за и с помощью клапана 8 открывают доступ газа в магистраль. Краном 7 устанавливают определенное давление газа перед входом его в трубку 2.Газ, поступающий в бункер, уменьшает сцеп ление частиц порошка между собой,благодаря чему возрастает истечение порошка через калибр валков, что приводит к увеличению производительности процесса прокатки. Нагреватель 6
позволяет уменьшить отрицательное Ш1ияние изменения скорости прокатки на прочность сцепления оболочки с сердечником. Трубка 2, установлен-, ная с возможностью регулируемого перемещения вдоль своей оси, позволяет отрегулировать процесс истечения порошка на нужную производительность определяемую скоростью движения сердечнику. 2 з.п. ф-лы, 4 ил.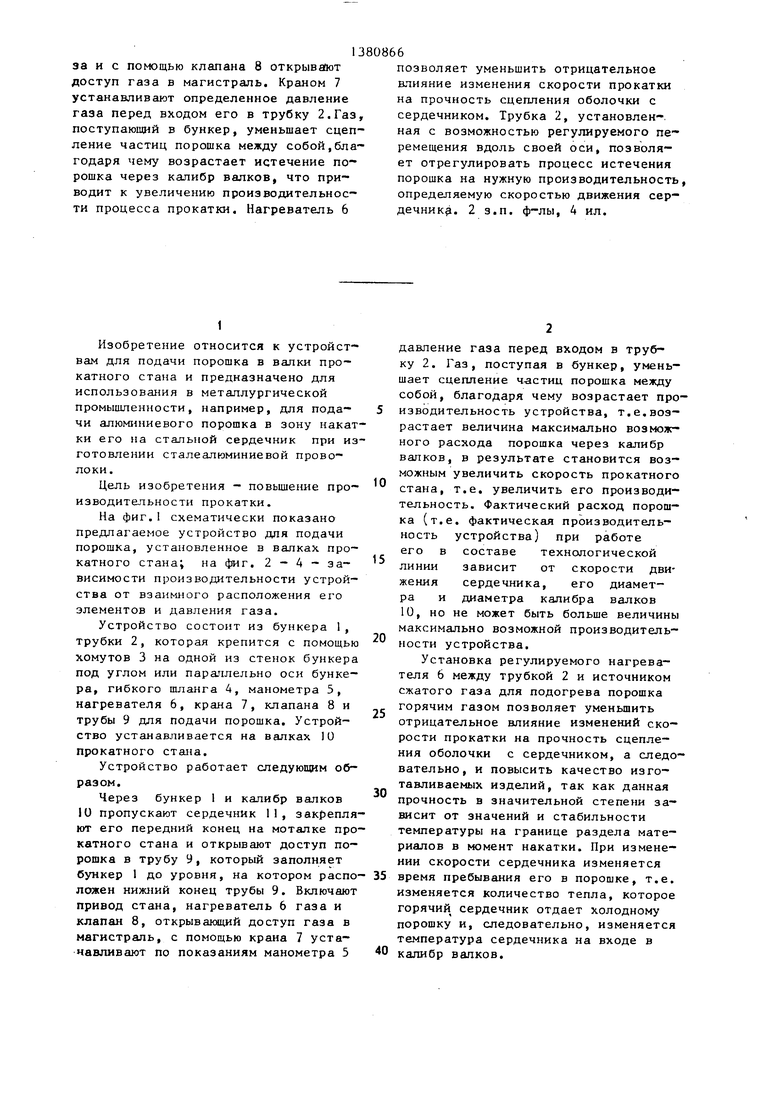
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1977 |
|
SU730472A1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1985 |
|
SU1331612A1 |
| Стан для прокатки порошка | 1978 |
|
SU732076A1 |
| Способ получения биметаллической ленты | 1983 |
|
SU1156852A1 |
| Устройство для получения многослойного проката | 1989 |
|
SU1650360A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1983 |
|
SU1196138A1 |
| Прокатный стан | 1985 |
|
SU1274785A1 |
| Прокатный стан | 1987 |
|
SU1424882A1 |

Изобретение относится к устройствам для подачи порошка в валки прокатного стана преимущественно при получении биметаллического изделия. Цель - повышение производительности прокатки. Через бункер 1 и калибр валков 10 пропускают стальной сердечник II, закрепляют его передний конец на моталке прокатного стана и через трубу У заполняют алюминиевым порошком бункер I. Далее включают привод стана, нагреватель 6 га- W 00 X) X) те Oboflotfta фи91
1
Изобретение относится к устройствам для подачи порошка в валки прокатного стана и предназначено для использования в металлургической промышленности, например, для подачи алюминиевого порошка в зону накатки его на стальной сердечник при изготовлении сталеалюминиевой проволоки.
