1
Изобретение относится к области текстильной промышленности и касается производства фильтров, в частности производства хлопчатобумажных ватных фильтров для молока.
Известна поточная линия для производства фильтров, содержащая устройства для раскатки полотна, его продольной резки, устройство для профильной резки настила, выходной транспортер, стол, компенсатор и привод.
В известной поточной линии применяется ручной труд, что снижает производительность.
В предлагаемой поточной линии для создания непрерывности процесса, способствующего повышению производительности, включено устройство для формирования настила, состоящее из транспортера и валиков, расположенных над ним под углом 45° к его продольной оси, причем это устройство расположено за устройством для продольной резки полотна и кинематически связано с устройством для раскатки полотна, а устройство для профильной резки состоит из нескольких последовательно установленных механизмов резки и накопителей, причем каждый механизм резки содержит нож, закрепленный в режущей головке, связанной с приводом, с возможностью возвратно-поступательного и вращательного движений, и концентрично расположенные кольцеобразные прижимы, а накопитель состоит из желоба и расположенной под ним платформы с фиксатором для формирования пачки фильтров, установленных с возможностью возвратно-поступательного перемещения посредством кривошипно-шатунного механизма, компенсатор расположен перед устройством для профильной резки, а выходной транспортер имеет захват и расположен над столом.
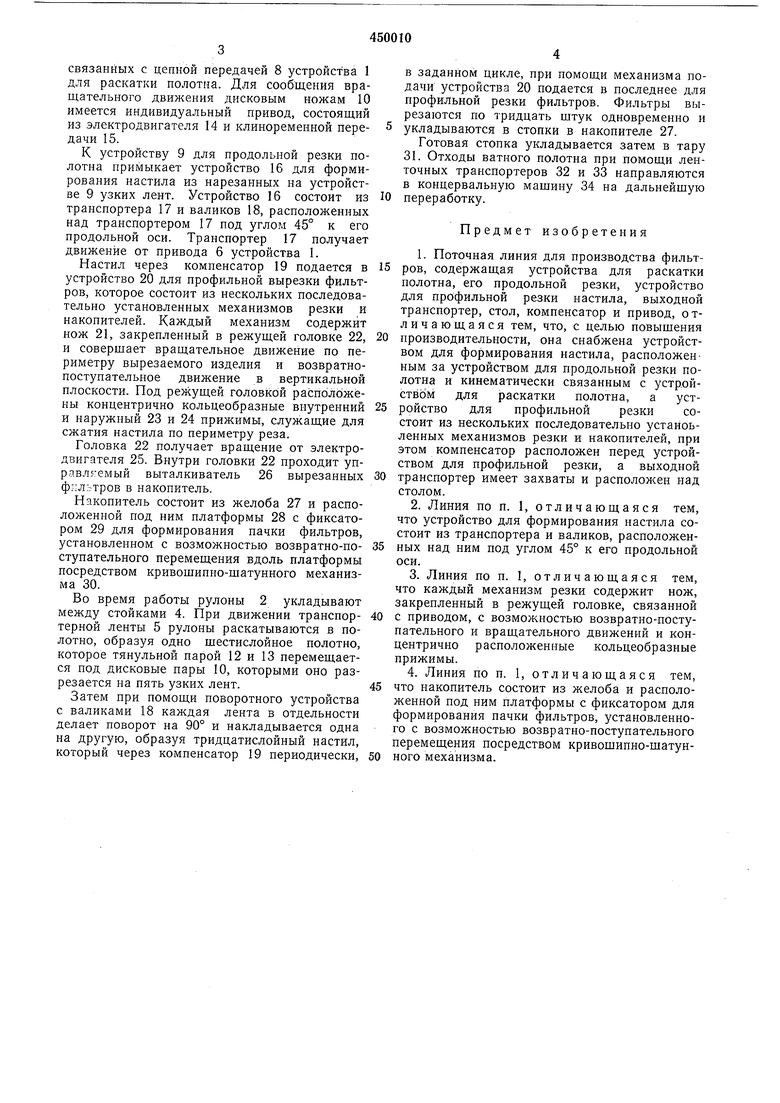
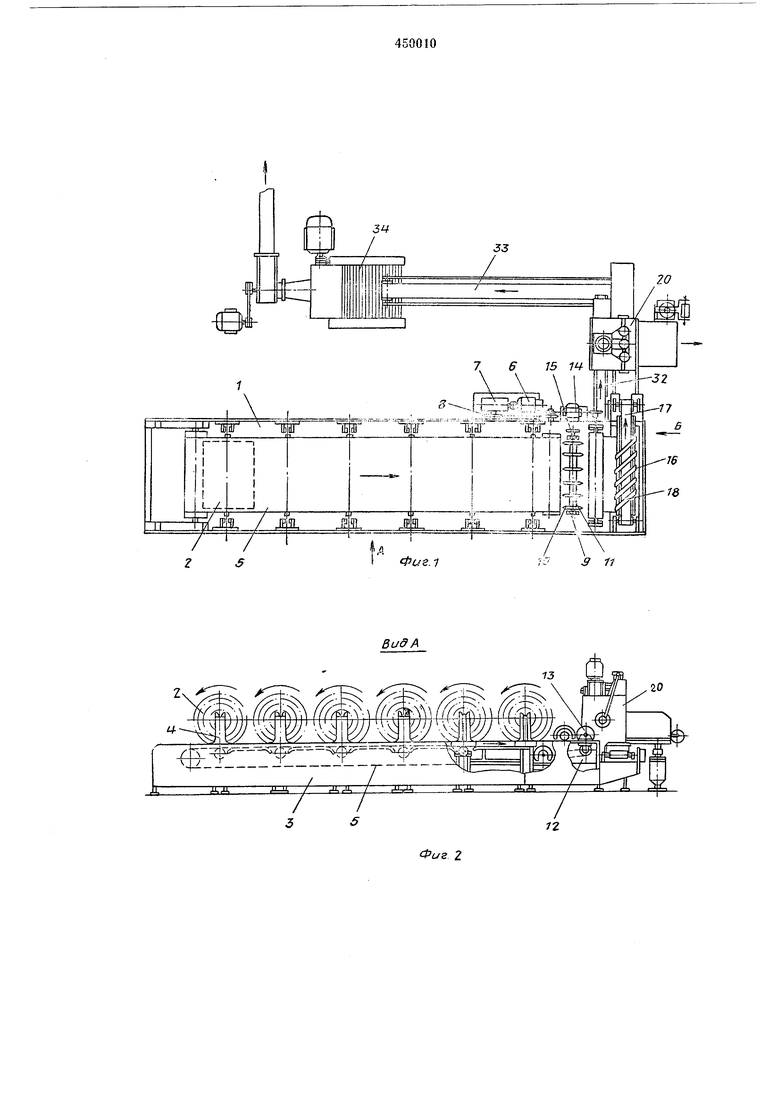
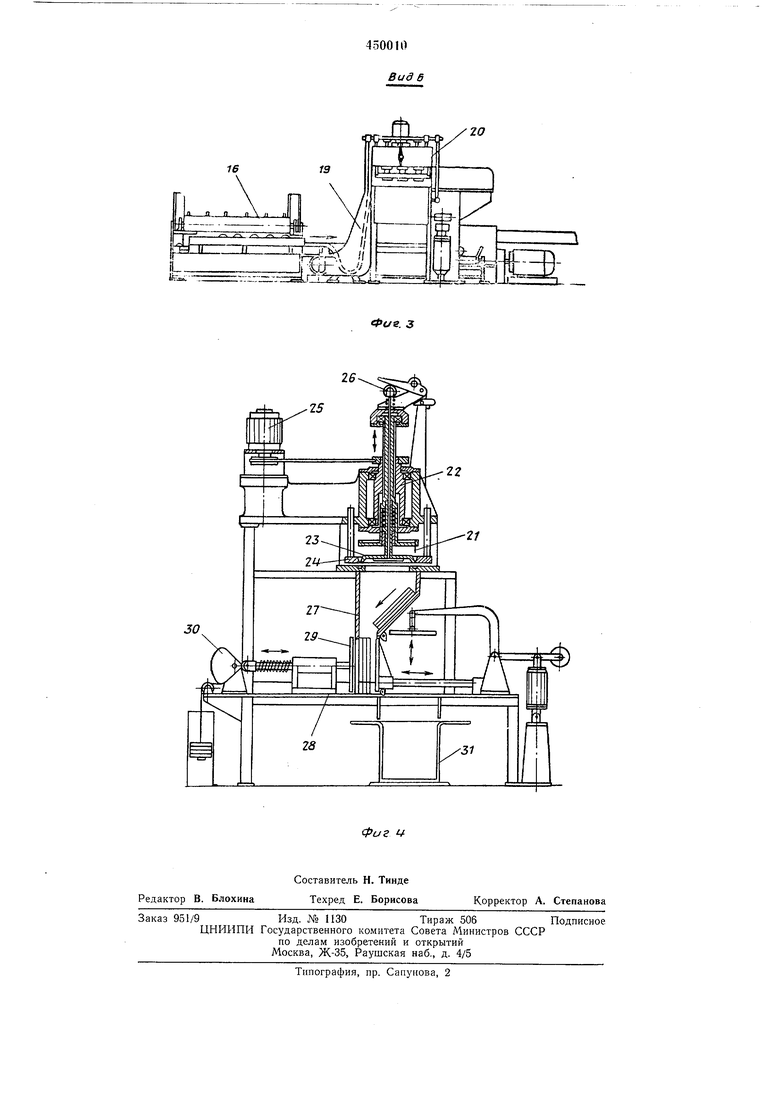
На фиг. 1 изображена предлагаемая поточная линия, вид сверху; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, вид по стрелке Б на фиг. 1; на фиг. 4 - механизм резки и накопитель фильтров.
Поточная линия содержит устройство 1 для раскатки рулонов 2 ватного полотна, состоящее из укрепленных на станине 3 шести пар вертикальных стоек 4, в которые устанавливают цапфы товарных валиков с рулонами, причем раскатывающий рулоны в полотно орган выполнен в виде транспортерной ленты 5, приводимой в движение от электродвигателя 6 и редуктора 7 с цепной передачей 8.
