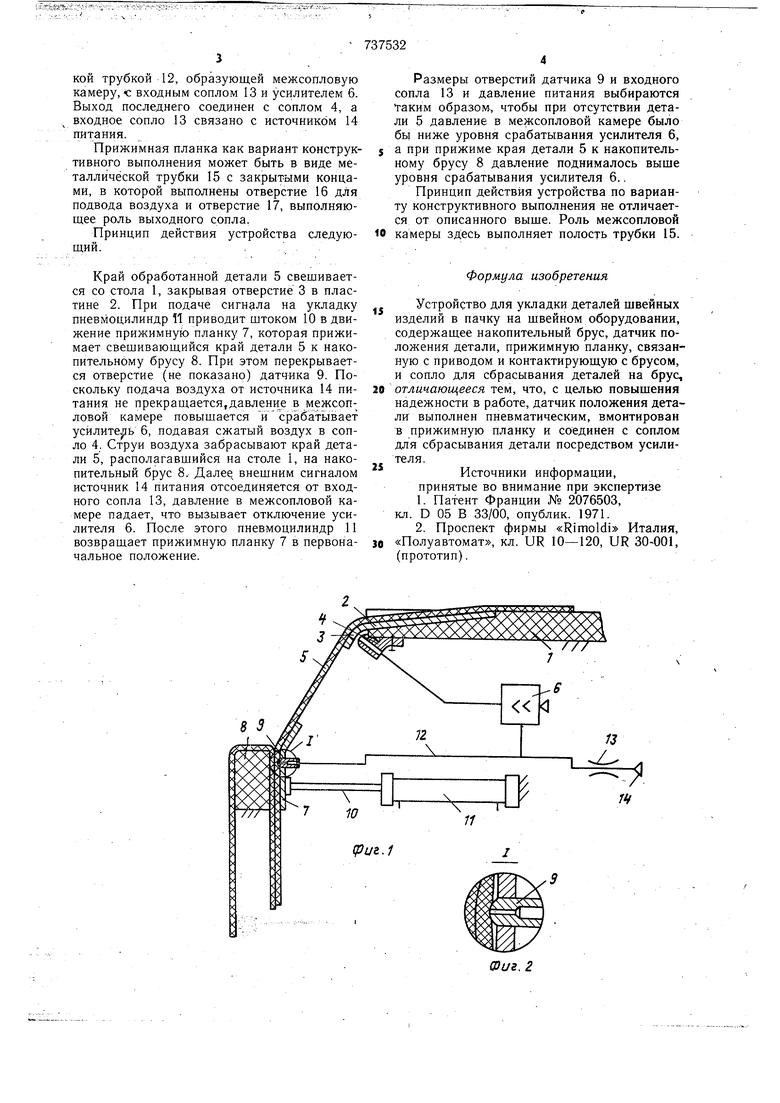
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 изображен вариант конструктивного выполнения прижимной планки; на фиг. 4 - узел II на фиг. 3.
15 Устройство содержит стол. 1 швейной машины (не показана) с закрепленной на нем пластиной 2, имеющий отверстие 3, напротив которого смонтировано сопло 4 для сбра- сывания детали 5 посредством усилителя 6.
20 Прижимная планка 7, выполненная в виде металлическойпластины, контактирует с брусом 8, имеет пневматический датчик 9 положения детали 5 и связана со штоком 10 пневмоцилиндра 11. Датчик 9 связан гибкой трубкой 12, образующей межсопловую камеру,« входным соплом 13 и усилителем 6. Выход последнего соединен с соплом 4, а входное сопло 13 связано с источником 14 питания. Прижимная планка как вариант конструктивного выполнения может быть в виде металлической трубки 15 с закрытыми концами, в которой выполнены отверстие 16 для подвода воздуха и отверстие 17, выполняющее роль выходного сопла. Принцип действия устройства следующий. Край обработанной детали 5 свещивается со стола 1, закрывая отверстие 3 в пластине 2. При подаче сигнала на укладку пневмоцилиндр П приводит щтоком 10 в движение прижимную планку 7, которая прижимает свещивающийся край детали 5 к накопительному брусу 8. При этом перекрывается отверстие (не показано) датчика 9. Поскольку подача воздуха от источника 14 питания не прекращается,давление в межсоп; ловой камере повышается и сраёатьшает усилите 1Ь б, подавая сжатый воздух в сопло 4. Струи воздуха забрасывают край детали 5, располагавщийся на столе 1, на накопительный брус 8. Далее внешним сигналом источник 14 питания отсоединяется от входного сопла 13, давление в межсопловой камере падает, что вызывает отключение усилителя 6. После этого пневмоцилиндр 11 возвращает прижимную планку 7 в первоначальное положение. Размеры отверстий датчика 9 и входного сопла 13 и давление питания выбираются Таким образом, чтобы при отсутствии детали 5 давление в межсопловой камере было бы ниже уровня срабатывания усилителя б, а при прижиме края детали 5 к накопительному брусу 8 давление поднималось выше уровня срабатывания усилителя 6.. Принцип действия устройства по варианту конструктивного выполнения не отличается от описанного выше. Роль межсопловой камеры здесь выполняет полость трубки 15. Формула изобретения Устройство для укладки деталей швейных изделий в пачку на щвейном оборудовании, содержащее накопительный брус, датчик положения детали, прижимную планку, связанную с приводом и контактирующую с брусом, и сопло для сбрасывания деталей на брус, отличающееся тем, что, с целью повышения надежности в работе, датчик положения детали выполнен пневматическим, вмонтирован в прижимную планку и соединен с соплом для сбрасывания детали посредством усилителя. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2076503, кл. D 05 В 33/00, опублик. 1971. 2.Проспект фирмы «Rimoldi Италия, «Полуавтомат, кл. UR 10-120, UR 30-001, (прототип).
77
Фиг,3
