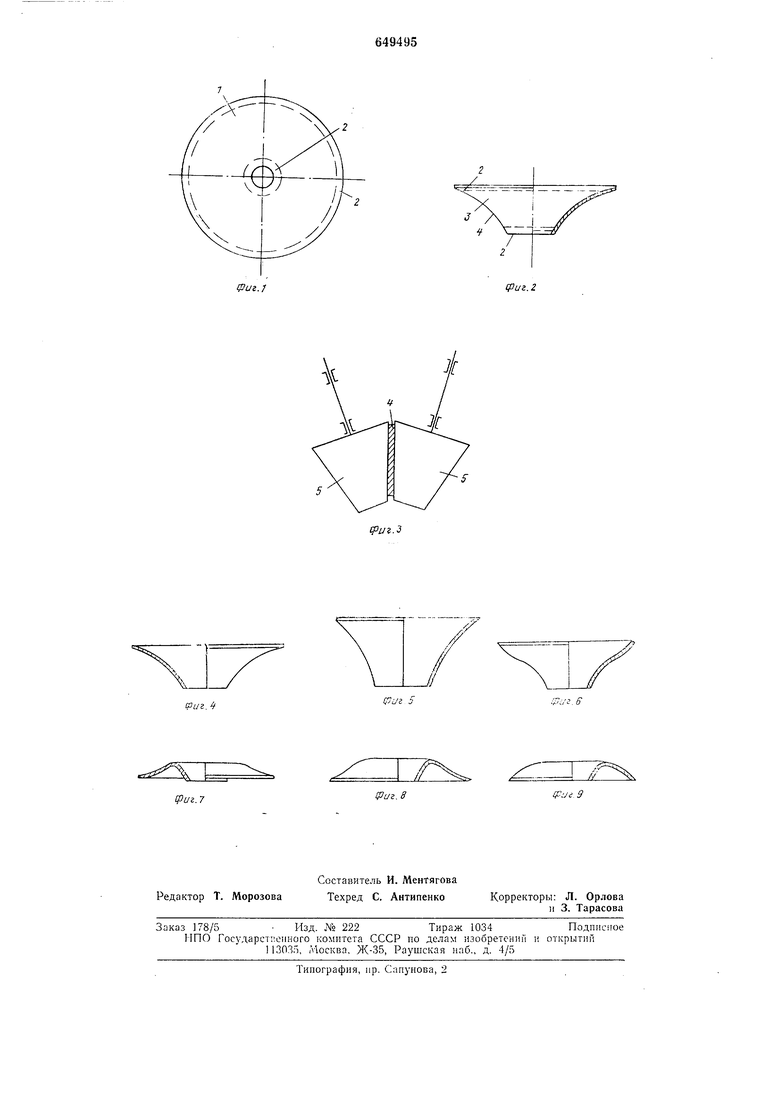
товка; на фиг. 3 - процесс прокатки отформованной заготовки в виток шнека; на фиг. 4 - катеноидная; на фиг. 5 - вытянутая катеноидная и на фиг. 6 - катеноидообразная поверхности тел вращения; на фиг. 7 - возможный вариант видоизменения тела вращения с катеноидной поверхностью; на фиг. 8 - то же, с вытянутой катеноидной поверхностью; на фиг. 9 - то же, с катеноидообразиой поверхностью.
При изготовлении прямого витка (косого и витка с криволинейным профилем) расчетную плоскую кольцевую заготовку 1, взятую с технологическими припусками 2 по наружному и внутреннему диаметрам, формуют в тело 3 вращения с видоизмененной катеноидной (вытянутой катеноидной и катеноидообразной) поверхностью. Образующая 4 тела вращения без припусков равна ширине витка. У отформованной заготовки обрезают припуски. Формовкой заготовки и обрезкой припусков наводят полное соответствие не только наружных и внутренних, но и всех промежуточных, диаметральных размеров заготовки и витка. После этого заготовку разрезают в радиальном направлении и развертывают в виток прокатыванием ее между валками 5, профили рабочих поверхностей которых соответствуют профилю витка, в результате чего получают прямой виток (косой и виток с криволинейным профилем), превосходящий по точности гостированный виток в несколько раз.
При изготовлении прямого витка (косого и витка с криволинейным профилем), щирина которого практически неограничена, во избежание чрезмерного ослабления внутренней части витка, плоскую кольцевую заготовку, взятую с технологическими припусками по наружному и внутреннему диаметрам, формуют в тело вращения с видоизмененной катеноидной (вытянутой катеноидной и катеноидообразной) поверхностью. Последующие операции те же, что и при изготовлении прямого витка.
Формула изобретения
1.Способ изготовления витка щнека из плоской кольцевой заготовки, состоящий из
операций предварительной формовки исходной заготовки, имеющей технологические припуски по внутреннему и наружному диаметрам с образованием тела вращения с катеноидной поверхностью, обрезки полученной заготовки по торцовым поверхностям и развертывания разрезанной заготовки в виток, путем прокатывания ее между валками, отличающийся тем, что, с целью повышения точности изделий, для
изготовления используют исходную заготовку с внутренним диаметром, равным ее наружному диаметру без удвоенной щирины витка шнека, причем после обрезки по торцовым поверхностям получают промежуточную заготовку, с .радйгальной, образующей, равной ширине витка .,цщека, а прокатывание заготовки производят валками с профилем рабочих поверхностей, соответствующим профилю витка щнека.
2. Способ по п. 1, отличающийся тем, что при изготовлении косого витка загоговку предварительно формуют в тело вращения с вытянутой катеноидной поверхностью.
3. Способ по п. 1, отличающийся тем, что при изготовлении витка с криволинейным профилем заготовку предварительно формуют в тело вращения с катеноидообразной поверхностью.
4. Способ по пп. 1-3, отличающийся тем, что при изготовлении прямого витка (косого и витка с криволинейным профилем), щирина которого практически неограничена, заготовку формуют в тело вращения с видоизмененной катеноидной (вытянутой катеноидной и катеноидообразной) поверхностью.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 316511, кл. В 21Н 3/12, 1970.
2.Авторское свидетельство СССР № 619266, кл. В 21Н 3/12, 1975,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витка шнека | 1977 |
|
SU738735A1 |
| Способ изготовления витков шнеков | 1975 |
|
SU619266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТКОВ ШНЕКОВ | 1971 |
|
SU316511A1 |
| Способ изготовления спиралей шнека и устройство для осуществления способа | 1976 |
|
SU648304A1 |
| Устройство для изготовления спиралей шнеков | 1975 |
|
SU665965A1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| ДИСКОВО-ШНЕКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU341212A1 |
| Способ обработки фасонных поверхностей вращения | 1981 |
|
SU1006093A1 |
| Способ прокатки профильных колеци уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810348A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1966 |
|
SU180941A1 |
сриг.
риг.7
/
О:.
JL
«Р/Ус- 9
