Изобретение относится к сварке, в час ности, к зажимным устройствам для крепл ния переносных сварочных автоматов, пред назначенных преимущественно для сварки неповоротных стыков труб большого диаметра, и может быть применено при соору жении магистральных трубопроводов, изготовлении резервуаров. Известно зажимное устройство, снабже ное хшуплечим рычагом, упругим толкателем, клвнопружинным фиксатором и двумя направляющими, причем двуплечий рычаг шариирно закреплен На корпусе. Одно, его плечо подвижно соединено с винтом, а другое кинематически связано с упругим толкателем, установленным. на одном вз откидных .сегментов, который соединен с двумя откидными сегментами с помощью кливопружинного фиксатора и двух напра& ляющих, при этом. свободные концы сегме тон подпружинены, а гайка выполнена с многозажимной резьбой и жестко соедвнева с корпусом {i . Данное устройство обладает быстродействием, удобно в эксплуатации, но поможет быть применено при сварке труб большого диаметра, где требуется достаточно большое зажимное усилие получение которого в даннсж случае возможно, только за счет увеличения одного из плеч двуплечего рычага, что влечет за собой резкое увеличение габаритов устройства, а следовательно, и веса. Известно также зажимное устройство для крепления переносных сварочных автоматов, предназначенных, преимуществ венно, для сварки неповоротных стыков труб большого диаметра, содержащее С-об разный корпус, установленные в нем рьзьбовс хвостовик с гайкой, взанмопвйс- вующий с зажимной штангой, имеющей консольный прижт«1 |j2. Однако такое устройство не может быть применено при сварке труб сравнительно большого диаметра невозможности обеспечить большой крутящий на резьбовой хвостовик для полз чения Достаточного, усилия зажима.
