(54) АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU763053A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1016121A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU747663A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сварки неповоротных стыков труб | 1976 |
|
SU648365A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Устройство для автоматической сварки круговых швов | 1986 |
|
SU1374632A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1305987A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU812481A1 |

1
Изобретение относится к области , сварки, в частности к автоматам для сварки неповоротных стыков труб, и может быть использовано при монтаже технологических и заводских трубопроводов, в энергетической и других отраслях промышленности.
Известен автомат типа ОДА для сварки неповоротных стыков труб вольфрамовым электрдом в монтажных условиях, содержащий корпус, планшайбу, основной подшипник, выполненный на элементах скольжения, токогазоподвод и горелку 1 .
Токогазоподвод выполнен в виде резинового кабеля и, когда горелка перемещается, он движется за ней и наматывается на трубу. Это создает неудобство в эксплуатации, так как за процессом наматывания надо сле-г дитй, чтобы токогазоподвод не попал на горячие участки или не перекрутился. Кроме того, шланг токогазоподвода облучается светом дуги, мнотократно перегибается, вследствие чего быстро разрушается. Долговечность шлангового токогазоподвода исчисляется несколькими десятками часов.
Известен также автомат для сварки неповоротных стыков труб преимущественно диаметром до 219 мм, наиболее близкий к изобретению по технической сущности и достигаемому результату, содержащий планшайбу, ,, установленную в корпусе на подшипниках, служащих токоподводом, газоподвод, и сварочную горелку 2.
Элементы подишпника скольжения в этом автомате выполняют функции
10 токоподвода. Работу этого автомата характеризует низкая долговечность (несколько десятков часов) из-за механического износа, так как по пути прохождения тока не должно быть
15 зазора/ следовательно элементы подашп. ника скольжения работают в тяжелых условиях. Кроме того, происходит электроэрозия трущихся поверхностей подшипника скольжения, .это также
20 увеличивает степень износа во времени.
/
Целью изобретения является повышение долговечности и уменьшение га25 баритов автомата.
Для этого автомат снабжен кольцом П-образного сечения, вмонтированным в корпус и планшайбу, и осями, жестко закрепленными на корпусе, в кольцевой
планшайбой расположены несущие планшайбу шарикоподшипники, наружные кольца которых вмонтированы в планшайбу, а внутренние установлены на упомянутых осях, причем кольцевая полость сообщается с,каналами газоподвода и сварочной горелки.
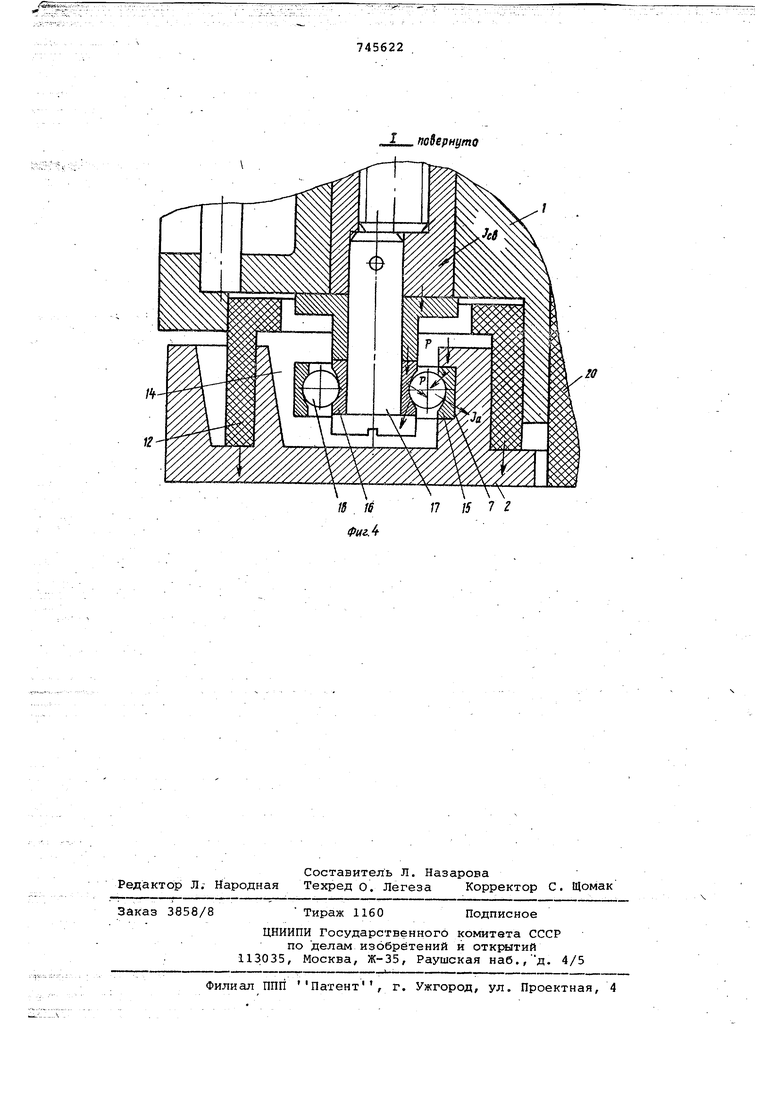
На фиг. 1 представлен автомат, общий видг на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. на фиг.4 - узел 1 на фиг.2 и схема действия сил, регулирующих зазор прохождения сварочного тока (е.в сварочный ток Jo. протекающий ток)
Автомат состоит из корпуса 1 и установленной на нем планшайбы 2, Лзйполненной из половин 3 и 4. На половине 3 планшайбы 2 установлена горелка 5. Планшайба 2 соединена с корпусом 1 посредством нескольких шарикоподшипников б (И6 менее трех на каждую половину),под которые выполнена цилиндрическая проточка 7 К корпусу подведен токогазоподвод 8 и расположен зажимно й механизм 9.
