СО
00
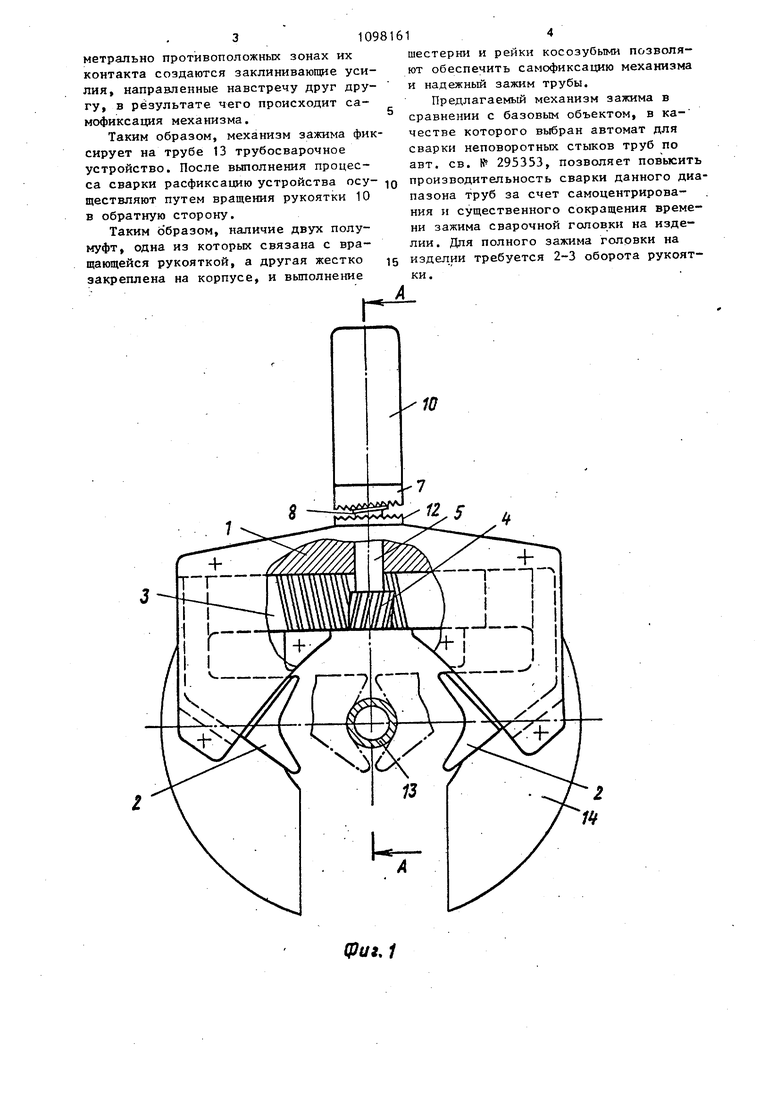
о Изобретение относится к сварочному оборудованию, в частности к механизмам зажима устройств для сварки кольцевых неповоротных стыков труб и может найти широкое применение во всех отраслях промышленности, где применяется автоматическая сварка труб. Известен механизм зажима трубосва речного- устройства, содержащий кор пус, две призмы, жестко связанные с рейками, при этом последующие связаны через червячную передачу и шестер ни с приводом. Основным недостатком этого устрой ства является недостаточное усилие зажима ввиду ограниченной несущей способности зубьев червячного колеса сложность Конструкции и малая скорость перемещения призм. Наиболее близким к предложенному устройству по своей технической сущности и достигаемому положительному эффекту является механизм зажима тру манипулятора, содержагций корпус,, зажимные губки, связанные с рейками, смонтированными с возможностью . встречно-параллельного перемещения, и шестерню, установленную между рейками. Перемещение губок осуществляется с помощью пневмо-или гидродилиндра, связанного с одной из реек. Основным недостатком указанного устройства яапяется возможность само произвольного разжима губок, наприме при падении давления в пневмо-гидросистеме. Целью данного изобретения являетс повышение надежности зажима за счет введения самофиксаций механизма. Указанная цель достигается тем, .что известный механизм , содержащий корпус, зажимные губки, свя занные с рейками5 смонтированными с возможностью встречно-параллельного перемещения, и шестерню, установленную между рейками, дополнительно сна жен валом, рукояткой и двумя нояумуф тами, при этом один конец вала жестк связан с шестерней, а другой вьшолне резьбовым, рукоятка установлена с возможностью взаимодействия с резьбо вым концом вала, одна из полумуфт же стко закреплена на корпусе,, а вторая установлена на валу с возможностью осевого перемещения и подпружинена о относительно вала к торцовой поверхности рукоятки. Кроме того, шестерня и рейки выполнены косозубыми. На фиг. 1 представлен общий вид предлагаемого механизма на фиг. 2 - разрез по А-А фиг. 1 (механизм в исходном положении); на фиг. 3 - механизм зажима в .