Цель изобретения - повьш1ение производительности прокатки.
На фиг.1 схематически показано предлагаемое устройство для подачи порошка, установленное в валках про катного стана; на фиг. 2 - 4 - зависимости производительности устройства от взаимного расположения его элементов и давления газа.
Устройство состоит из бункера 1, трубки 2, которая крепится с помощью хомутов 3 на одной из стенок бункера под углом или параллельно оси бункера, гибкого шланга 4, манометра 5, нагревателя 6, крана 7, клапана 8 и трубы 9 для подачи порошка. Устройство устанавливается на валках 10 прокатного стана.
Устройство работает следующим образом.
Через бункер 1 и калибр валков 10 пропускают сердечник 11, закрепляют его передний конец на моталке прокатного стана и открывают доступ порошка в трубу 9, который заполняет бункер 1 до уровня, на котором расположен нижний конец трубы 9. Включают привод стана, нагреватель 6 газа и клапан 8, открывающий доступ газа в магистраль, с помощью крана 7 устанавливают по показаниям манометра 5
давление газа перед входом в трубку 2. Газ, поступая в бункер, уменьшает сцепление ч-астиц порошка между собой, благодаря чему возрастает производительность устройства, т.е.возрастает величина максимально возможного расхода порошка через калибр валков, в результате становится возможным увеличить скорость прокатного стана, т.е. увеличить его производительность. Фактический расход порошка (т.е. фактическая производительность устройства) при работе его в составе технологической линии зависит от скорости движения сердечника, его диаметра и диаметра калибра валков 10, но не может быть больше величины максимально возможной производительности устройства.
Установка регулируемого нагревателя 6 между трубкой 2 и источником сжатого газа для подогрева порошка горячим газом позволяет уменьшить отрицательное влияние изменений скорости прокатки на прочность сцепления оболочки с сердечником, а следовательно, и повысить качество изготавливаемых изделий, так как данная прочность в значительной степени зависит от значений и стабильности температуры на границе раздела материалов в момент накатки. При изменении скорости сердечника изменяется
время пребывания его в порошке, т.е. изменяется количество тепла, которое горячий сердечник отдает холодному порошку и, следовательно, изменяется температура сердечника на входе в
калибр валков.
