;о
Cfi
со ;о сг
1 .
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления биметаллической проволоки.
Целью изобретения является увеличение производительности изготовления проволоки и выхода годного при охранении уровня механических свойств. j
Способ осуществляется следующим образом. , ,1. ;
Оцинкованную, проволоку из стали марки 50 диаметром 3,8 мм после те рмообработки (патентирования и грячего цинкования покрьтают алюминиевой оболочкой, накатьшая на сердечник алюминиевый порошок, и подвергают заготовку уплотняющей прокэтке. Поступающий с разматывателя сердечник нагревают без запщтной атмосферы на первой ступени до ЮО-ПО С и на второй - до 300Ald C. Биметаллическую заготовку соответственно нагревают на первой ступени до температуры плавления подслоя 425+5 С и на второй - до 45490°С, где )- максимальные пределы колебания температуры, устанавливаемые задающим температуру
96396
прибором). Для нагрева применяют электроконтактную схему двухплечевого нагрева. В качестве токоподводящих контактов используют контактные
5 ролики и валки клети. Источником . тока служит печной однофазный трансформатор типа ОСУ, питаемый от однофазного регулирующего трансформатора типа АОМКТ-100/05.
10 Достигнутая скорость устойчивого процесса изготовления биметаллической проволоки, увеличение вь1хода годной продукции по сравнению с известным способом и примеры
(5 опробования различных температур нагрева стального сердечника и биметаллической заготовки, которые проводились на одной и той же технологической линии, приведены в таблице.
Годной считается продукция, удовлетворяющая требованиям технических условий (ТУ). Выход годного в волочильном производстве оценивается отношением количества запущенной в производство заготовки к количеству полученной проволоки, удовлетворяющей требованиям ТУ. Это отношение выражают в процентах.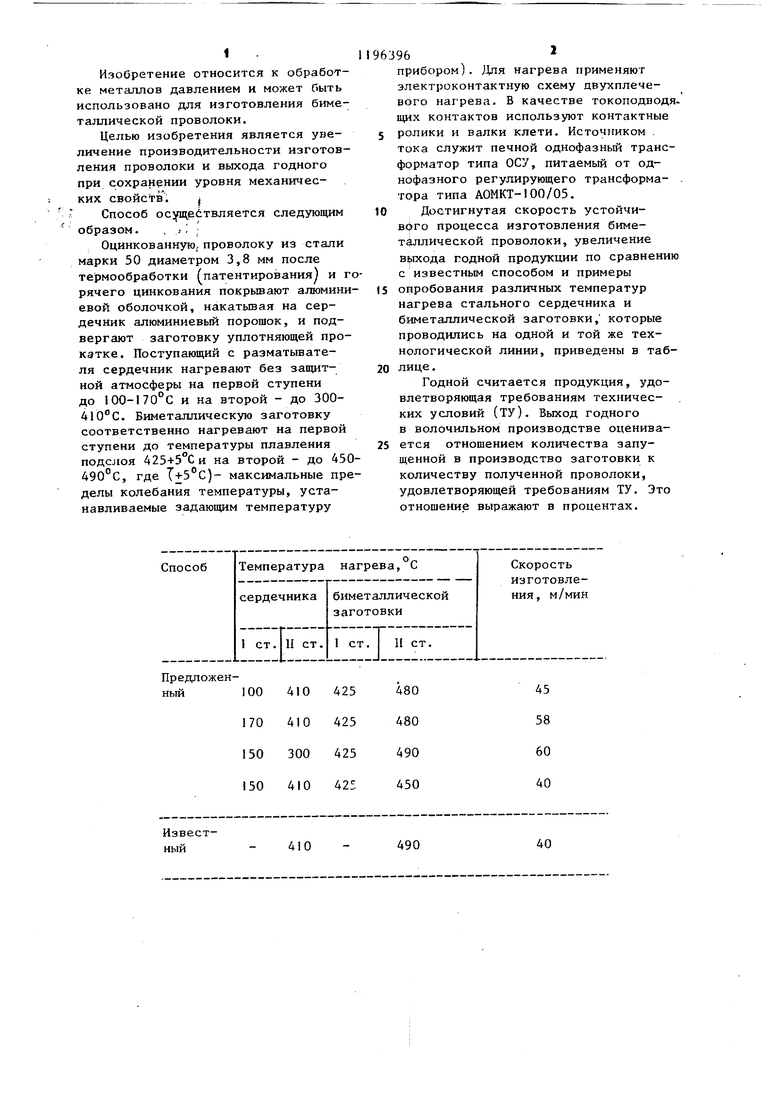
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1983 |
|
SU1117325A2 |
| Способ изготовления биметаллической проволоки | 1973 |
|
SU464632A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1983 |
|
SU1196138A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1985 |
|
SU1331612A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2015 |
|
RU2605736C2 |
| Способ стыкового соединения биметаллической сталеалюминиевой проволоки | 1983 |
|
SU1362592A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1977 |
|
SU730472A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 2000 |
|
RU2172663C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ И ГОТОВЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1999 |
|
RU2154548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕАЛЮМИНИЕВОЙ ПРОВО.ЛОКИ, включающий нанесение подслоя цинка или его сплава на поверхность стального сердечника, нагрев сердечника до 300-4Ю С, последующую накатку алюминиевого порошка, нагрев полученной металлической заготовки до 450-490 0, уплотняющую прокатку и чистовую обработку, о тличающийся тем, что, с целью увеличения производительности изготовления проволоки и выхода годного при сохранении уровня механических свойств, каждый нагрев S осуществляют ступенчато, нагревая на первой ступени сердечник до 100(Л 170 С, биметаллическую заготовку до температуры плавления металла подслоя, а на второй ступени до конечной температуры.