рабочем положеМеханизм зажима содержит корпус 1 и зажимные губки 2, установленные на Г-образных рейках 3, связанных с щестерней 4, размещенных симметрично относительно ее,перемещающихся параллельно одна другой в противоположных направлениях, обеспечивая параллельную сходимость губок 2. Рейки 3 и. шестерня 4 выполнены косозубыми. На вал 5 шестерни 4 на шпонке 6 посажена с возможностью осевого перемещения полумуфта 7, поджатая пружиной 8 к торцовой поверхности 9 рукоятки 10, установленной на резьбовом хвостовике 11 вала 5. Полумуфта 12, ответная полумуфте 7, закреплена на корпусе 1. Механизм зажима трубы 13 размещен на планшайбе 14 устройства для сварки копьдевыхстыков труб. Устройство работает следуюш 1м образом. Благодаря тому, что полумуфта 7 постоянно поджата пружиной 8 к торцовой поверхности 9 рукоятки 10 при вращении рукоятки создается момент трения между торцовыми поверхностями 9 рукоятки 10 и полумуфты 7, вращающей Полумуфту 7, которая через шпонку 6 вращает вал 5 вместе с шестерней 4 Таким образом, при вращении рукоятки 10 одновременно с ней вращаются полумуфта 7, вал 5 с шестерней 4, при вращении которой начинают перемещаться в противоположных направлениях косозубые рейки 3, сдвигая зажимные губки 2, фиксируюш 1е трубу 13, При зажиме трубы 13 вращение шестерни 4 прекращается, и при дальнейшем вращении рукоятки 10 происходит ее перемещение вниз по резьбовому хвостовику 11 вала 5. Вместе с рукояткой 10 перемещается вниз и полумуфта 7 до зацепления с ответной полумуфтой 12, что обеспечивает фиксацию шестерни 4 и предотвращает проворот ее в обратном направлении. Вращение руко ятки 10 продолжают. При этом начинает перемещаться вверх вал 5 вместе с шестерней 4. Из-за углового наклона зубьев шестерни 4 и реек 3 в диз.-.
метрапьно противоположных зонах их контакта создаются заклинивающие усилия, направленные навстречу друг другу, в результате чего происходит самофиксация механизма.
Таким образом, механизм зажима фиксирует на трубе 13 трубосварочное устройство. После вьтолнения процесса сварки расфиксацию устройства осуществляют путем вращения рукоятки 10 в обратную сторону.
Таким образом, наличие двух полумуфт, одна из которых связана с вращающейся рукояткой, а другая жестко закреплена на корпусе, и вьтолнение
шестерни и рейки косозубыми позволяют обеспечить самофиксацию механизма и надежный заж11м трубы.
