I .
Изобрёгение относится к обработке мётаппов давпением и можег быть испопьзовано при производсгве шнековьгх витков повышенной точностн.
Известен спгюоб взгоговпения витков шнека из плоской кольцевой заготовки, состошцей на операций предварительной формовки заготовки с образованием тепа вращения с катеноидной поверхностью и гибки разрезанной заготовки в виток пу тем прокатывания ее между конически ми вапками.
Недостатком известного способа является низкая точность получаемых изделий.
Цепью изобретения является новышение точностн изделия ч обеспечение возможности попучения витка с наружной и внутренней конусностью.
Дпя этого по предлагаемому способу дгм формовки нспопьэуют заготовку, имек шую технопогичёскне припускипо внутреннему и наружному диаметрам, а отформбг ванную заготовку перед прокатыванием ее в виток обрезают по торцовым поверхностям, причем при обрезке торцовых дсж
верхностей с одного ипи двух торцов вырезают 1фуговую часть с радиусом, рае-, ным
(ГЧ
Рп + АГ560/
где1({ изменяющийся радиус вьфезки,
t - шаг витка,
t - меньший радиус конуса витка, Д t - разность большего и меньшего радиусов конуса витка,
угол поворота изменякнцегося радиуса вырезки, изменяющегося от О до ЗбО° при внутренней вырезке и от 360° до О при наружной.
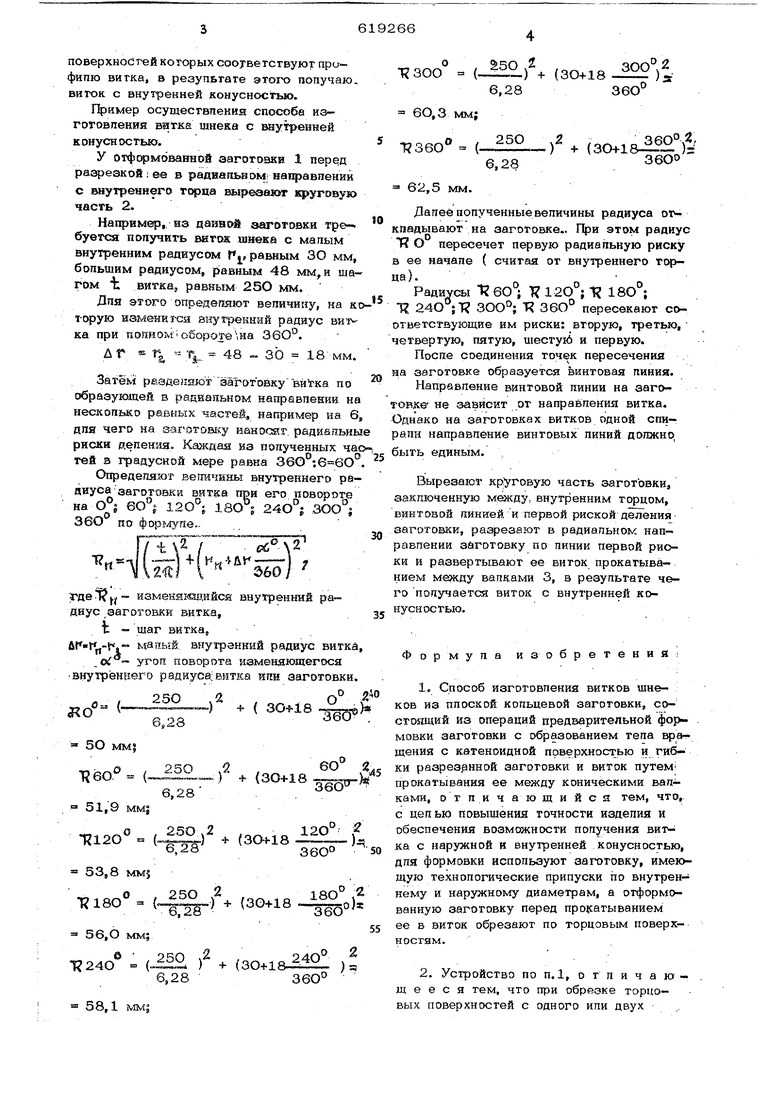
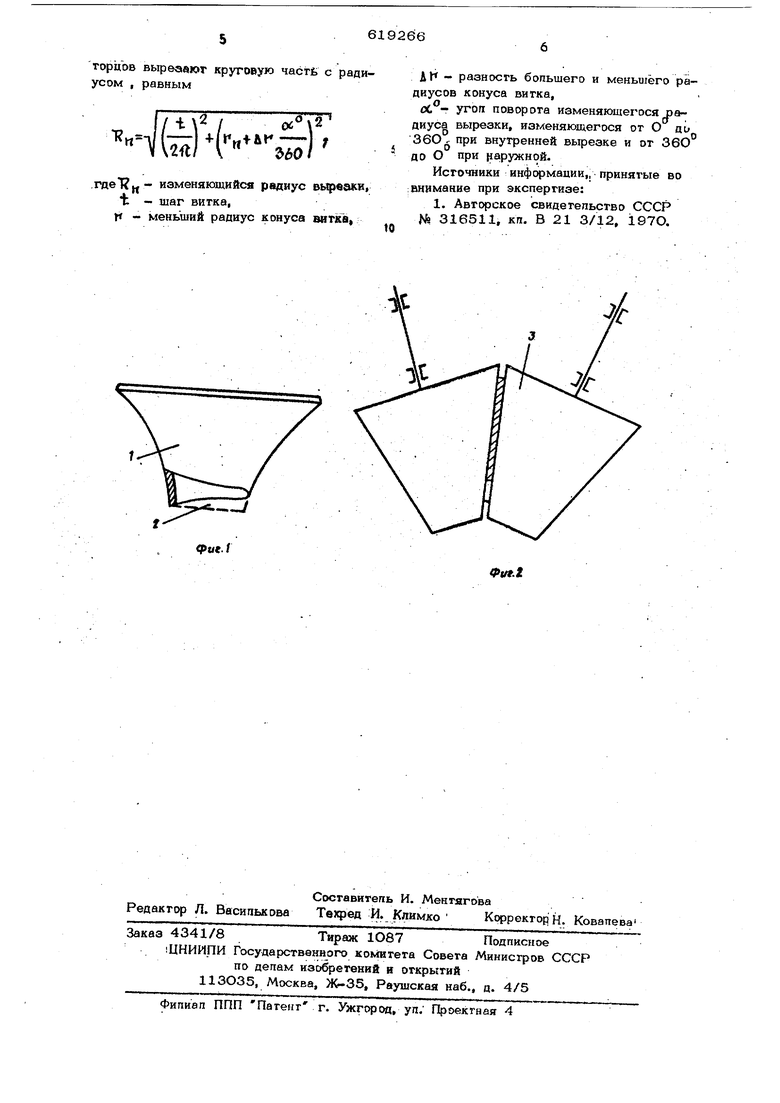
