Изобретение относится, к устройствам для изготовления в заводски условиях ограждающих конструкций, например панелей покрытия и перекрытий с теплоизоляционным слоем. Известно устройство для непрерывного изготовления ограждающих конструкций, например теплоизоляционных плит, содержащее бункер с установлен ным в нем смесителем для перемешивания компонентов, приспособление для прокатки в виде транспортера и ме.ханизм резки 1. Недостатком указанного устрЪйства является то, что все исходные компоненты .подаются в один бункер и перемешиваются до образования однородной, массы с помощью установленного в бункере смесителя. Поэтому это устройство обеспечивает возможность формования только таких конструкций исходные компоненты которых не вступают между собой в химическую реакцию. Для изготовления ограждающих конструкций и облицовок из вспенивающихся полимерных материалов, образующихся в результате химической реакции между исходными компонентами используется устройство, содержащее последовательно установленные бункера для полимерного материала и заполнителя со смесителями и распределителями, приспособление для прокатки в виде транспортера с упорами и формующей лентой и механизм резки 2. Однако из-за недостаточной герметичности формующего пространства, обра-зованного формующей лентой и боковыми лентами, не обеспечивается равномерность структуры вспенивающегося полимерного материала и не выдерживаются заданные геометрические ра змеры формуемых конструкций. Целью изобретения является по вы- , шение качества формуемых конструкций. Эта цель достигается тем, что в, установке для изготовления ограждающих, конструкций, вк.лючающей последовательно установленные бункеры для полимерного материала и заполнителя со смесителями и распределителями, приспособление Для прокатки в виде транспортера с упорами и фор1 1ующей лентой и механизм резки, формующая лента снабжена ограничителями в виде уголков, установленных по ее краям, и эластичными элементами, примыкаиощими к внутренним сторонам уголков.
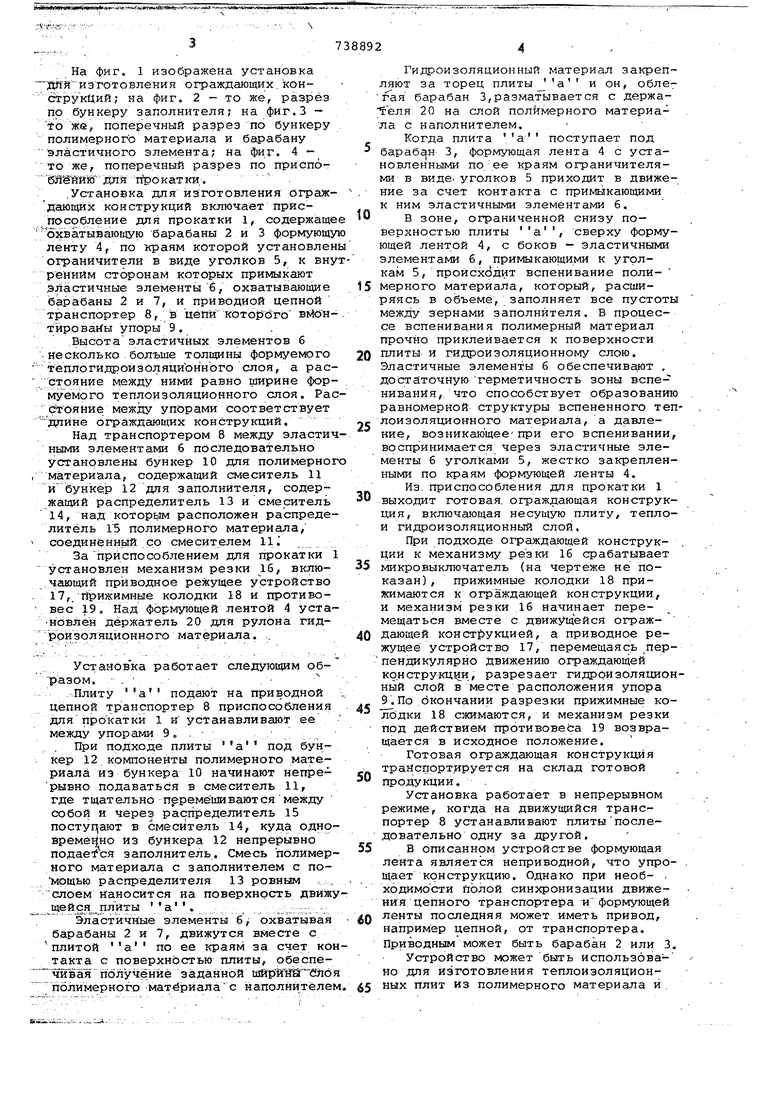
На фиг. 1 изображена установка
дПя изготовления ограждающих.конструкЦий; на фиг. 2 - то же, разрез по бункеру заполнителя на фиг.З - to же, поперечный разрез по бункеру . полимерного материала и барабану
