(54) ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ ДЕТАЛЕЙ
1
Изобретение относится к швейной промышленности, в частности к оборудованию для укладки мелких, плоских и малоупругих швейных деталей с в пачку после обработки.
Известно приспособление для сборки деталей на швейной магиине, состоящее из пневмолотка, бункера и подвижной подпружиненной платформы, JQ установленной в бункере.
Недостатком известного приспособления является то, что при перемещении деталей в бункер на подвижную платформу ОКИ касаются деталей, 15 уложенных на платформу. При этом правильность укладки деталей зависит от коэффициента трения материала деталей. Кроме того, оно не имеет никаких направляющих устройств для 20 детали, что требует ориентации ее со стороны работающего, а также устанавливается жестко по отношению к рабочим органам машины, что не позволяет менять технологию обра- 25 ботки и размеры деталей.
Цель изобретения - расширение технологических возможностей при.способления для сборки деталей на швейной магиине.30 НА ШВЕЙНОЙ МАШИНЕ
Эта цель достигается тем, что приспособление имеет направляющую пластину с соплами и центральной прорезью для ориентации детали относительно платформы, расположенную над буккером в одной плоскости с пневмолотком, расположенную над пластиной приводную штангу с соплом для подачи детали в прорезь пластиньа и расплавлением ее на платформе, и регулируемые по ширине детали направляющие планки для ориентации детали относительно центральной прорези пластины, расположенные на пневмолотке и направляющей пластине, а бункер шарнирно смонтирован :На станине швейной машины и имеет фиксатор.