На фиг. 1 изображена заготовка поспе формовки, на фиг. 2 - процесс прокат ки отформованной заготовки. У отформованной заготовки 1 перед разрезкой ее в радиальном направлении с внутреннего торца вырезают круговую часть 2. После этого заготовку разрезают ё радиальном направления по линии начала и конца вырезки .круговой части и развертывают в виток прокатыванием ее между валками 3, профили рабочи поверхносгей которых сооувегствуюг прифипю витка, в резупьтаге этого получаю. виток с внутренней конусностью. Пример осущесгвпения способа изготовления ватка шнека с внутренней конусностью. У отффмованной заготовки 1 перед разрезкой ; ее в радиаяьво. направпений с вну1реннего торца выреэакгг круговую часть 2. Например, из цанвой заготовки требуется получить внток шнека с малым внутренним радиусом , равным ЗО мм, большим радиусом, равным 48 мм, и шагом h витка, равным 25О мм. Дпя этого опредегаяют величину, на ко торую изменигся внутренний радиус виТ ка при поином обороте на ЗбО. ДГ П -- г. 48 - ЗО 18 мм. Затём раздеггзют заготовкувйТка по образующей в рацваяьном направлении на несколько равных частей, например на 6 для чего на ззгогошсу наносят, радиальны риски депен.ед. Кагкдая ка полученных чао тей в градусной мере равна Определяют веггачкны внутреннего радиусазаготовки вятка при его повороте на 0°| 60| 12 о; 18О 24О| ЗОО «... 560/ изменя1 яцййсй внутренний радиус заготовки витка, t - шаг витка,
if.H .{ч -. мапый внутренний радиус витки,
oi - угои поворота изменяющегося
внутреннего радиуса;Б 5ткa ипи заготовки.
