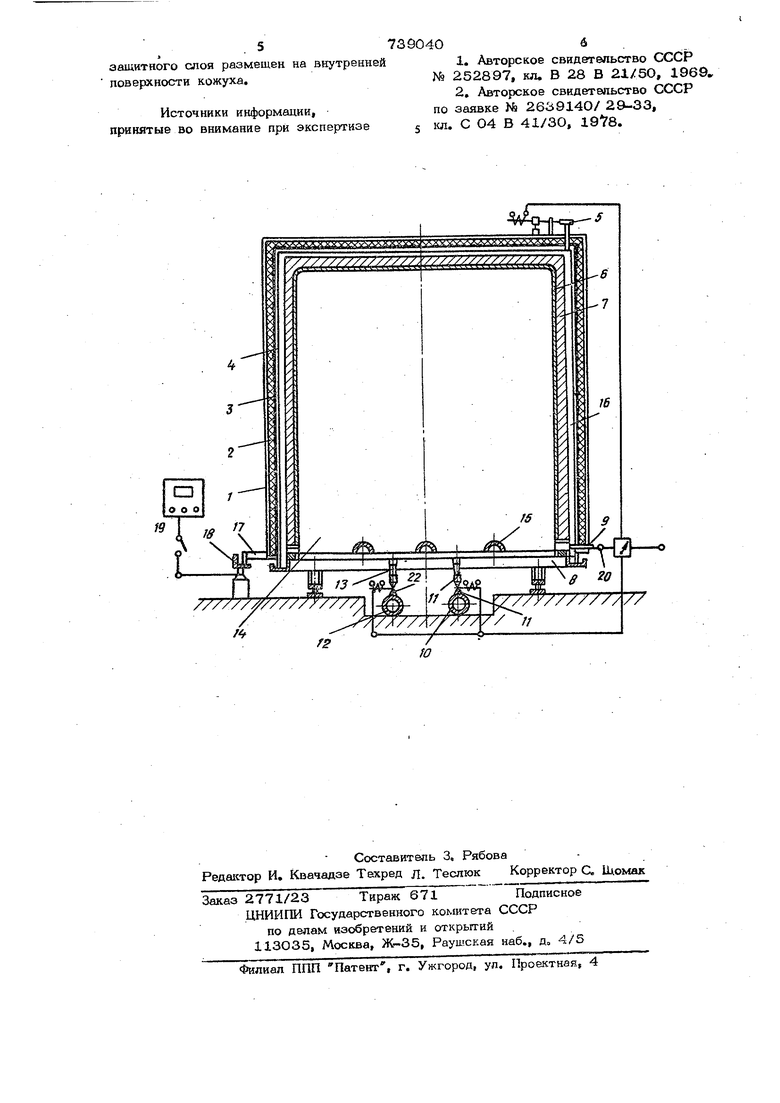
Устройство В1и1ючает жесткий металлический или пластиковый кожуж 1 типа колпак, на внурренией поверхности ко торого последовательно закреплены спок теплоизоляционного материала 2, нагре вательного элемента из греюшей углеграфитовой ткани 3 и защитного слоя 4, а на верхней плоскости установлен стравливающий клапан 5. Кожух 1 одевается на полый сердечник 6 с отформованным изделием 7 и фиксируйся на платформе тележки 8. Устройство имеет водяной или песчаный затвор- 9 для обеспечения герметичности между торцовой частью кожуха и платформой, паропровод Ю, гибкие шлан ги с соплом 11, трубопровод охланодающей воды 12 с Гибкими шлангами и распыпнтельным соплом 13, для подвода соответственно пара и воды во внутреннюю полость сердечника 14, В нижней части сердечника имеются. каналы 15 для сообщения внутренней полости сердечника с полостью между экраном и отформованным изделием 16, Устройство снабжено токосъемником 1.7, троллейем 18, источником электропитания 19, датчиком температуры 20, регуляторами подачи пара 21 и. подачи воды 22, Тепловой режим обработки железобетонных изделий из тяжелого бетона на предлагаемом устройстве предусматривается следующий; Время подогрева 1-1,5 часа при температуре 40-6О°С, скорости подъема тем пературы в зависимости от толщины изделия в час и влажности 40- 6О%, Изотермическую вьшержку осущес вляют при влйжности 1ОО% и температу ре GO-OS С, т.е« производят выдержку издеп,ия в среде чистого пара, Устройство работает следующим обра зом, Отформованное изделие 7, нап)эимер объемный железобетонный элементг расплалубливается и с сердечником б подается на линию тепловой обработки, где накрывается кожухом 1, который фиксируется на платформе талежк;а 8 в водяном затворе 9, При этом токосъемники 17 устанав- лива1О1-ся на тролл.еи 18 и подсоедигшют ся к источнику 19 электропитания. Включается электропитание и производится разогрев изделия с помо1ШэЮ на1ревательных элементов через защитный слой 4, клапан 5 открывается и образующийся в полости 16 между кол naKoivE и издедне я пар стравливается в атмосферу для подаэр;ка1мя относительной влажности в попости . дновременно .