(54) ФОРМОВОЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2022685C1 |
| Встряхивающая формовочная машина для изготовления литейных форм | 1976 |
|
SU727320A1 |
| ВСТРЯХИВАЮЩЕ-ПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2030952C1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Прессово-встряхивающая формовочная машина | 1983 |
|
SU1106577A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Встряхивающая формовочная машина | 1989 |
|
SU1708494A1 |
| Встряхивающая формовочная машина для изготовления литейных форм | 1977 |
|
SU632469A1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
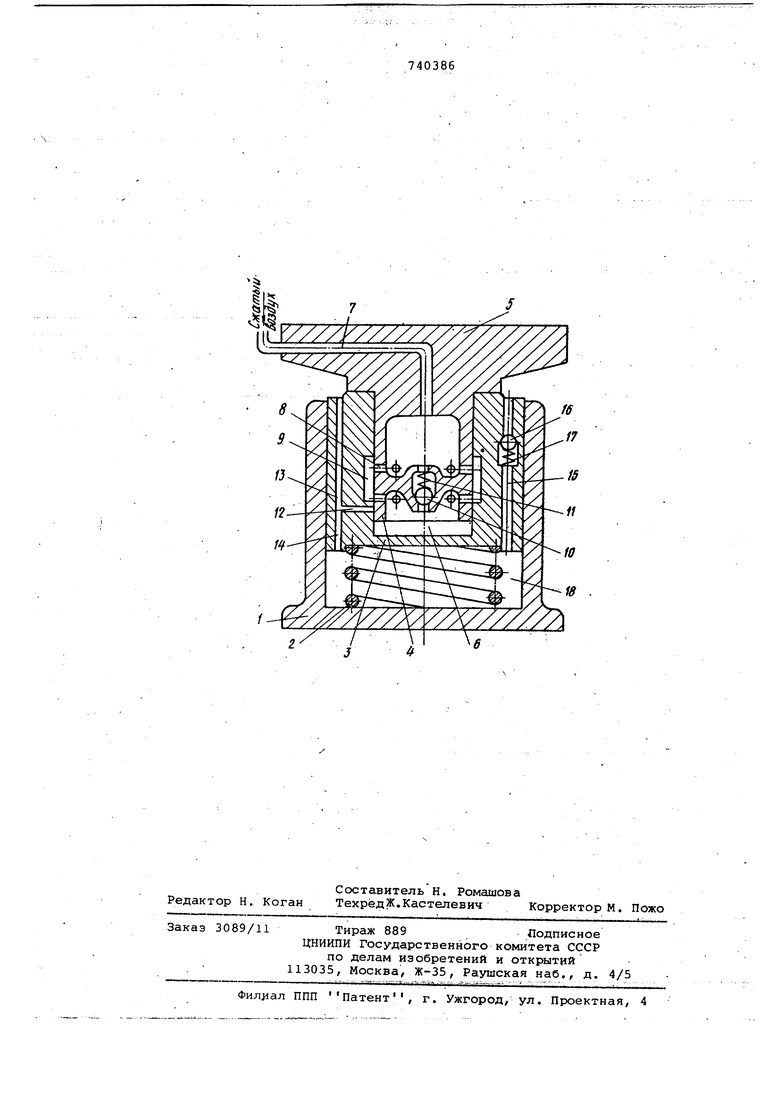
Изобретение относится к .литейному .производству, в частности к конструкциям встряхивающих формовочйых машин Известна формовочная машина для. изготовления форм, содержащая стани ну, рабочий стол с полым хвостовиком имеющий днище и расположенный в полости подпружиненного ударника, и систему впускных и выхлопных отверстий I. В зависимости от величины нагрузки на рабочий встряхивающий стол (вес опоки, модельной оснастки, формовочной смеси и т.д.), или иначе от встряхиваемой массы, изменяются параметры дэиже«ия стола послеего соударения с ударником, что приводит к нестабильности процесса формообразования. С целью устранения указанного недостатка предлагаемая формовочная машина снабжена обратными клапанами, установленными в днище хвостовика ра бочего стола и в выхлопном отверстии На чертеже схематично изображена описываемая машина в разрезе. Формовочная машина содержит стани ну 1 с внутренней цилиндрической по.верхностью. В станине по посадке дви жения размещен на пружине. 2 ударник.. 3. Внутренняя цилиндрическая полость. ударника 3 является цилиндром встряхивающего поршня 4, выполненного воедино с рабочим столом 5.. Встряхивайщий поршень 4 и полость ударника 3 образуют поршневую полость 6. Для подачи сжатого воздуха в поршневую по- . лесть 6 предусмотрен канал 7 в столе, два ряда радиальных каналов 8 во встряхивающем поршне, кольцевая проточка 9 в ударнике и обратный клапан состоящий из шара 10 и пружин 11. Для обеспечения выхлопа отработанного сжатого воздуха предусмотрены радиальные каналы 12, осевые каналь 13 и 14 нерегулируемой выхлопной системы, а также канал 15 с обратным клапаном, состоящим из шара 16 и пружины 17 - регулируемой выхлопной смете-, мы. Формовочная машина работает следующим образом. С подачей сжатого воздуха в канал 7 рабочего стола 5 воздух устремляется через каналы 8 и кольцевую проточку 9 в поршневую полость 6. При этом шар 10 обратного клапана запирает канал дополнительной подачи сжатого воздуха в пораневую полость 6. Под действием давления сжатого воздуха встряхивающий поршень 4 начйнает двигаться вверх, а ударник 3 вниз. При движении вниз ударника пру жина 2бжийаётся и приобретает соответствующую потенциальную энергию. Когда встряхивающий поршен 4 в своем движении вверх достигает положения, при котором верхний ряд