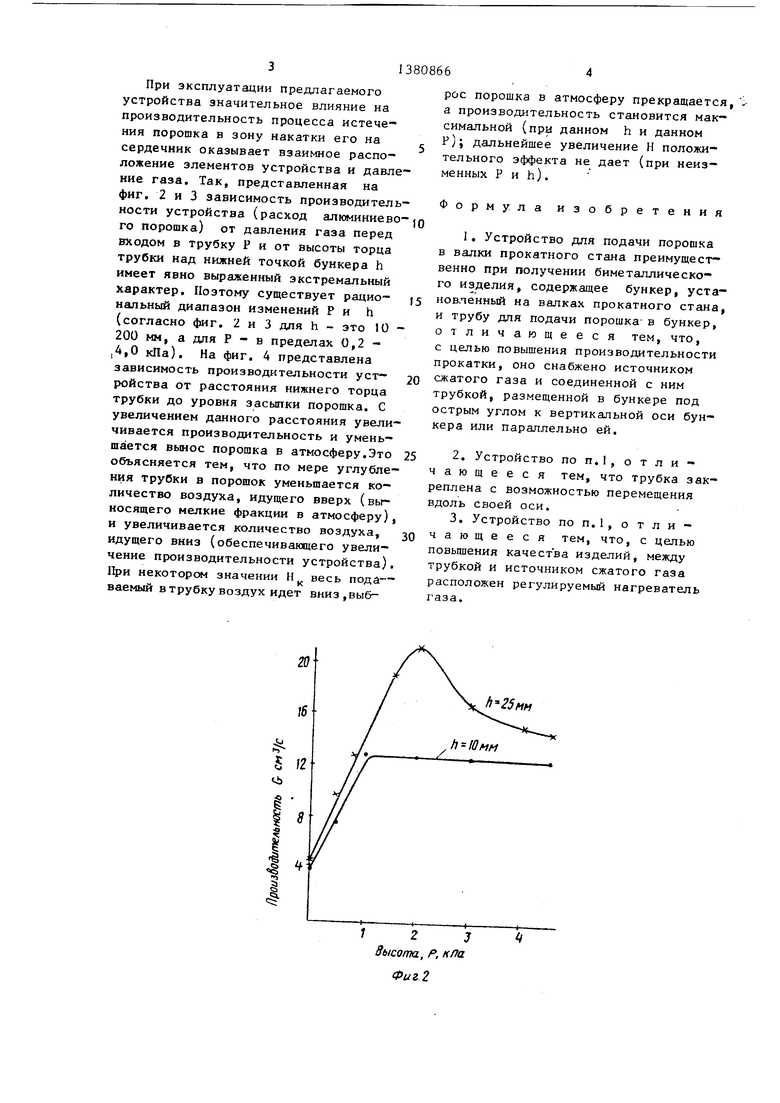
При эксплуатации предлагаемого устройства значительное влияние на производительность процесса истечения порошка в зону накатки его на сердечник оказывает взаимное расположение элементов устройства и давление газа. Так, представленная на фиг. 2 и 3 зависимость производительности устройства (расход алюминиевого порошка) от давления газа перед входом в трубку Р и от высоты торда трубки над нижней точкой бункера h имеет явно выраженный экстремальный характер. Поэтому существует радио- нальный диапазон изменений Р и h (согласно фиг. 2 и 3 для h - это 10 - 200 мм, а для Р - в пределах 0,2 - ,4,0 кПа). На фиг. 4 представлена зависимость производительности уст- ройства от расстояния нижнего торца трубки до уровня засыпки порошка. С увеличением данного расстояния увеличивается производительность и уменьшается вынос порошка в атмосферу.Это объясняется тем, что по мере углубления трубки в порошок уменьшается количество воздуха, идущего вверх (выносящего мелкие фракции в атмосферу), и увеличивается количество воздуха, идущего вниз (обеспечивающего увеличение производительности устройства). При некотором значении Н весь подаваемый в трубку воздух идет вниз,выброс порошка в атмосферу прекращается а производительность становится максимальной (при данном h и данном F); дальнейшее увеличение Н положительного эффекта не дает (при неизменных Р и h).
Формула изобретения
I. Устройство для подачи порошка в валки прокатного стана преимущественно при получении биметаллического изделия, содержащее бункер, установленный на валках прокатного стана и трубу для подачи порошка в бункер, отличающееся тем, что, с целью повышения производительности прокатки, оно снабжено источником сжатого газа и соединенной с ним трубкой, размещенной в бункере под острым углом к вертикальной оси бункера или параллельно ей.
/2J
Высота, Р, Kfla
Фиг 2
20
Jt
Ю
ч fZ
S
59 т ISO Высота, Л, пft ФиеЗ
4J
«ч
5 Ч/г
Ь
0.10.2
Расстояние, м,м
Фиг.
Ц
200
P ZKffa
07
| Пррошковая металлургия, 1970, № 6, с.17-24 | |||
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| fO | |||