/
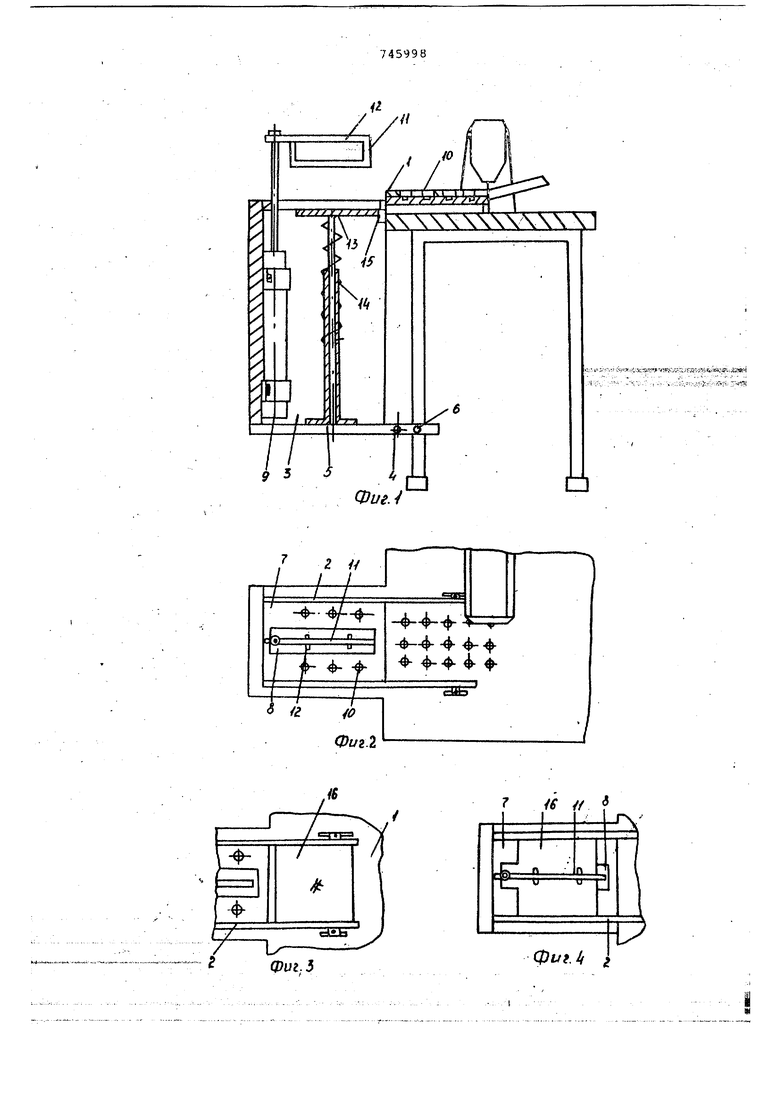
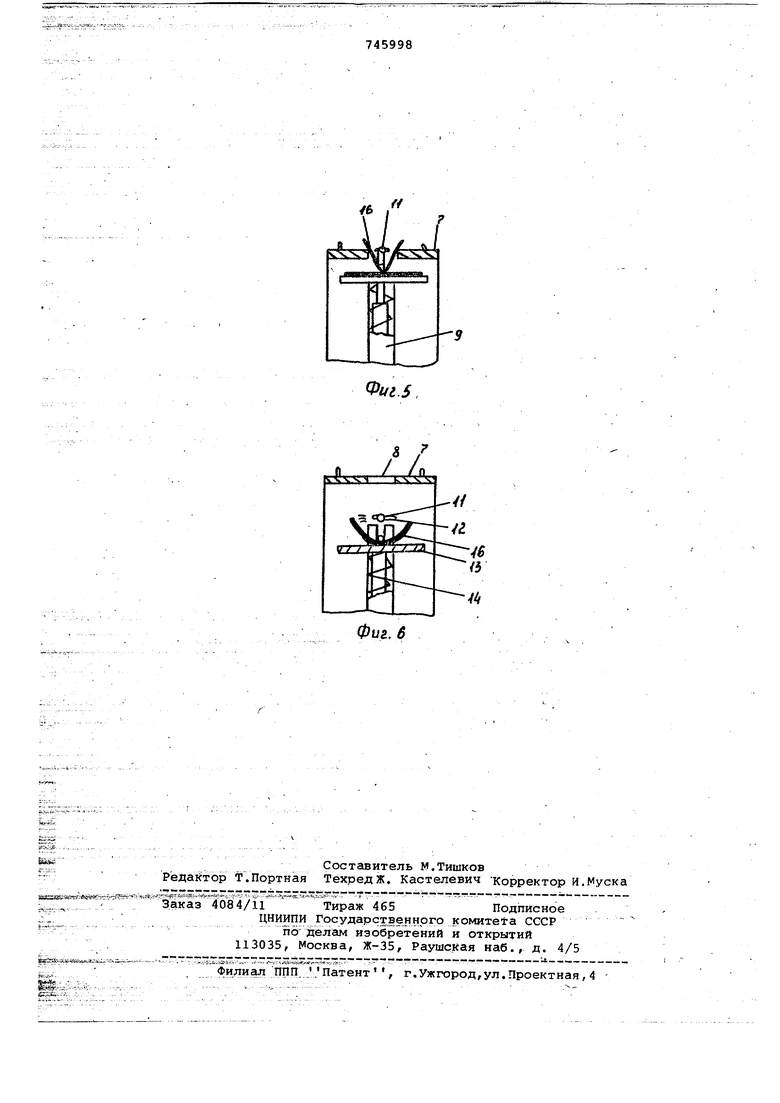
На фиг. 1 изображено приспособление, смонтированное йа столе швейной машины,вид сбоку; на фиг,2 - приспособление, вид сверху на фиг.З - деталь на пневмолотке приспособления в исходном положении;на фиг.4 - то же, после перемещения струями воздуха на плоскость направляющей пластины; на фиг. 5 - момент провода детали через прорезь направляющей пластины на фиг. б - MoNieHT расправления летали струями воздуха па подпружиненной платформе бункера.
Приспособление состоит из пневмолотка 1, устанозленного на крышке стола шв ейной машины, регулируемых направляющих планок 2, смонтированных на пневмолотке I, бункера 3, закрепленного на станине стола швейной машины шарнирно посредством оси 4, кронштейнов 5 и направляющих б, направляющей пластины 7, имеюшей центральную прорезь 8 и установленной над бункером 3, пневмоцилиндра 9 транспортирующих сопел 10, вмонтированных в пневмолоток 1, и направляющую пластину 7, приводной штанги 11, закрепленной на штоке пневмоцилинцра 9, расправляющихсопел 12, установленных яа приводной штанге 11 выше нижнего ее края) приемной платформы 13, размещенной внутри бункера 3, пружины 14 и фиксатора 15
Принцип действия приспособления следующий..
