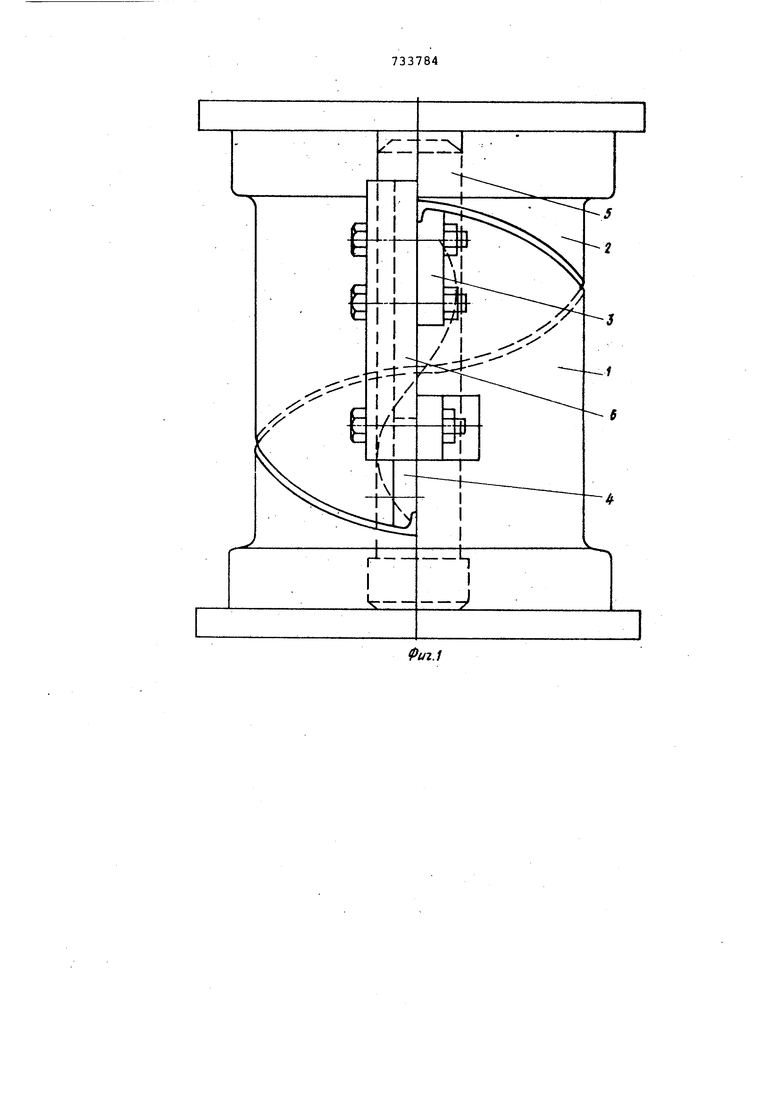
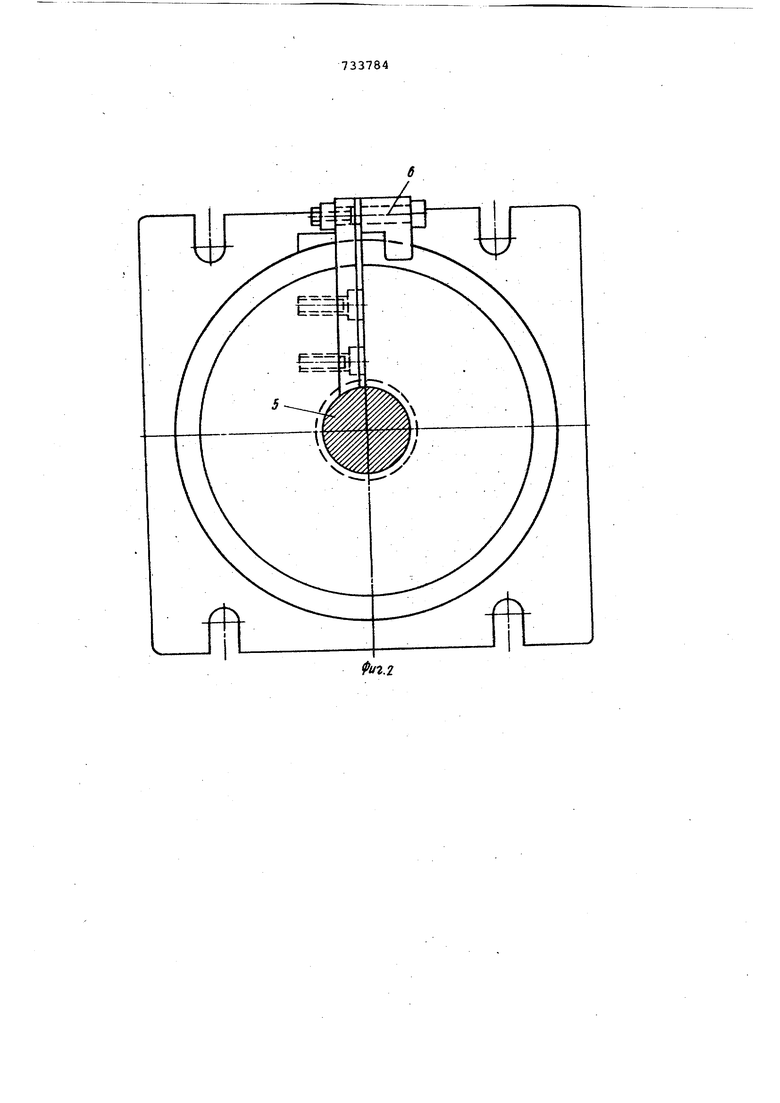
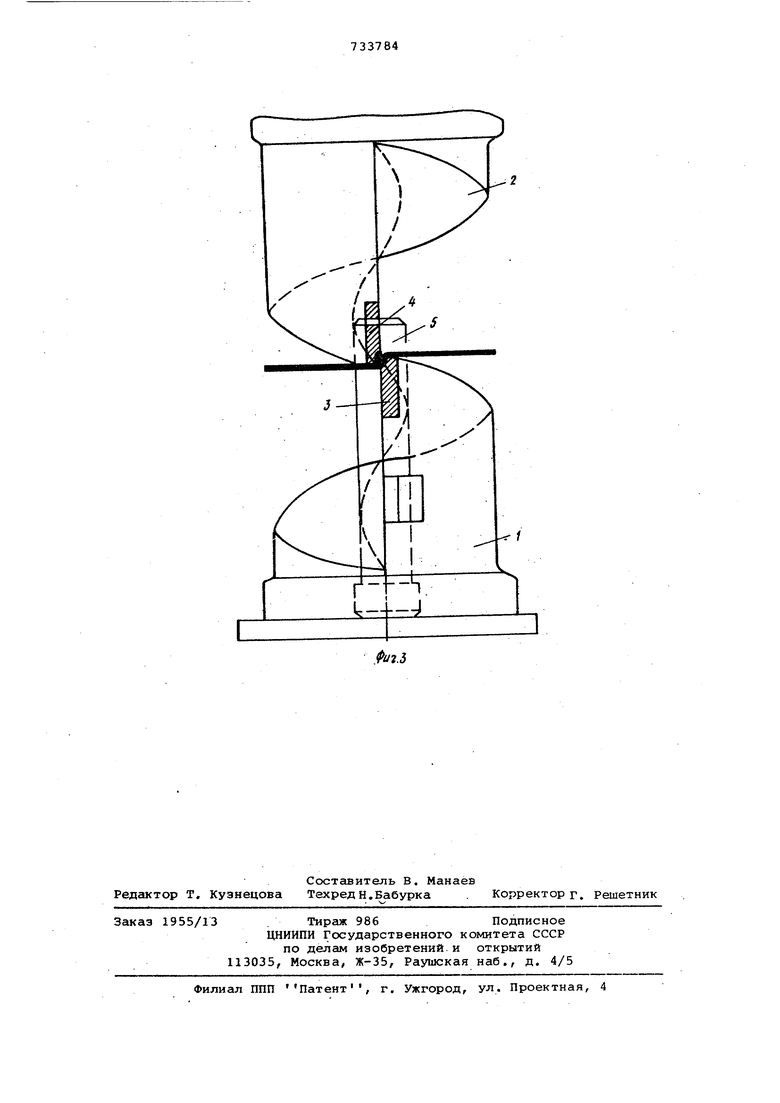
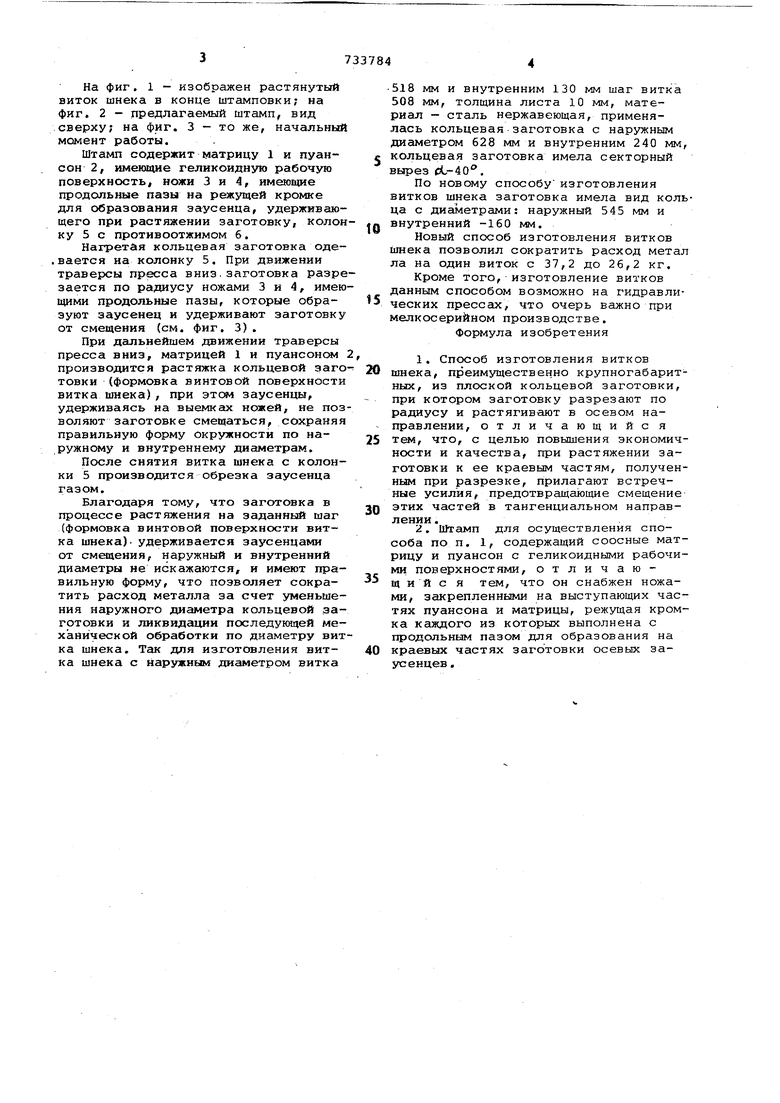
На фиг. 1 - изображен растянутый виток шнека в конце штамповки; на фиг. 2 - предлагаемый штамп, вид сверху; на фиг. 3 - то же, начальный момент работы.
Штамп содержит матрицу 1 и пуансон 2, имеющие геликоидную рабочую поверхность, ножи 3 и 1, имеющие продольные пазы на режущей кромке для образования заусенца, удерживающего при растяжении заготовку, колонку 5 с противоотжимом б.
Нагретая кольцевая заготовка оде.вается на колонку 5. При движении траверсы пресса вниз, заготовка разрезается по радиусу ножами 3 и 4, имеющими продольные пазы, которые образуют заусенец и удерживают заготовку от смещения (см. фиг. 3).
При дальнейшем движении траверсы пресса вниз, матрицей 1 и пуансонсад производится растяжка кольцевой заготовки (формовка винтовой поверхности витка шнека) , при заусенцы, удерживаясь на выемках нсякей, не позволяют заготовке смещаться, сохраняя правильную форму окружности по наружному и внутреннему диаметрам.
После снятия витка шнека с колонки 5 производится обрезка заусенца газом.
