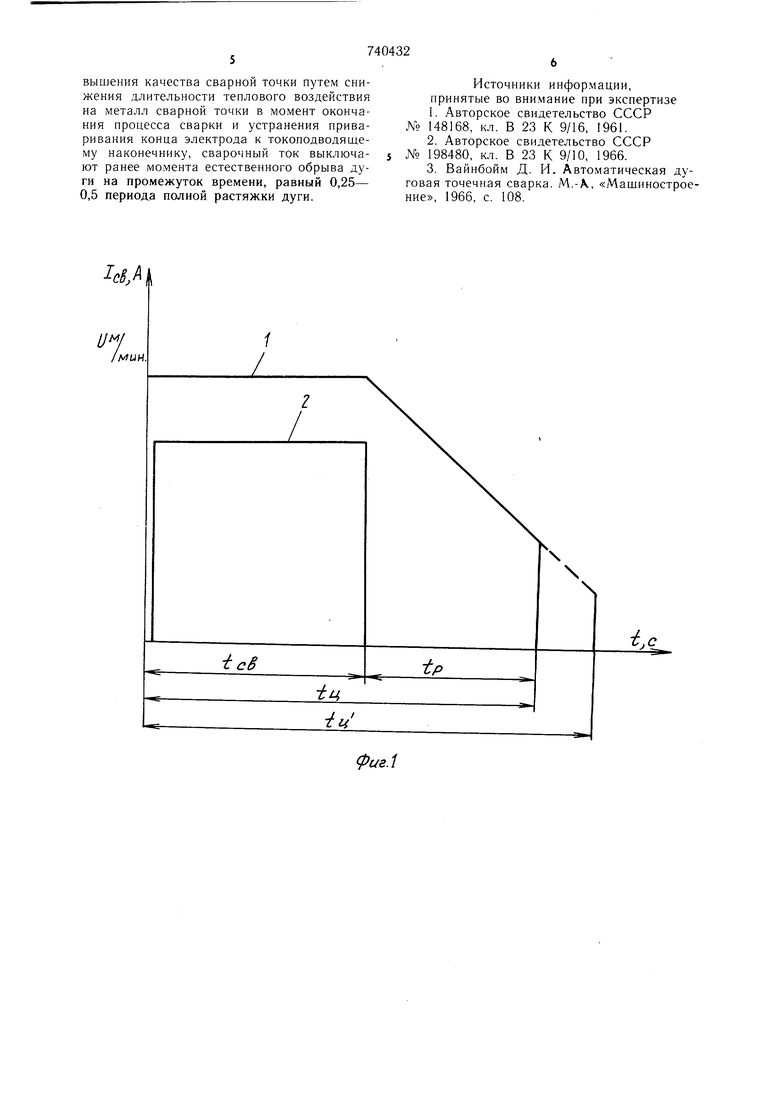
Изобретение относится к дуговой сварке в защитных газах и может быть использовано при точечной сварке алюминиевых сплавов в различных отраслях машиностроения (авиастроении, транспортном и химическом машиностроении), а также при изготовлении строительных конструкций из алюминиевых сплавов. Известен способ дуговой точечной сварки неплавящимся электродом с дополнительной подачей присадочного металла 1 . При этом способе процесс сварки выполянется неплавящимся электродом путем подачи двух различных по величине импульсов сварочного тока с Введением в зону сварки во время второго импульса присадочной проволоки. Использование неплавящегося электрода, необходимость введения присадочной проволоки, применение двухимпульсной подачи сварочного тока сильно осложняет сам процесс, затрудняет подбор сварочных режимов. Это применимо только для материалов малой толщины. Кроме того, удлиняется в целом время сварочного цикла, что в свою очередь связано с увеличением деформации конструкции и снижением производительности. Известен способ сварки дуговой точечной сварки, реализованный в устройстве, при котором заварку кратера сварной точки выполняют за счет растяжки дуги, получаемой при реверсе электрода 2. Однако при таком способе необходимо использовать довольно сложные устройства, имеющие в своей конструкции блок реверса электрода. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ дуговой точечной сварки плавящимся электродом, при котором в конце цикла сварки прекращают подачу плавящегося электрода, а заварку кратера ведут за счет оплавления неподвижного плавящегося электрода в условиях естественной растяжки дуги 3. Недостатки такого способа: неудовлетворительноеформирование электрозаклепок в связи с длительным тепловым воздействием на металл точек в момент окончания процесса сварки и кристаллизации металла; оплавление электрода до полного затухания дуги за счет естественной растяжки ее связано с частым привариванием конца электрода к токоведущему наконечнику. Цель изобретения - повышение качества сварной точки путем снижения длительности теплового воздействия на металл сварной точки в момент окончания процесса сварки и устранения приваривания конца электрода к токоподводящему наконечнику. Это достигается тем, что в описываемом способе дуговой точечной сварки плавящимся электродом, при котором в конце цикла сварки прекращают подачу плавящегося электрода, а заварку кратера ведут за счет оплавления неподвижного плавящегося электрода в условиях естественной растяжки дуги, сварочный ток выключают ранее момента естественного обрыва дуги на промежуток времени, равный 0,25-0,5 периода полной растяжки дуги. На фиг. 1 приведена циклограмма свар1 - график сварочного тока в течение цикла сварки; 2 - график подачи плавящегося электрода в течение цикла сварки; на фиг. 2 - заключительная часть цикла сварки. При подаче плавящегося электрода в зону сварочной дуги происходит расплавление свариваемых элементов и формирование сварочной точки. Регулированием tea, получают проплавление требуемой величины. После окончания tee подачу плавящегося электрода прекращают. Дуговой процесс начинает естественно затухать, во время которого продолжается сварка за счет оплавления неподвижного плавящегося электрода при токе в цепи, при этом дуга по длине растягивается, т.е. начинается период tp - время естественной растяжки. Естественное увеличение длины дуги сопровождается плавным увеличением напряжения на дуге и уменьщением тока дуги, при этом происходит заварка кратера и окончательное формирование усиле.ния сварной точки за счет оплавления неподвижного плавящегося электрода. Время растяжки дуги прекращается ранее момента ее естественного затухания на промежуток времени равный 0,25-0,5 периода полной растяжки дуги. Режим приварки токами листа к уголку (алюминиевый сплав).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ дуговой точечной сварки в защитных газах | 1961 |
|
SU148168A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| Способ дуговой точечной сварки | 1983 |
|
SU1437173A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
26
1 + 4
Допускаемый зазор между сваривае.мыми элементами не более 0,2 мм.