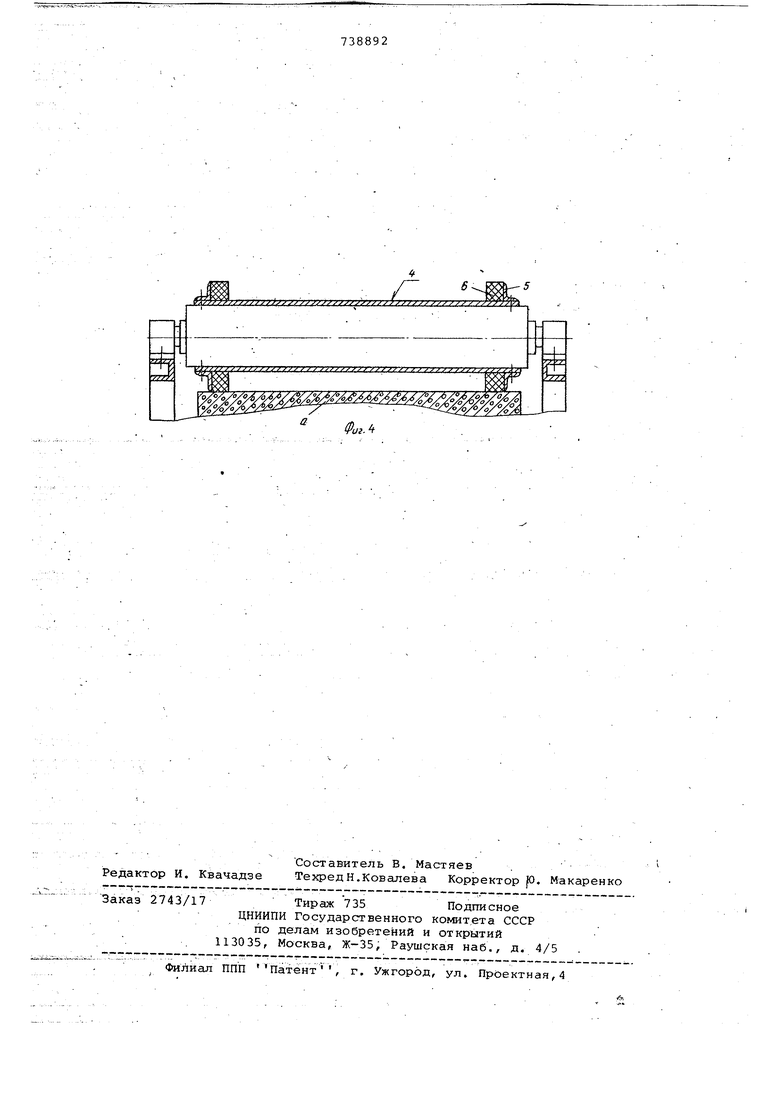
эластичного элемента; на фиг, 4 то же, поперечный разрез по приспоШШйй дан гфокатки.
.Установка для изготовления ограждающи X ко и стру кций в ключает при с посрбление для прокатки 1, содержащее
охватывающую барабаны 2 и 3 формующую ленту 4, по краям которой установлены ограничители в виде уголков 5, к внутренним сторонам которых примыкают .эластичные элементы б, охватывающие барабаны 2 и 7, и приводной цепной транспортер 8, в цепи кОтбрбго вМон-. тйроваКы упоры 9.
.Высотаэластичных элементов б
несколько больше толщины формуемого теплогидроиэоляциЬнного слоя, а расстояние между ними равно ширине формуемого теплоизоляционного слоя. Расйтояние между упорами соответствует
дпине ограждающих конструкций.
Над транспортером 8 между эластичными элементами б последовательно установлены бункер 10 для полимерногх) материала, содержащий смеситель 11 й бункер 12 для заполнителя, содержащий распределитель 13 и смеситель
14, над которым расположен распределитель 15 полимерного материала, соединенный со смесителем 11
Заприспособлением для прокатки 1 установлен механизм резки 16, включающий приводное режущее устройство 17, йрижимные колодки 18 и противовес 19. Над формующей лентой 4 установлен держатель 20 для рулона гидроизоляционного материала. .
Установка работает следующим образом, . . .. Плиту а подают на приводной цепной транспортер 8 приспособления . для прокатки 1 и устанавливают ее между упорами 9. . . . При подходе плиты а под бункер 12 компоненты полимерного материала иэ бункера 10 начинают непрерывно подаваться в смеситель 11, где тщательно перемешиваютсямежду собой и через распределитель 15 поступают в смеситель 14, куда однрBpeMeijHo из бункера 12 непрерывно подае1 я заполнитель. Смесь полимерного материала с заполнителем с помощью распределителя 13 ровным : . , слоем наносится на поверхность движу щейся плйты а . ..:,, ;:,. ..ivr.-/. :.%
Эластичные элементы б , охватывая барабаны 2 и 7, движутся вместе с плитой а по ее краям за счет контакта с поверхностью плиты, обеспечйзая получение заданибй шй й1Ш Ш1бя полимерного материалас наполнителем.
