тельно проходит через зоны контакта с каждым роликом, то он подвергается знакопеременной нагрузке, а это интенсифицирует процесс правки и повышает производительность.
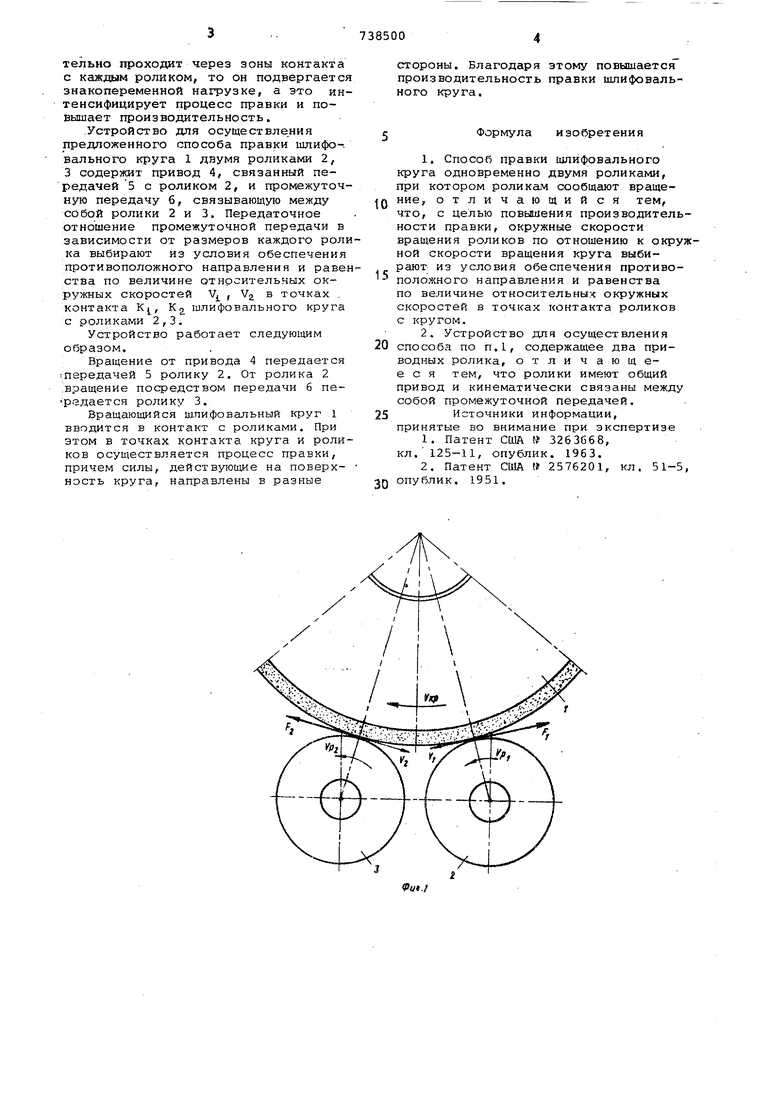
.Устройство для осуществления предложенного способа правки шлифо-. Бального круга 1 двумя роликами 2, 3 содержит привод 4, связанный передачей 5 с роликом 2, и промежуточную передачу 6, связывающую между собой ролики 2 и 3. Передаточное отношение промежуточной передачи в зависимости от размеров каждого ролика выбирают из условия обеспечения противоположного направления и равенства по величине относительных окружных скоростей Vj , V2 в точках , контакта Kj, К шлифовального круга с роликами 2,3.
Устройство работает следующим образом.
Вращение от привода 4 передается 1:передачей 5 ролику 2. От ролика 2 :Вращение посредством передачи б передается ролику 3.
Вращающийся шлифовальный круг 1 вводится в контакт с роликами. При этом в точках контакта круга и роликов осуществляется процесс правки, причем силы, действующие на поверхность круга, направлены в разные
стороны. Благодаря этому повышается производительность правки шлифовального круга.
5Формула изобретения
1.Способ правки шлифовального круга одновременно двумя роликами, при котором роликам сообщают вращеQ ние, отличающийся тем, что, с целью повышения производительности правки, окружные скорости вращения роликов по отношению к окружной скорости вращения круга выбирают из условия обеспечения противоположного направления и равенства по величине относительных окружных скоростей в точках контакта роликов с кругом.
2.Устройство для осуществления способа по П.1, содержащее два приводных ролика, отличающееся тем, что ролики имеют общий привод и кинематически связаны между собой промежуточной передачей.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3263G68, кл. 125-11, опублик. 1963.
2.Патент США № 2576201, кл. 51-5, Q опублик. 1951.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент | 1973 |
|
SU488387A3 |
| Пила | 1989 |
|
SU1784008A3 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2006 |
|
RU2317188C2 |
| Способ шлифования с периодической правкой круга | 1987 |
|
SU1535706A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА БЕСЦЕНТРОВОГО ШЛИФОВАЛЬНОГО СТАНКА | 2014 |
|
RU2570135C1 |
| Шлифовальный круг для скоростного шлифования | 1989 |
|
SU1741604A3 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |

4---. Ч (у 2 г-- М- ----ч
. 2 ,