Предлагаемый механизм зажима в сравнении с базовьп-i объектом, в качестве которого выбран автомат для сварки неповоротных стыков труб по авт. св. № 295353, позволяет повысить производительность сварки данного диапазона труб за счет самоцентрирования и существенного сокращения времени зажима сварочной головки на изделии . Для полного заж-има головки на изделии требуется 2-3 оборота рукоятки.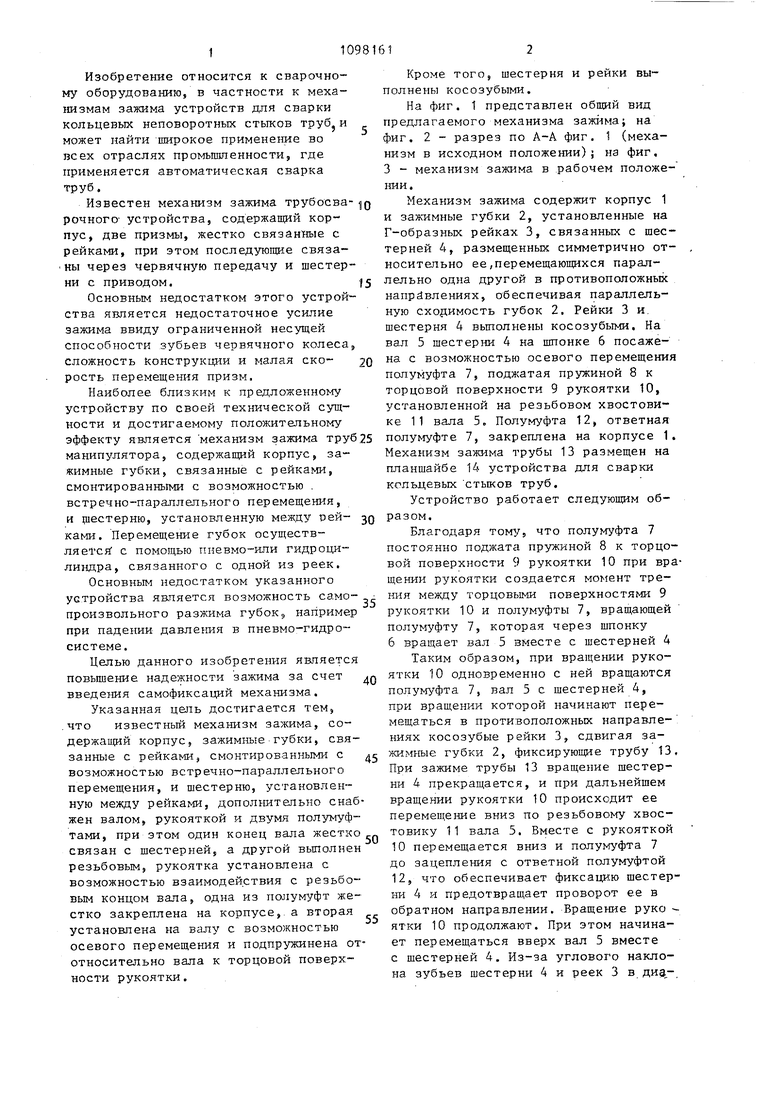
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1984 |
|
SU1222475A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU876472A1 |
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU959959A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Зажимное устройство | 1978 |
|
SU740456A1 |
| Устройство для сварки кольцевых швов неповоротных стыков труб | 1984 |
|
SU1225157A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Переносной станок для резки труб | 1983 |
|
SU1144807A1 |
1. МЕХАНИЗМ ЗАЖИМА УСТРОЙСТВА ДЛЯ СВАРКИ КОЛЬЦЕВЬК СТЫКОВ ТРУБ, содержащий корпус, зажимные губки, связанные с рейками, смонтированными с возможностью встречно-параллельного перемещения, ишестерню, установленную между рейками, отличающийся тем, что, с целью повышекия надежности зажима за счет введения самофиксации механизма, он дополнительно снабжен валом, рукояткой и двумя полумуфтами, при этом один конец вала жестко связан с шестерней, а другой выполнен резьбовьм, рукоятка установлена с возможностью взаимодействия с резьбовым концом вала, одна из ПШ1УМУФТ жестко закреплена на корпусе, а другая установлена на валу с возможностью осевого перемещения и подпружинена относительно вала к торцовой поверхности рукоятки. 2, Механизм по п. 1, отличающийся тем, что шестерня и рейки выполнены косозубыми. S
В .
(Риг.1 5
| Патент США № 3109085, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Захват манипулятора | 1978 |
|
SU848352A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