Гидроизоляционный материал закрепляют за торец плиты а и он, обле гая барабан 3,разматывается с держа епя 20 на слой полимерного материала с наполнителем.
Когда плита а поступает под барабс н 3, формующая лента 4 с установленными по ее краям ограничителями в виде- уголков 5 приходит в движение за счет контакта с примыкающими к ним эластичными элементами б.
В зоне, ограниченной снизу поверхностью плиты а, сверху формующей лентой 4, с боков - эластичнБгми элементами б, примыкающими к уголкам 5, пройсх(3дит вспенивание полиМерного материала, который, расширяясь в объеме, заполняет все пустоты между зернами заполнителя. В процессе вспенивания полимерный материал прочно приклеивается к поверхности плиты и гидроизоляционному слою. Эластичные элементы б обеспечивают , достаточную герметичность зоны вспенивания,, что способствует .образованию равномерной структуры вспененного теплоизоляционного материала, а давление, возникающеепри его вспенивании, воспринимается через эластичные элементы б уголками 5, жестко закрепленными по краям формующей ленты 4.
Из, приспособления для прокатки 1 выходит готовая, ограждающая конструкция, включающая несущую плиту, теплои гидроизоляционный слой.
При подходе ограждающей конструкции к механизму резки 16 срабатывает микровыключатель (на чертеже не показан) , прижимные колодки 18 прийсимаются к ограждающей конструкции, и механизм резки 16 начинает перемещаться вместе с движущейся ограждающей конструкцией, а приводное режущее устройство 17, перемещаяс.ь ,перпендикулярно движению ограждающей ко.нструкц 1и, разрезает гидроизоляционный слой в месте расположения упора 9.По .бкончании разрезки прижимные ко5лОдки 18 с;кимаются, и механизм резки под действием противовеЬа 19 возвращается в исходное положение.
Готовая ограждающая конструкция транспортируется на склад готовой продукции. .
Установка работает в непрерывном режиме, когда на движущийся транспортер 8 устанавливают плитыпоследовательно одну за другой,
В описанном устройстве формующая лента является неприводной, что упрощает конструкцию. Однако при необходимости полой синхронизации движения цепного транспортера -и; формующей ленты последняя может иметь привод, например цепной, от транспортера. Приводным может быть барабан 2 или 3.
Устройство может быть использовано для изготовления теплоизоляционных плит из полимерного материала и заполнителя (без несущей плиты). В этом случае вместо цепного трансг.. портера устанавливается приводМая формующая лента 4, но без ограничителей в виде уголков, причем ее длина должна быть не менее длины эластичных ограничителей 6. Кроме того, дополнительно устанавливается держатель для нижнего слоя гидроизоляцион ного материала, на который наносится слой полимерного материала с наполнителем. Формула изобретения Установка для изготовления ограждающих конструкций, включающая после довательно установленные бункеры . /е для полимерного материала и заполнителя со смесителями и распределителями, приспособление для прокатки в виде транспортера с упорами и формующей лентой имеханизм резки, о тлича{ощаяся тем, что, с целью повышения качества формуемых конструкций, формующая лекта снабжена ограничителякш в виде уголков, установленных по ее краям, и эластичными элементами, примыкающими к внутренним сторонам уголков. Источники информации, принятые во внимание при экспертизе 1.Патент Йпрнии 9243, кл. 20(3) В 2, опублик. 1961. 2.Патент Англии № 1193194, кл. В 5 А, опубл. 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Панель ограждения | 1977 |
|
SU661083A1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| Установка для нанесения теплоизоляционного покрытия на поверхность железобетонного изделия | 1973 |
|
SU682375A1 |
| Способ изготовления плиты покрытия | 1982 |
|
SU1129193A1 |
| СПОСОБ СТРОИТЕЛЬСТВА ЭНЕРГОЭФФЕКТИВНЫХ СООРУЖЕНИЙ И СИСТЕМА ПОДДЕРЖАНИЯ ТЕМПЕРАТУРЫ В СООРУЖЕНИИ | 2014 |
|
RU2602225C2 |
| Способ теплоизоляции и герметизации стыков заливочными пенопластами | 1982 |
|
SU1106881A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ | 1973 |
|
SU406742A1 |
| МОНОЛИТНАЯ КРОВЛЯ - ЗАЩИТНОЕ ПОКРЫТИЕ ЭКСПЛУАТАЦИОННОГО НАЗНАЧЕНИЯ | 2010 |
|
RU2441121C1 |
| Кровельное покрытие | 1979 |
|
SU823531A1 |
| Линия для изготовления жестких минераловатных плит | 1987 |
|
SU1395501A1 |