58,1 М|
Формула изобретения;
1.Способ изготовления витков шнеков из плоской кольцевой заготовки, состоящий из операций предварительной формовки заготовки с образованием тела вра щения с катеноидной поверхностью и гибки разрезанной заготовки и виток путем прокатывания ее между коническими валками, от л и ч а ю щ и и с я тем, что, с целью повышения точности изделия и обеспечения возможности получения витка с наружной и внутренней конусностью, для формовки используют заготовку, имеющую технологические припуски по внутреннему и наружному диаметрам, а отформованную заготовку перед прокатыванием
ее Б виток обрезают по торцовым поверхностям.
2.Устройство по п.1, о т л и ч а ю щ е е с я тем, что при обрезке торцовых поверхностей с одного или двух (30.18 )i 36О° 6О,3 мм; . (30.1.2)1 36ОО 62,5 мм. Дапеё полученные величины радиуса oi кпадывают на заготовке.. При этом радиус Т О пересечет первую радиальную риску в ее начале ( считая от внутреннего тора). Радиусы ; ) 12О ; V. 18О ; Т 24О ;Т ЗОО°; Т 36О° пересекают соответствующие им риски: вторую, третью, четвертую, пятую, шестунЬ и первую. После соединения точек пересечения на заготовке образуется Ьинговая линия. Направление винтовой линии на загоовке не зависит от направления витка. Однако на заготовках витков одной спирали направление винтовых линий должно, быть единым. , Вырезают круговую часть заготовки, ааккюченную между, внут эенним торцом, винтовой пинйгей и первой риской деления заготовки, разрезают в радиальном направлении заготовку по линии первой риски и развертывают ее виток прокатыванием между вапками 3, в результате чего получается виток с внутренней конусностью. торцов вырезают круговую часгб с ради усом , равным /ех;° 2 п-лп- f V Ъ601 . изменяющийся радиус вырваки h - шаг витка, Н - меньший радиус конуса витка, iJir - рааносгь большего и меньшего радиусов конуса витка, угоп поворота изменяющегося оадиуса вырезки, изменяющегося от О aii 36О - при внутренней вырезке и от 36О до О при наружной. Источники информации,, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР Me 316511, кп, В 21 3/12, 197О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витка шнека | 1977 |
|
SU738735A1 |
| Способ изготовления винта шнека | 1976 |
|
SU649495A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТКОВ ШНЕКОВ | 1971 |
|
SU316511A1 |
| Способ изготовления витков шнеков и штамп для осуществления этого способа | 1977 |
|
SU733784A1 |
| Способ изготовления витка шнека | 1986 |
|
SU1409392A1 |
| ПРУЖИНОНАВИВОЧНЫЙ АВТОМАТ, ЕГО МЕХАНИЗМЫ РУБКИ, ОБРАЗОВАНИЯ УЗЛА, ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК (ВАРИАНТЫ), ИХ УСТРОЙСТВА ЗАХВАТОВ, ПОДВИЖКИ, ОРИЕНТАЦИИ, ЗАЖИМА, КУЛАЧКОВЫЕ СРЕДСТВА | 2002 |
|
RU2199412C1 |
| ВИНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАДКИХ ИЛИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 1991 |
|
RU2042056C1 |
| Способ изготовления -образныхфиТиНгОВ | 1979 |
|
SU837442A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК | 1979 |
|
SU1840340A1 |
| Алмазный инструмент и способ изготовления его режущей части | 1980 |
|
SU910421A1 |
