(54) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ПО1ИХ ИЗДЕЖЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |

. . -1. :
Изобретение касается обработки металлов давлением и относится к конструкциям штампов для выдавливания полых изделий.
Известен/штамп для выдавливания 5 полых изделий, содержащий верхнюю, нижнюю и промежуточную плиты и устройство для создания противодавления, смонтированное на промежуточной пли- , те и выполненное в виде приводных S . направлении, перпендикулярном Действию деформирующего усилия, ползушек 1.
Известное устройство не обеспечивает достаточной надежности работы 15 при износе ползушек. Кроме того, известная конструкция не обеспечивает получение изделий типа стаканов и коробок с переменной по периметру толщиной стенки. 20
Целью изобретения является повышение надежности работы штампа я номенклатуры изготавливаемых изделий.
Для достижения поставленной цели в предложенном штампе каждая ползуш- 25 ка выполнена с наклонной поверхностью и снабжена клином, контактирующим с ней по этой поверхности, при этом ползушки связаны с соответствующими . клиньями .посредством штифтов с уста- 30
новленными на них эластичнквли втулками.
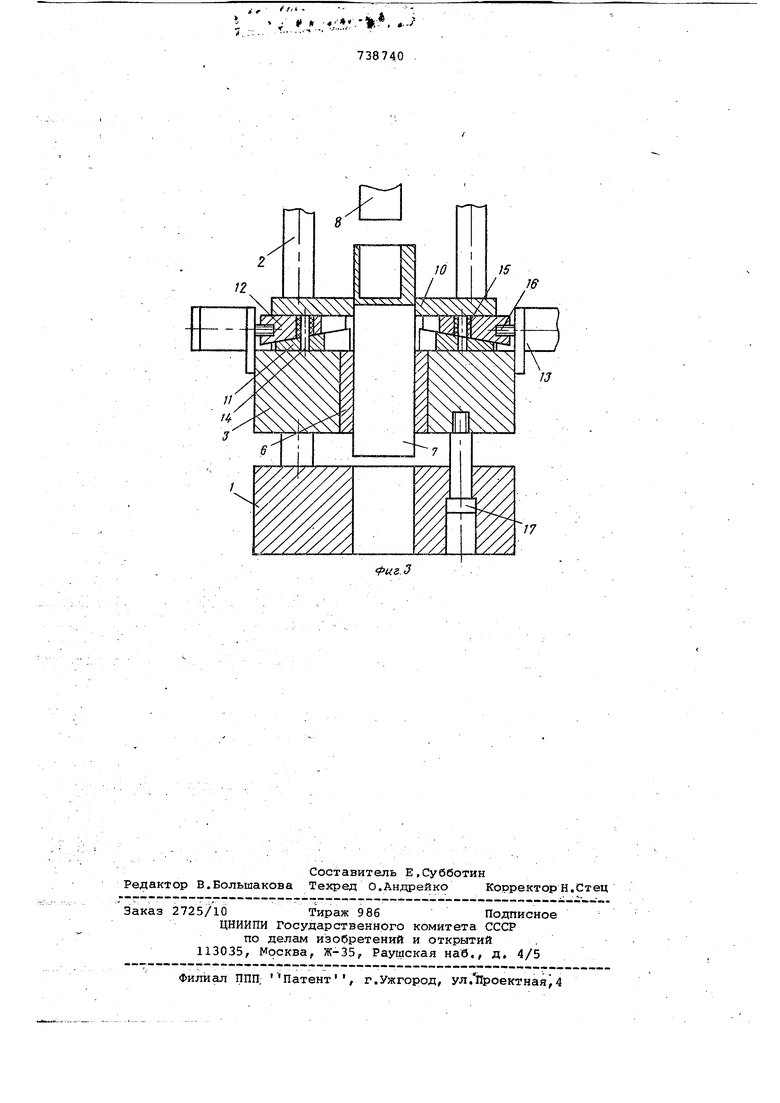
Йа фиг. I изображен штамп для выдавливания в начале рабочего цикла; на фиг. 2 - то же, в конце рабочего цикла; на фиг. 3 - штамп в исходно положении.