Непосредственно за устройством для раскатки рулонов полотна расположено (по ходу движения) устройство 9 для продольной резки полотна на узкие ленты, снабженное дисковыми ножами 10, смонтированными на общем валу 11, и тянульной парой, состоящей из пилиндра 12 и прижимного валика 13,
связанных с цепной передачей 8 устройства 1 для раскатки полотна. Для сообщения вращательного движения дисковым ножам 10 имеется индивидуальный привод, состоящий из электродвигателя 14 и клиноременной передачи 15.
К устройству 9 для продольной резки иолотна нри1мыкает устройство 16 для формирования настила из нарезанных на устройстве 9 узких лент. Устройство 16 состоит из транспортера 17 и валиков 18, расположенных над транспортером 17 под углом 45° к его продольной оси. Транспортер 17 получает движение от привода 6 устройства 1.
Настил через компенсатор 19 подается в устройство 20 для профильной вырезки фильтров, которое состоит из нескольких последовательно установленных механизмов резки и накопителей. Каждый механизм содержит нож 21, закрепленный в режущей головке 22, и совершает вращательное движение по периметру вырезаемого изделия и возвратнопоступательное движение в вертикальной плоскости. Под режущей головкой расположёны концентрично кольцеобразные внутренний и наружный 23 и 24 прижимы, служащие для сжатия настила по периметру реза.
Головка 22 получает вращение от электродвигателя 25. Внутри головки 22 проходит управл5-емый выталкиватель 26 вырезанных фильтров в накопитель.
Накопитель состоит из желоба 27 и расположенной под ним платформы 28 с фиксатором 29 для формирования пачки фильтров, установленном с возможностью возвратно-поступательного перемещения вдоль платформы посредством кривошипно-шатунного механизма 30.
Во время работы рулоны 2 укладывают между стойками 4. При движении транспортерной ленты 5 рулоны раскатываются в полотно, образуя одно щестислойное полотно, которое тянульной парой 12 и 13 перемещается под дисковые пары 10, которыми оно разрезается на пять узких лент.
Затем при помощи поворотного устройства с валиками 18 каждая лента в отдельности делает поворот на 90° и накладывается одна на другую, образуя тридцатислойный настил, который через компенсатор 19 периодически,
в заданном цикле, при помощи механизма подачи устройства 20 подается в последнее для профильной резки фильтров. Фильтры вырезаются по тридцать штук одновременно и укладываются в стопки в накопителе 27.
Готовая стопка укладывается затем в тару 31. Отходы ватного полотна при помощи ленточных транспортеров 32 и 33 направляются в концервальную машину 34 на дальнейшую переработку.
Предмет изобретения
1. Поточная линия для производства фильтров, содержащая устройства для раскатки полотна, его продольной резки, устройство для профильной резки настила, выходной транспортер, стол, компенсатор и привод, отличающаяся тем, что, с целью повышения производительности, она снабжена устройством для формирования настила, расположенным за устройством для продольной резки полотна и кинематически связанным с устройством для раскатки полотна, а устройство для профильной резки состоит из нескольких последовательно установленных механизмов резки и накопителей, при этом компенсатор расположен перед устройством для профильной резки, а выходной транспортер имеет захваты и расположен над столом.
2.Линия по п. 1, отличающаяся тем, что устройство для формирования настила состоит из транспортера и валиков, расположенных над ним под углом 45° к его продольной оси.
3.Линия по п. 1, отличающаяся тем, что каждый механизм резки содержит нож, закрепленный в режущей головке, связанной с приводом, с возможностью возвратно-поступательного и вращательного движений и концентрично расположенные кольцеобразные прижимы.
4.Линия по п. 1, отличающаяся тем, что накопитель состоит из желоба и расположенной под ним платформы с фиксатором для формирования пачки фильтров, установленного с возможностью возвратно-поступательного перемещения посредством кривощипно-шатунного механизма. W iEii ibir I I I I LyCj1 , /A A JJL - J-lI l/b / / Z5 3 Фи. 1 7 G 15 14f: ;., ,:т5::,-: -: ,,; .| ЗД-ст lif 4L.-, A
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства фильтров | 1976 |
|
SU662641A1 |
| Автомат для вырезки бумажных дисков из ленты фильтровального материала | 1989 |
|
SU1708610A1 |
| Установка для изготовления фильтров | 1977 |
|
SU662642A1 |
| Автомат для изготовления фильтров | 1978 |
|
SU737535A1 |
| Поточная линия для производства фильтров | 1975 |
|
SU527490A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ПОЛОТНА БЕСКОНЕЧНОЙЛЕНТОЙ | 1968 |
|
SU208672A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| ПОТОЧНАЯ ЛИНИЯ для чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1966 |
|
SU182681A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕРЕВЯЗОЧНЫХ ПАКЕТОВ ПЕРВОЙ ПОМОЩИ | 1972 |
|
SU415339A1 |
Фиг 2