ПредложенСпособ
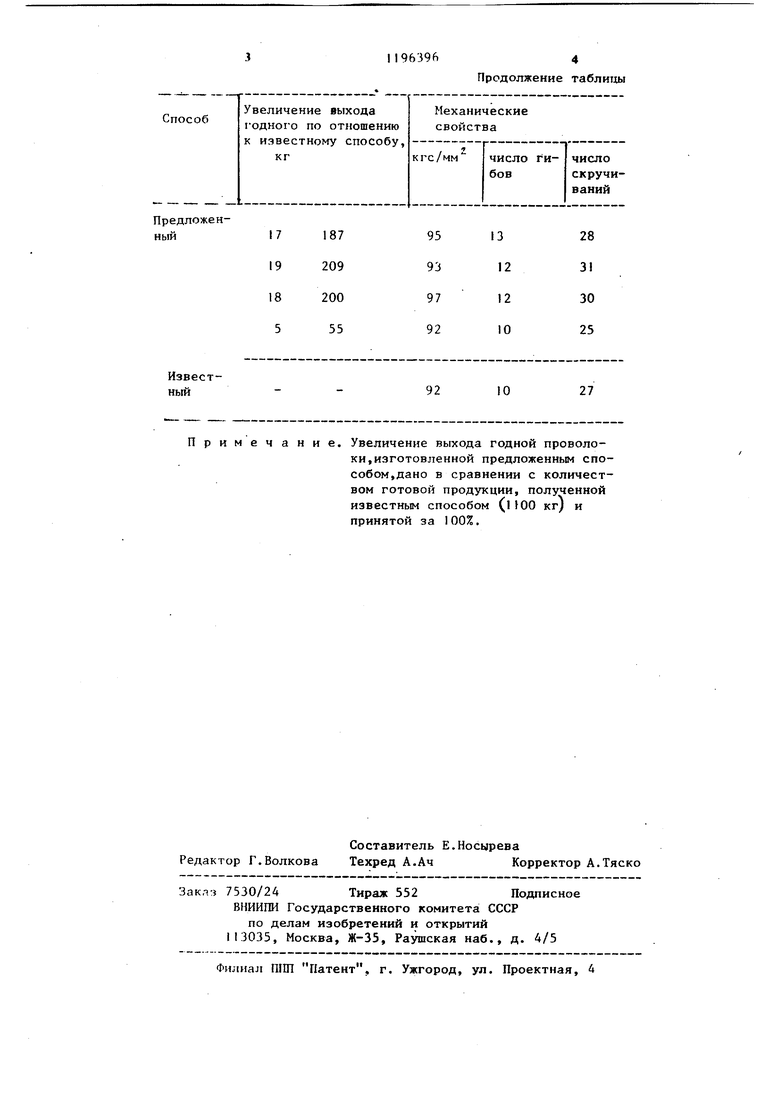
римечание. Увеличение выхода годной проволоПродолжение таблицы ки, изготовленной предложенным способом,дано в сравнении с количеством готовой продукции, полученной известным способом (l ЮО кг) и принятой за 100%,
| Сборник | |||
| Метизное производство | |||
| Металлургия, 2, 1974, с.84-85 | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ ЦЕПИ НАКАЛА ЛАМП | 1926 |
|
SU5001A1 |
| Запорожский метизный завод. | |||
