(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВИТКА ГШЕКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления винта шнека | 1976 |
|
SU649495A1 |
| Способ изготовления витков шнеков | 1975 |
|
SU619266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТКОВ ШНЕКОВ | 1971 |
|
SU316511A1 |
| Способ изготовления спиралей шнека и устройство для осуществления способа | 1976 |
|
SU648304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| Способ изготовления витков шнеков и штамп для осуществления этого способа | 1977 |
|
SU733784A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА И ШНЕК | 2007 |
|
RU2361692C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА ЩЕТОЧНОГО УПЛОТНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2491462C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
. -л . ;.,
Изобретение касаетсяобработки металлов давлением и может быть использовано при йроизводстве витков шнеков.
Известен способ изготовлени;я витка шнека из плоской кольцевой заготовки, состоягаий из операций-предвари тельной формовки исходной заготовки, имеющей технологические припуски по наружному и внутреннему диаметрам в теле вращения с катеноидной поверхностью, обрезки получсенной заготовки по торцовым поверхностям и разве)тывация разрезанной ;заготовки в виток путем прокатьгоания ее между валками 1 ..
Этим способом,невозможно йзготог вить витбк шнека, шаг которого значительно Дольше его диаметра, а также виток, ширина которого значительно больше его высоты.
Известен способизготовления,витка шнека из плоской заготовки, по которому исходную заготовку, имеющ5 технологические припуски, формуют в тело вращения с катеноидной поверхностью, обрезают припуски, заготовку разрезают в радиальном направлении и развертывают в виток прокатыванием ее между валками, профили рабочих
поверхностей которых соответствуют профилю витка 2.
Однако этим способом нельзя изготовить виток шнека, шаг которого .значительно больше, его диаметра, а также виток, ширина которого значительно больше его высоты.
Цель изобретения. - обеспечение возможности изготовления витка шнека
10 с шагом, значительно большим его диаметра, а также витка с шириной, значительно большей его высоты, : Прставленна цель достигается тем, Tifo для изготовления используют ис15ходную заготовку в виде развертки усеченного конуса и перед формовкой ее в тело вращения с катеноидной поверхностью предварительно формуют её в тело вращения с конической по20верхностью, образующая которой без припусков равна ширине.витка, а величина внутреннего/угла, заключённого между образуницими конуса, не превышает 180, Внутренний диаметр кону25са берут равным внутреннему дигилетру катеноида, а наружный диаметр меньше наружного диаметра катеноида Наружный диаметр конуса берут равным наружному диаметру катеноида, а внут30ренний диаметр меньше внутреннего
иаметра катеноида,. Исходную заготовку берут с технологическим припуском по толщине, а диаметральные размеры конуса берут меньшими, чем у катеноида,
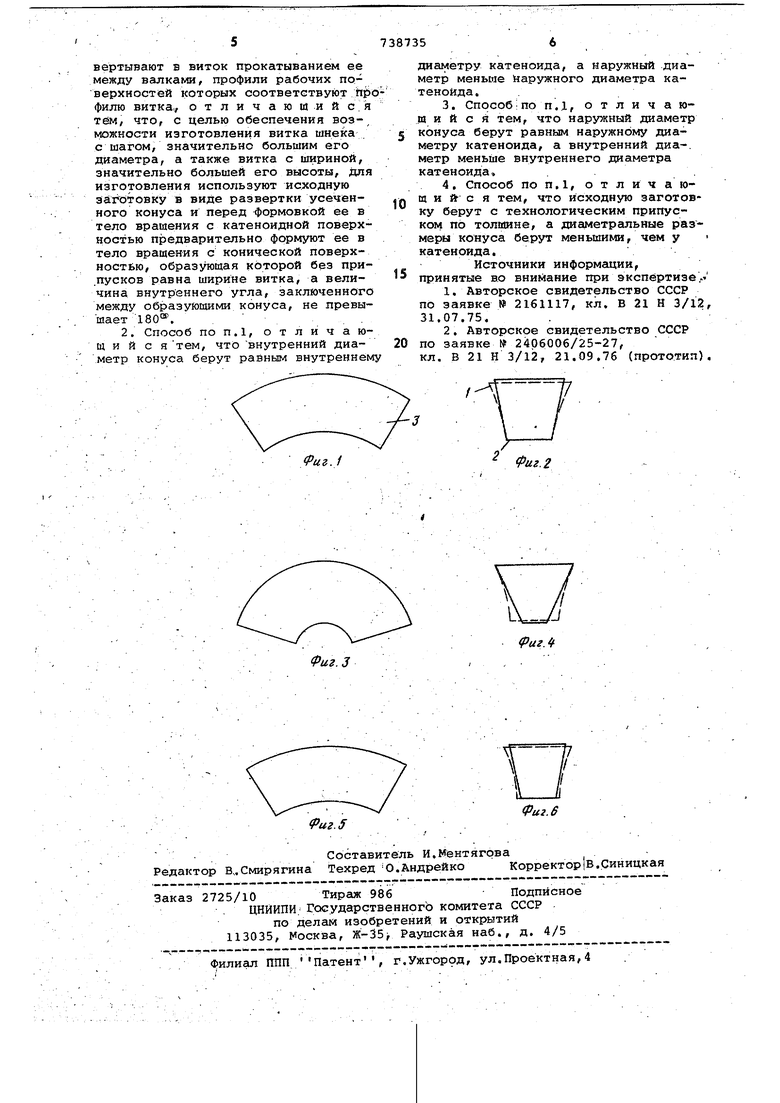
На фиг, 1 показана развертка усе-ченйого конуса, когда внутренний диаметр конуса берется равным диаметру катеноида, а наружный диаметр, конуса меньше наружного диаметра катеноида На фиг, 2 - отформованный из заготовки, изображенной на фиг,1, конус; на фиг, 3 - разверткйусеченного конуса дП1я случая, когда наружный диаметр конуса берется равньй наружному диаметру катеноида, а внутренний меньше внутреннего диаметра катеноида; на фиг, 4 - отформованный конус из заготовки, изобраенной на фиг, 3; на фиг. 5 - райвертка усечённого конуса для случая, когда, исходная заготовка берется с технологическим припуском по толщине, а диаметральные р а кЬйуса еньшими, чем у катеноида; на фиг,б - конус, отформованн ый из за тотбвкй, изображённой на фиг, 5,
Диаметральные размеры конической повёрхно сти выбираются ъ заивисимости от диаметральных размеров ка1тён6йда, § тШШё и завиеимЬСМOT TSirb, в какой части витка (внутренней или наружной) наиболее нежелательно ослабление, ;