Благодаря тому, что заготовка в процессе растяжения на заданный шаг (формовка винтовой поверхности витка шнека), удерживается заусенцами от смещения, наружный и внутренний диаметры не искажаются, и имеют правильную форму, что позволяет сократить расход металла за счет уменьшения наружного диаметра кольцевой заготовки и ликвидации последующей механической обработки по диаметру витка шнека. Так для изготовления витка шнека с наружным диаметром витка
518 мм и внутренним 130 мм шаг витка 508 мм, толщина листа 10 мм, материал - сталь нержавеющая, применялась кольцевая заготовка с наружным диаметром 628 мм и внутренним 240 мм кольцевая заготовка имела секторный вырез pL-40.
По новому способу изготовления витков шнека заготовка имела вид кольца с димлетрами: наружный 545 мм и внутренний -160 мм.
Новый способ изготовления витков шнека позволил сократить расход метал ла на один виток с 37,2 до 26,2 кг.
Кроме того,изготовление витков данным способом возможно на гидравлических прессах, что очерь важно при мелкосерийном производстве. Формула изобретения
1. Способ изготовления витков шнека, преимущественно крупногабаритных, из плоской кольцевой заготовки, при котором заготовку разрезают по радиусу и растягивают в осевом направлении, отличающийс я тем, что, с целью повышения зкономичности и качества, при растяжении заготовки к ее краевым частям, полученным при разрезке, прилагают встречные усилия, предотвращающие смещение этих частей в тангенциальном направлении ..
1, Штамп для осуществления способа по п. 1, содержащий соосные матрицу и пуансон с геликоидными рабочими поверхностями, отличающийс я тем, что он снабжен ножами, закрепленными на выступающих частях пуансона и матрицы, режущая кромка каждого из которых выполнена с продольным пазом для образования на краевых частях заготовки осевых заусенцев .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для чистовой вырубки деталей из листового материала | 1977 |
|
SU725749A1 |
| Устройство для изготовления пружин в форме волнистого кольца | 1979 |
|
SU782924A2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| Способ получения плоского фланца на трубчатой заготовке | 1981 |
|
SU961817A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ изготовления витка шнека | 1977 |
|
SU738735A1 |
| Способ изготовления заготовок колец подшипников | 1983 |
|
SU1177024A1 |