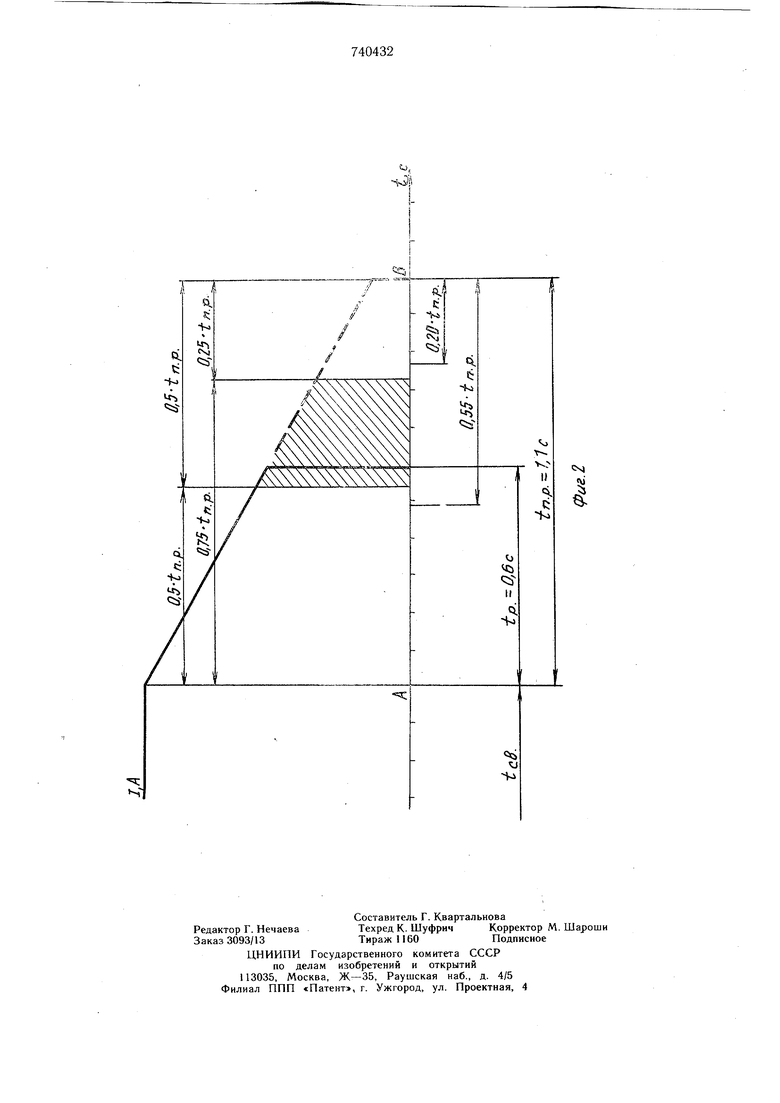
На фиг. 2 показано изменение сварочного тока за период растяжки дуги и введены обозначения:
tp.f).- период полной растяжки дуги (в данном случае tn.p. 1,1с, что может быть получено только при удлиненном вылете плавящегося электрода); tp.- период растяжки дуги (в данном
случае tp. 0,6с);
А - точка прекращения подачи плавящегося электрода;
В - точка естественного окончания дугового процесса, защтрихованная область - интервал оптимальных режимов сварки.
Соотношения (0,25-0,5).tt,p, (при отсчете интервала времени от момента естественного окончания дугового процесса) выбраны на основании экспериментальной проверки способа. При изменении соотношения
0,6
7,2
300
0,9
теряются преимущества способа. Так, при
отношении 0,55.t п.р. усиление сварной точки имеет незаплавленный кратер и рыхлоты, а при отношении 0,20.tnf. происходит прива ривание проволоки к мундштуку электрозаклепочника.
Предлагаемый способ позволяет повысить качество точечных соединений на алюминиевых сплавах, уменьшить вспомогательное время и тем самым повысить производительность процесса сварки, упростить технологию.
Формула изобретения
Способ дуговой точечной сварки плавящимся электродом, при котором в конце цикла сварки прекращают подачу плавящегося электрода, а заварку кратера ведут за счет оплавления неподвижного плавящегося электрода в условиях естественной растяжки дуги, отличающийся тем, что, с целью повышения качества сварной точки путем снижения длительности теплового воздействия на металл сварной точки в момент окончания процесса сварки и устранения приваривания конца электрода к токоподводящему наконечнику, сварочный ток выключают ранее момента естественного обрыва дуги на промежуток времени, равный 0,25- 0,5 периода полной растяжки дуги.
Источники информации, принятые во внимание при экспертизе
.