В том случае, если ослабленйе наиболее нежелательно по внутренней части витка, внутренний диаметр конуса берется равным внутреннему диаметру катеноида, а наружный диаметр конуса еньше наружного диамеч ра/катеноида (см, фиг, 2),
Если ослабление наиболее нежелательно по наружной части ,то, наружный диаметр конуса берётся равным наружному диаметру катеноида, а внутренний меньше внутреннего диаетра катеноида .(иг, 4) ,
Если же нежелательно ослабление витка вообще, то в этом случае исходная заготовка берется с технологическим припуском по толщине, а диаметральные размеры Конуса берут йя, меньшими, чем у катеноида (фиг, 6),
,, 1, 3, 5 показаны исходные заготовки витков шнеков, шаг которых значительно больше их диаметров, а также витков, ширина которых значительно больше их высоты,. . На фиг, 2, 4, б показаны (сплошными линиями) те же загЬтйвКй, формованные в вращения с конической поверхнйстью;, пунктирньами линияМи-те же заготовки, отформованные в. тела вращения с катеноидной поверхнрстью.
Пример осуществления способа.
Требуется изготовить прямой виток нека,:
Наружный диаметр Оц,ц.4(30 мм, --
Внутренний диаметр с1,„н 60 мм. Шаг мм.
Условия, .Наиболее нежелательно ослабление внутренней части витка,
inoB.epxHoct ью,
HapyHCHHftflHaNieTp катеноида:
.-C47 S4lf7:5,6HH Внутренний диаметр катеноида:
2,т Чн(даЧ 528„„
2,на основании полученных данных строится катеноид,
5 3. Исходя из условия задания внутренний диаметр конуса принимается равным внутреннему диаметру катеноида, т,е, .,,., . . - , а, Kr 328 мм,
4,В катеноид 1 вписывается конус 2, образующая которого, без припусков, равна,ширине витка. При этом наружный диаметр конуса определится из построения, в данном примере не равен мм,
5,Определяется,, во сколько раз уменьшится толщина по наружной части витка при формовке заготовки из койуса в катеноид:
1,3 раза, что допустимо.
б, На оснований полученных размеров конуса строится его развертка 3
(фиг, 1) и назначаются технологические припуски,:
Исходную плоскую заготовку (фиг,1 3, 5) формуют в тело вращения с конической поверхностью, с последующей формовкой в тело вращения с катеноидной поверхностью (фиг, 2, 4, б). После обрезки припусков, заготовку разрезают в радиальном направлении и развертывают в виток прокатыванием ее между валками, в результате чего получается требуемый виток.
При изготовлении косого витка с теми же параметрами, с углом наклона витка, равном 45, образующая витка, а следовательно и заготовки, увели- чивается в 1,41 раза, так как
sin46° ft Г If41,
Диаметральные размеры конуса и катеноида останутся теми же, следовательно, толщина витка при формовке уменьшится также в 1,3 раза.
Формула изобретения
1, Способ изготовленйя витка щнека из плоской загото.вки, по которому исходную заготовку, имеющую технологические припуски, формуют в тело вращения с катеноидной поверхностью, обрезают припуски,, заготовку разре- / зают в радиальном направлении и развертывают в виток прокатыванием ее между валками, профили рабочих поверхностей которых соответствуют hiJoфилю витка., от ли ч а го м и и с я тем, что, с целью обеспечения воз-, можности изготовления витка шнека с шагом, значительно большим его диаметра, а также витка с шириной, значительно большей его высоты, для изготовления используют исходную за готовку в виде развертки усеченного конуса и перед формовкой ее в тело вращения с катеноидной поверхностью предварительно формуют ее в тело вращения с конической поверхностью, образующая которой без при.пусков равна ширине витка, а величина внутреннего угла, заключенного между образующими конуса, не превышает 180°,
диаметру катеноида, а наружный диаметр меньше Наружного диаметра катеноида. .
4,Способ по п,1, отличающ и й с я тем, что исходную заготовку берут с технологическим припуском по толщине, а диаметральные размеры конуса берут меньшими, чем у катеноида.
Источники информации,
5 принятые во внийание при экспертизе
по заявке № 216И17, кл. В 21 Н 3/12, 31.07.75.
0 по заявке № 2406006/25-27,
кл. В 21 Н 3/12, 21.09.76 (прототип).
Риг.1