Деталь 16 после обработки на швейной машине попадает на пневмолоток 1 и с помощью струй воздуха, выходящих из транспортирующих сопел 10, перемещается по пневмолотку (фиг, 3) . При этом деталь перемещается в ориентированном состоянии, так как направляющие 2 ограничивают как боковые смещения детали, так и повороты. В конце перемещения деталь 16 попадает на направляющую пластину 7, Причем в момент перемещения по пластине 7 деталь 16 не соприкасается с поверхностью пластины из-за наличия струй воздуха, выходящих из сопел10, вмонтированных в пластину. Тем самым исключается всякая возможность деформации детали. Попав на направляющую пластину 7, деталь останавливается таким образом, что прорезь 8, имеющаяся в пластине 7, оказывается примерно на одинаковом расстоянии от краев детали и под ней, а приводная штанга 11, находящаяся над отверстием, оказывается над деталью (фиг. 4). Далее с помощью пневмоцилиндра 9 начинаетопускаться приводная Штанга 11, которая продавливает деталь 16 и проводит ее в перегнутом состоянии через прорезь в направляющей плад йне 7 (фиг. 5) .При этомштанга 11 прижимает деталь 16 к приемной платформе 13, которая под воздействием штанги опускается, сжимая пружину 14, После прохода детали 16 через прорезь в направляющей пластине 7 .Струи воздуха, выходящие из сопел 12,
расправляют деталь 16 (фиг. 6). Таким образом деталь 16 оказывается наверху пачки деталей, уложенных на приемную платформу ранее. После расправления детали проводящая штанга пневмоцилиндром 9 поднимается в исходное положение , а платформа 13с пачкой деталей под действием пружины 14 подни- . мается и прижимает пачку деталей к нижней поверхности направляющей пластины 7, чем. осуществляется фиксация деталей впачке. По окончании обработки пачки деталей оператор вручную опускает приемную платформу и вынимает пачку.
При переходе на обработку деталей
5 других габаритов или обрабатываег шх по другой технологии, например строчка прокладывается не по краю деталей, а в середине, в приспособлении устанавливаются соответствующим образом
0 направляющие 2, а бункер 3 вместе с осью 4 и кронштейнами 5 перемещается по направляющим 6 и устанавливается соответствующим образом относительно иглы швейной машины.
Формула изобретения
Приспособле.ние дл сборки деталей на швейной машине, содержащее пер- форированный пневмолоток, установленный на столе швейной машины, и бункер, расположенный пбд лотком и имеющий смонтированную в нем подпружиненную
платформу для деталей, отличающееся тем, что, с целью расширения технологических возможностей,. оно имеет направляющую пластину с соплами и центральной прорезью для ориентации детали относительно платформы, расположенную над бункером в одной плоскости с пневмолотком, расположенную над пластиной приводную штангу с соплом для подачи детали в прорезь пластины и расправлением ее н.а платформе, и регулируемые по ширине направляющие планки для ориентации детали относительно центральной прорези пластины, расположенные н,а пневмолотке и направляющей пластине, а бункер шарнирно смонтирован на станине швейной машины и имеет фиксатор.
Источники информации, принятые во внимание; при экспертизе 1, Каталог фирмы Джуки. Выставочный зал фирмы Токио дзюки, 1970.
иг.5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ растягивания и складывания симметричной детали швейных изделий из мягкого куска ткани для подачи его в рабочую зону швейной машины и устройство для его осуществления | 1988 |
|
SU1634130A3 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
| Способ и приспособление для соединения гибких плоских материалов | 1981 |
|
SU1112076A1 |
| Устройство для укладки деталей швейных изделий в пачку на швейном оборудовании | 1978 |
|
SU737532A1 |
| Приспособление для подгибки края детали на швейной машине | 1976 |
|
SU614139A1 |
| Устройство для уборки семян | 1984 |
|
SU1232169A1 |
| Приспособление для стачивания деталей из меха на скорняжной швейной машине | 1983 |
|
SU1134639A1 |
| Устройство для автоматического слежения направления и совмещения срезов соединяемых деталей швейных изделий | 1976 |
|
SU918224A1 |
| Устройство для контроля работы отделителя детали от пачки | 1987 |
|
SU1468835A1 |
| Способ сборки деталей | 1987 |
|
SU1523296A1 |