с этим через сопла 11, установленные на-паропроводе 10 Б полость сердечника подается пар. После достиже1:ия в полости сврдечнигка 14 и полости между колпаком и изде- лиам 16 Температуры 951 от датчика температуры 20 поступает сигнал, клапан 5 закрывается, нагрэвательные элементы отключаются и пар из полости сердечника 14 через каналы 15 поступает в полость между колпаком и изде- лием 16г, Одновременно по мере заполнения паром полости 16 воздух по этим же каналам. вытесЕяетс51-в атмосферу (так как удельный вес пара меньше удачьного веса воздуха), обеспечивая влажность среды в полости 100%. Регулировка подачи пара производится регулятором 21 по сигналу датчика 20 температуры. По око11чании тепловой обработки подача пара прекращаетсяц включается регулятор 22 подачи воды и через сопла 13, згстеновл.енные на трубопроводе 14 в полость сердечника подается вода Одновреме51нс с этим колпак снимается и переставляется на сердечник со свежеотформованным изделием. По окончагщи процесса охлаждения изделие снимается, а сердечник 6 подается на пинию подготовки .ОЛЯ ЧИСТКЯг смазкИ} установки арматуры, а затем в формовочн то установку. Применение предложенного устройства позволяет оптимизировать процесс тепло- злажностной обработки к павыск-ть качество МчЗдепийв Устройство возможно использовать на конвейермой линии,. Фор JNi у л а к: з о б о в т и н к я Устройство для тегшовпажкостной обработки бетонных и железобетонных объемных элементов, содержащее термоизолированЕый кожрт,, установпентагй над полым сердечником, с изделием, причем полость между изделием и кожухом сообщена с попостью сердечника, трубопровод для подачн пара внртрь сердечника и электронагрзватйш,: о т л к ч а ющ е е с я TEMj что, с цепью оптикетза- ции режима термообработки, электронагреватель из углег-рафнтовой ткани и
защитного слоя размещен на внутренней поверхности кожуха.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 252897, кл, В 28 В 21/50, 1969,
2,Авторское свидетельство СССР по заявке N9 263914О/ 29-33,
1Ш. С 04 В 41/ЗО, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ПОЛЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU403650A1 |
| Устройство для тепловой обработки железобетонных труб | 1975 |
|
SU557082A1 |
| Устройство автоматического управления термовлажностной обработкой лицевых бетонных изделий | 2016 |
|
RU2606522C1 |
| Карусельно-конвейерная установка для изготовления железобетонных колец | 1981 |
|
SU992190A1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2111191C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧЕЙ БЕТОННОЙ СМЕСИ | 1992 |
|
RU2024393C1 |
| Система управления процессом тепловой обработки изделий | 1982 |
|
SU1033485A1 |
| Устройство для тепловой обработки железобетонных конструкций и изделий | 1989 |
|
SU1689079A1 |
| Пропарочная камера | 1988 |
|
SU1600956A1 |
| Установка для термообработки бетонных и железобетонных изделий | 1978 |
|
SU734170A1 |
4
3