Целью изобретения является повышение усилия зажима и улучшение обслуживания,
Для этого устройство снабжено муфтой с упругим элементом,установленной с воз- можностыо взаимодействия yrtpyroro элемента с торцовыми поверхностями резьбового хвостовика и зажимной штанги, а контактная поверхность консольного прижима выполнена скошенной.
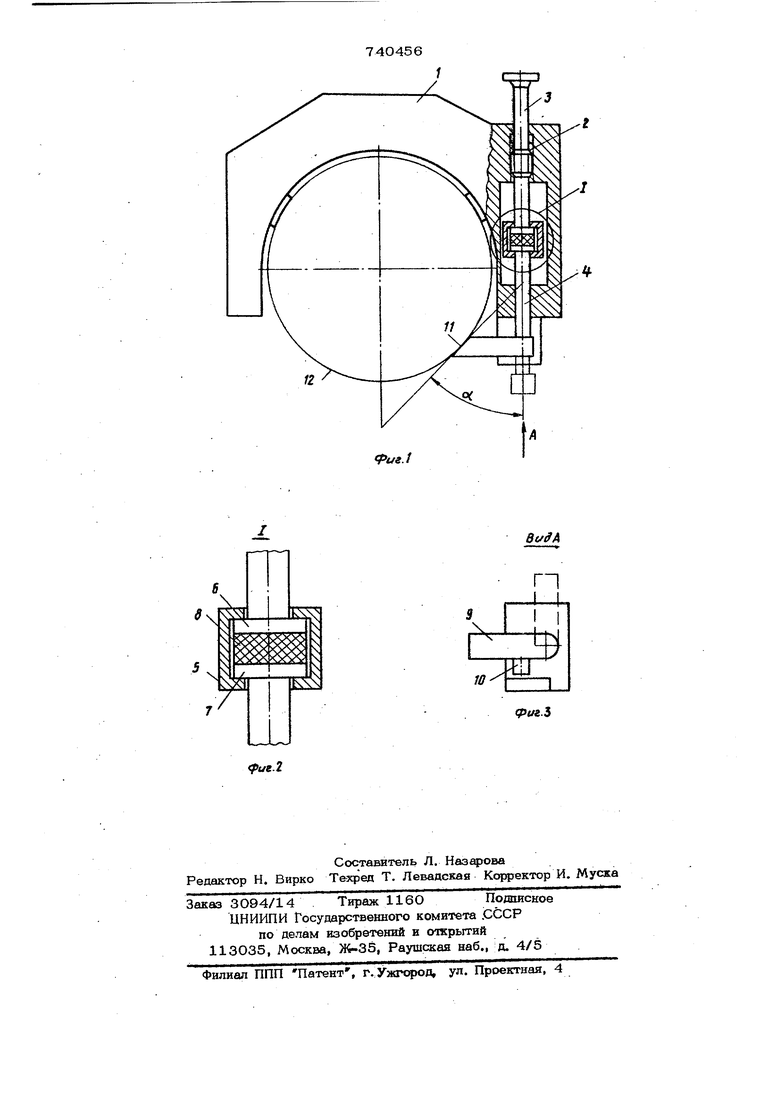
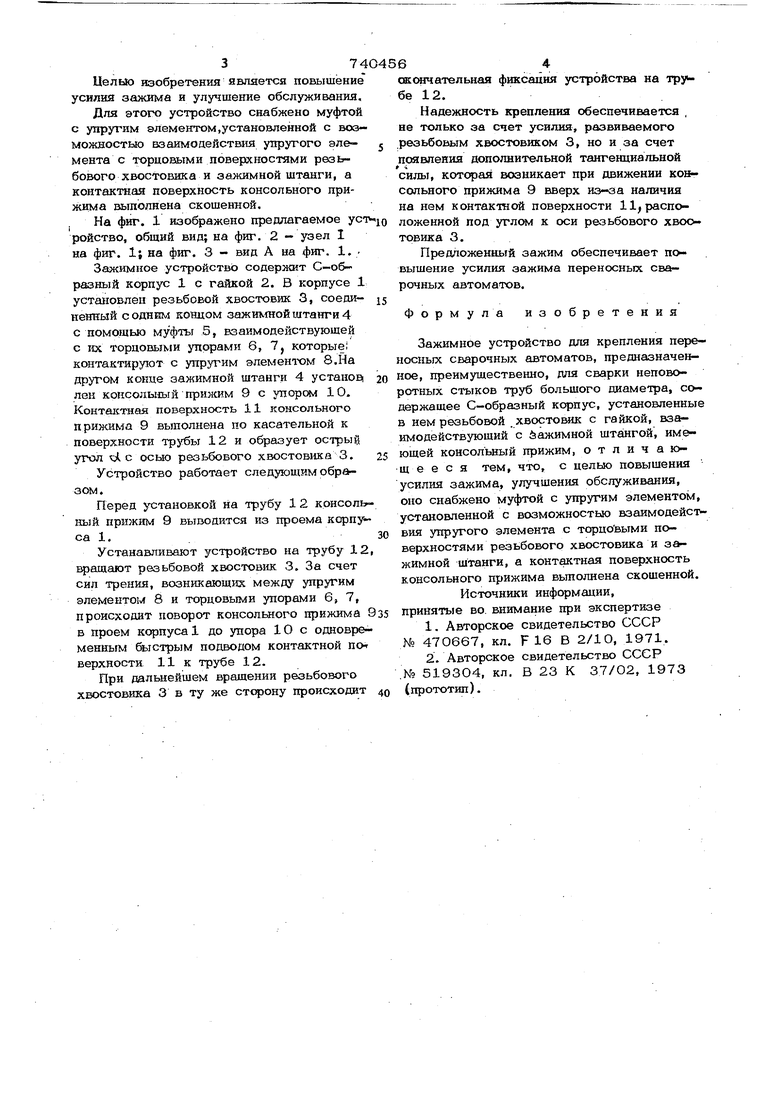
На фиг. 1 изображено предлагаемое ycT ройство, общий вид; на фиг, 2 - узел 1 на фиг. 1; на фиг. 3 - вид А на фиг. 1. .
Зажимное устройство содержит С-образный корпус 1 с гайкой 2. В корпусе 1 установлен резьбовой хвостовик 3, соединенный с одним концом зажимной штанги 4 с помощью муфты 5, взаимодействующей с их тордовыми агорами 6, 7, которые; контактируют с упругим элеменаюм 8.На другом конце зажимной штанги 4 установ: лен консольный прилшм 9 с упором 10. Контшстная поверхность 11 консольного прижима 9 выполнена по касательной к поверхности 12 и образует острый угол Ыс осью резьбового хвостовика 3.
Устройство работает следующим обр&аом.
Перед установкой на трубу 1 2 консольный прижим 9 выводится из проема корпуса 1.
Устанавливают устройство на трубу 12 вращают резьбовой хвостовик 3. За счет сил трения, возникающих между упругим элементом 8 и торцовыми упорами 6, 7, происходит поворот консольного прижима 9 в проем корпуса 1 до упора 10с одновременным быстрым подводом контактной по верхности 11 к трубе 12.
При дальнейшем вращении резьбового хвостовика 3 в ту же сторону происходит
сБОНчательная фиксация устройства на тру бе 12.