В корпусе 1 выполнена проточка 10, а в планшайбе 2-ответная проточка 11. В проточки 10 и 11 вставлено кольцо 12 П-образного сечения, выполненное из неметаллических йэойя цйоннйх материалов типа %тёкл :$текстолит, фторопласт или генитакс. П-образное кольцо 12 прижато к внутренне торцовой поверхности планшайбы 2 пружинами 13 и установлено так, что образует с планшайбой 2 кольцевую полость 14. . .. ; , ,
в кольцевой полости 14 установлены подшипники 6, наружные кольца 15 Штррых вмонтированы в планшайбу 2, а внутренние 16 ycTaHdBjieHH на оси 17, жестко закреплённой в корпусе 1. Между кольцами 15 и 16 расположены шарики 18. Полость 14 соединена системой отверстий 19 с токогазоподводом 8 и горелкой 5. Токоведущие части корпуса 1 изолированы от трубы изолятором 20. Так как пружины 13 поджимают кольцо 12 к торцу планшайбы 2, последняя за счёт цилиндрической проточки 7 передает усилие Р на наружные кольца 15 подшипников 6, . Которые своими канавками смещают шарики 18 на величину собственного зазора к противоположной стенке канавки внутреннего кольца 16. Образуется беззазорная цепь м;еталлических элементов.
Автомат работает следующим образо При вра1це:нии пл аншайбы 2 от привода сварочный ток.Jgg и газовый поток поступают от аппаратного шкафа к корпусу 1 автомата. Газ через систему отверстий 19 поступает в газовую кольцевую,полость 14 и далее - в го745622
релку 5. Сварочный ток jeg поступает на корпус 1 и далее - на внутренние кольца 16 шарикопЬдшипников 6.
Благодаря зазорному соединению кольцо 16 - шари}си 18 - кольцо 15 планшайба 2 ток j поступает на обе половины 3 и 4 планшайбы 2. На планшайбе 2 жестко закреплена гбрелка 5, которая прижимает протекающий ток Ja и передает его на электрод, обеспечивая таким образом токоподвод. Все токоведущие элементы корпуса 1 изолированы от трубы изолятором 20. Так как шарикоподшипников 6 установлено минимум шесть: по три на каждой половине 3 и 4 планшайбы 2, а в каждом шарикоподшипнике 6 не менее шести шариков 18, образующих площадь кон- такта Для протекания тока не менее 20 мм, то комбинированный проводник тока, образованный элементами качения, работает достаточно устойчиво длительное время. Долговечность подшипника автомата исчисляется несколькими сбтнями чйсов, При этом необходимо, чтобы скорость вращения шарикоподшипника при передаче тока не должна превышать 100 об/мин, что : достаточно для сварки. В случае выхода из строя шарикоподшипников замейа их не требует полной разборки автомата. Ремонтопригодность автомата повышается в 3 раза.
Формула изобретения
Автомат для сварки неповоротных стыков труб преимущественно диаметром до 219 мм, содержащий планшайбу, установленную в корпусе на подшипниках, служащих токоподводоМ, газоподвод и сварочную горелку, отличающийся тем, что с целью повышения долговечности и уменьшения габаритов автомата, он снабжен кольцом П-образного сечения, вмонтированным в корпус и планшайбу, и. осями, жестко закрепленными на корпусе, в кольцевой Г1ОЛОСТИ между П-образным кольцом и планшайбой расположены несущие планшайбу шарикоподшипники, наружные кольца которых вмонтированы в планшайбу, а внутренние установлены на упомянутых осях, причем кольцевая полость сообщена с каналами газоподвода и сварочной горелки.
Источники информации, принятые во внимание при экспертизе
-rl
fuil
ill
A-A