каналов 8 выходит за пределы кольцевой проточки 9, превращается подача сжатого воздуха в поршневую полость 6, однако рабочий стол и ударник продол жают движение по инерции до тех пор, Пока не откроются каналы 12 Системы выхлопа otpa6oTaHHoro сжатого воздуха. Через открывшиеся каналы 12 сжатый воздух из поршневой полости б ус тремп яе тс я п о к аналам 13 на выхлоп и по каналам 14 в полость 18 станины под ударник. При этом шар 16, поджатйй пружиной 17, не пропускает сжатый воздух по каналу 15 на выхлоп, В результате падения давления в поршневой полости б рабочий стол 4 начинает движение вниз, а ударни1к под действием пружины 2 и. давления выхлопного воздуха, поступающего под ударник по каналу 14, подбрасывается вверх. Происходит встречное движение рабочего стола и ударника. При встречном движении встряхиваю щий поршень 4 вначале перекрывает вы хлопные каналы 12, потом открывает каналы 8 подачи сжатого воздуха, однако движение продолжается по инер- . ции, вплоть до момента соударения. Происхо-дит соударение рабочего, стола и ударника. От удара и упругой дефор мации поверхностей открываются обрат ные клапаны встряхивающего пориня и ударника; шар 10 перемещается вверх, шар 16 - вниз. Еще до момента соударения сжатый воздух начинает поступать в поршневую полость б, а в полости 18 станины под ударником происходит падение давления выхлопного воздуха. При соударении и срабатывании обратных кла панов происходит дополнительный -впус сжатого воздуха в поршневую полость 6 и интенсифицируется выхлоп отработанного сжатого воздуха из полости 18 станины под ударником. Начинается очередной цикл возвратно-поступательного движения. Встряхивающий стол интенсивно подбрасывается вверх, а ударник вниз. Процесс интенсифицируется за счет увеличенной подачи сжатрго воздуха в поршневую полость и ускоренного выхлопа из полости станины под ударником. Скорость, приобретаемая шарами 10 и 16 при соударении стола и ударника, зависит от массы стола, или иначе от нагрузки на стол. Чем больше нагрузка, тем выше скорость шаров и тем интенсивнее происходит дополнительная подача сжатого воздуха и выхлоп. Таким образом обеспечивается автоматическое регулирование процесса формообразования в зависимости от нагрузки на встряхивающий стол и синхронное движение стола и находящейся на нем формовочной оснастки. Формула изобретения Формовочная машина для изготовления преимущественно литейных форм, содержащая станину, рабочий стол с полымхвостовиком, имеющий днище и расположенный в полости подпружиненного ударника, и систему впускных и выклопных отверстий, выполненных в рабочем столе и ударнике, о т л и чающаяс я тем., что, с целью сохранения стабильности процесса форообразования при изменении нагрузки на рабочий стол, она снабжена обатными клапанами, установленными в нище хвостовика рабочего стола и в ыхлопном отверстии. Источники информации, . принятые во внимание при экспертизе 1. Патент Японии № 48-29015, кл. 11 А2 32, 1973.