Надежность крепления обеспечивается не только за счет усилия, развиваемого резьбовым хвостовиком 3, но и за счет появления дополнительной тангенциальной силы, которая возникает при движении консольного прижима 9 вверх из-за наличия на нем контактной поверхности 11, расположенной под углом к оси резьбового хвостовика 3.
Предложенный зажим обеспечивает повышение усилия зажима переносных сва рочных автоматов.
Формула изобретения
Зажимное устройство для крепления переносных сварочных автоматов, предназначенное, преимущественно, для сварки неповоротных стыков труб большого диаметра, содержащее С-образный корпус, установленны в нем резьбовой . хвостовик с гайкой, взаимодействующий с йажимной штангой, имеющей консольный прижим, о т л и ч а ющ е е с я тем, что, с целью повышения усилия зажима, улучшения обслуживания, оно снабжено муфтой с упругим элементом установленной с возможностью взаимодействия упругого элемента с торцовыми поверхностями резьбового хвостовика и з&жимной штанги, а контактная поверхность консольного прижима выполнена скошенной.
Источники информации, принятые во. внимание при экспертизе
1.Авторское свидетельство СССР № 470667, кл. F 16 В 2/1О, 1971.
2.Авторское свидетельство СССР
,№ 519304, кл, В 23 К 37/02, 1973 (прототип).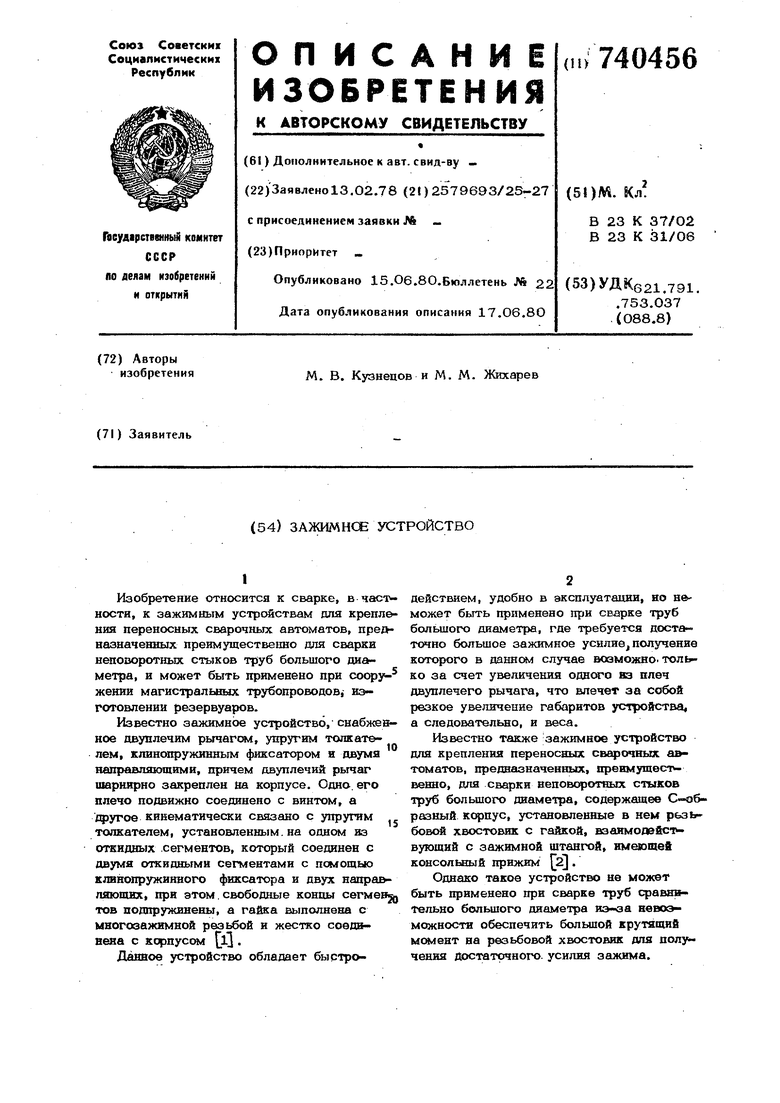
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1981 |
|
SU1058752A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Механизм зажима устройства для сварки кольцевых стыков труб | 1983 |
|
SU1098161A1 |
| Зажимное устройство | 1984 |
|
SU1222475A1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU745622A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для сварки неповоротных стыков труб | 1973 |
|
SU519304A1 |