Штамп содержит нижнюю 1, верхнюю 2 и промежуточную 3 плиты, соединенные направляющими колонками 4 и втулками 5, матрицу б, выталкиватель 7 и пуансон 8с держателем 9. Кроме того, на промежуточной плите 3. смонтировано устройство |для замыкания полости матрицы на время Дефорлдарования заготовки, которое включает направляющую планку 10, два клиновых механизма, состоящих из ползушек 11 и клиньев 12., и два пневмоцилиндра 13. Ползушки 11 и клинья 12 соединены между собой штифтами 14 и эластичными втулками 15. Клиновые механизмы штоками 16 соединены с пневмоцилиндрами 13. Промежуточная плита 3 соединена с нижней плитой 1 винтами 17 и может перемещаться в вертикальном направлении вместе с устройством для замыкания полости матрицы.
Работа на штампе осуществляется следующим Образом.
Перед началом процесса деформирования заготовка 18 находит ся в полости матрицы б, причем плоскость ее верхнего торца совпадает с верхней .кромкой матрицы, а нижний торец контактирует с выталкивателем 7 (фиг, 1). Полость матрицы 6 вместе с заготовкой 18 замкнута снизу выталкивателем 7; а сверху клиновым механизмом, ползушки 11 которого охватывают пуансон 8 пи всему периметру. При рабочей ходе ползуна пресса,заготовка подвергается обратному выдавливанию при этом торец заготовки воздействует на ползушки 11, Поэтому матрица б вместе с промежуточной плитой 3 поднимаются со скоростью истечения металла в зазор между пуансоном и матрицей (фиг. 2).
Радиальные напряжения S иперемещение матрицй б относительно непродеформирЪваннбй части заготовки, находящейся между пуансоном 8 и выталкивателем 7, приводят к появлению контактных напряжений трения t,,;, направленных против ,истечения металла, Суммарная сила трения, пропорциональная боковой поверхности непродефорМированной .части заготовки и напряжению бр , передается ползушками 11 йа торец выдавливаемого изделия, в результате чего происходит перераспределение потоков металла в случае выдавливания полых изделий с переменной по периметру толщиной стенки или увеличивается пластичность материала в случае выдавливания полых изделий из малопластичных ме таЙЙОВ.- - - - -.--.--:- :--; ,
ЕСЛИ ползушки 11 сбейинитЕ.напря1 ю со штоками 16.пнёвмоЦилиндров, рёйуИЬтатё йзйбйа на- вё15тйкальном стыкемежду ползушками 11и горизонтальном разьеме между ползушками 11 и матрицей б появится зазор, .в который будет затекать металл, образуя заусенец. Это ухудшает качество получаемых изделий и снижает стабильность работы штампа.
Предложенное устройство исключает этот недостаток. При перемещении штоков 16 ползушки 11 замыкают пое лость .матрицы б, а клинья 12, благодаря наличию эластичных втулок 15, надежно прижимают ползушки 11 к матрице б и между собой, исключая появление вышеупомянутого зазора. Кроме того, эластичные втулки 15 позволяют компенсировать износ деталей клинового механизма, . .
После окончания штамповки, при обратном ходе ползуна пресса, пневмоцилиндры 13 включаются н.а обратный 5 ход, ползушки 11 перемещаются, раск:рывая полость матрицы, и выдавленное изделие удаляется из матрицы выталкивателем 7,
Предложенный штамп обладает высо- . 0 кой надежностью работы и позволяет . получать изделия различной номенклатуры. . ;,
Формула изобретения
с Штамп для выдавливания полых изделий, содержащий верхнюю, нижнюю и промежуточную плиты и устройство для создания противодавления, смонтиро- :
ванное на промежуточной плите и вЫ- . полненное в виде приводных в направлении, перпендикулярном действию деформирующего усилия, ползушек, о тл и ч а ю щ и и с я тем, что, с цепью повышения надежности работы и расширения номенклатуры изготавливаемых
5 изделий, каждая ползушка выполнена с наклонной поверхностью и снабжена клином, кочтакт1йр щимс ней по этой поверхности, при этом ползушки связаны с соофветствующими клиньями пос.ред0 ством штифтов с установленными на них эластичными втулками.
Источники информация, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 160931, кл, В 21 J 5/00, 1962.
f,.
,..г..., 738740 .
