Изобретение относится к машине- строению, а именно к вспомогательному оборудованию для сборочно- сварочных работ, и может быть использовано, в частности, для крепления сварочных автоматов при сварке неповоротных стыков труб различного диаметра.
Целью изобретения является ynpoщение конструкции путем применения единого привода для зажима и пере- ,наладки устройства и обеспечение стабильного положения центра трубы относительно корпуса.
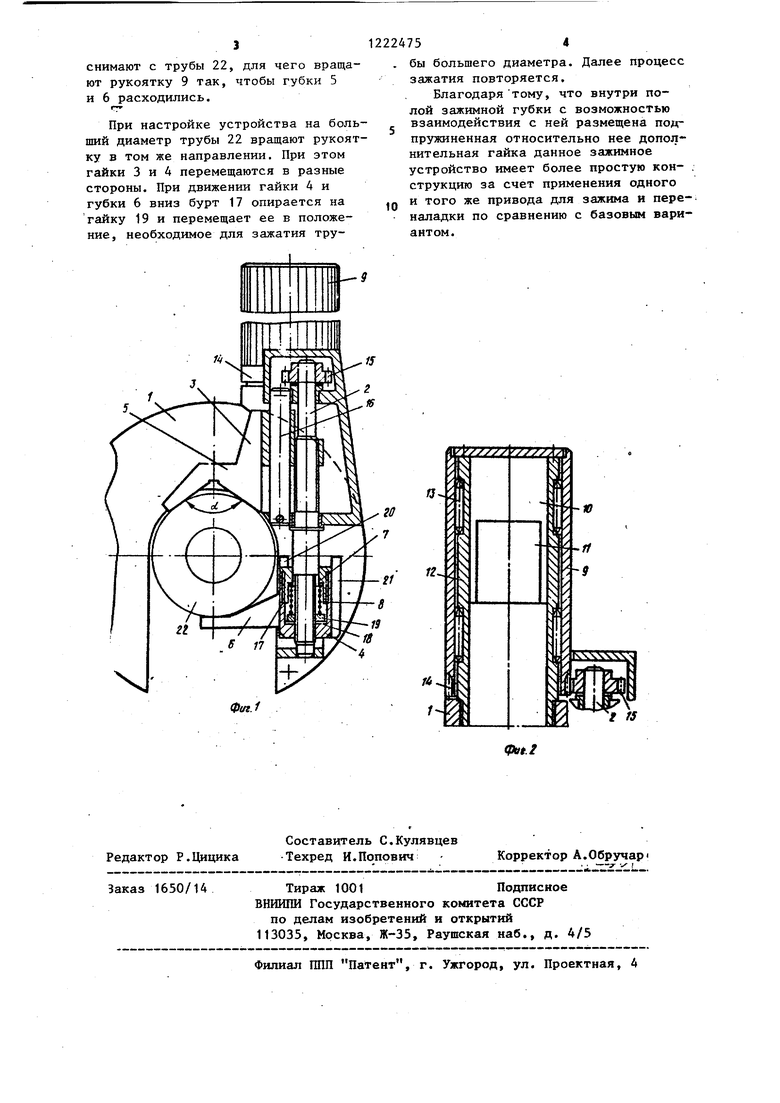
На фиг. 1 представлено зажимшзе устройство, общий вид; на фиг. 2 - кинематическая связь винта с рукояткой.
Устройство содержит корпус 1 с размещенным в нем приводным винтом 2 с правой и левой резьбой, несущим гайки 3 и 4. Гайка 3 выполнена заодно с призматической зажимной губкой 5, а гайки 4 выполнены заодно с полой зажимной губкой 6, снабженной опорным буртом 7 для пружины 8,, размещенной в полости губки 6 Приводная рукоятка -9 вьтолнена с полостью 10, в которой размещен привод 11 вращения планшайбы (не показана) и направляющая 12, на которой через подшипники 13 закреплена рукоятка 9. Цилиндрическая поверхность рукоятки 9 имеет зубчатую нарезку 14, входящую в зацепление с шестерней 15, установленной на хвостовике винта 2.
В корпусе 1 параллельно винту 2 смонтирована направляющая 16, на ней установлена призматическая зажимная губка S. В губке 6, имеющей бурт 17, между плоскостью 18 гайки 4 и буртом 7 размещена дополнительная гайка 19, поджатая упругим элементом 8. На корпусе 1 закреплены левый 20 и правый 21 упоры
X
Отношение t) / выбирают равным Sinet, где 1У - угол между базовыми поверхностями призмы, ii - шаг резьбы гайки полой губки, t- - шаг резьбы гайки призматической губки. Это соотношение угла и шагов резьб позволяет точкам соприкосновения зажимных губок 5 и 6 с трубой 22 перемещаться на одно и то же расстяние оси трубы 22, обеспечивая стабильное положение центра трубы относительно корпуса.
5
0
5
0
5
0
5
0
5
Устройство работает следующим образом.
Чтобы настроить устройство на нужный (меньший) диаметр зажимных труб, вращают рукоятку 9 на подшипниках 13. Через зубчатую нарезк 14 и шестерню 15 вращение передает ся на винт 2. Гайки 3 и 4, ь следовательно, призматическая губ- , ка 5 и полая губка 6 перемещаются по винту 2 навстречу друг другу. Губка 6 сначала поворачивается вместе с винтом 2 до левого упора 20, а затем начинает перемещаться вместе с гайкой 4 вверх по винту 2. Гайка 4 перемещается по резьбе винта 2 до упора в дополнительную гайку 19 и затем перемещается вместе с ней вверх. Губки 5 и 6 перемещают навстречу друг другу до размера, несколько меньшего диаметра зажимаемых труб 22. Затем вращают рукоятку 9 в обратную сторону и разводят губки 5 и 6 до размера, большего диаметра зажимаемых труб 22. Губка 6 сначала повернется до упора в правый упор 21, а затем будет перемещаться вниз. При перемещении губки 6 вниз перемещается только гайка 4, а гайка 19 остается на месте. Между плоскостью 18 гайки 4 и торцом дополнительной гайки 19 образуется гарантированный зазор, который позволяет при зажиме трубы нужного диаметра перемещать только гайку 4. Гайка 19 остается на месте. Чтобы зажать устройство на трубе 22 вращают той же рукояткой 9 винт 2. Губки 6 и 5 перемещаются навстречу друг другу и зажимают трубу 22. Губка 6 сначала поворачивается до упора 20, а затем начинает перемещаться по винту 2 до упора в трубу 22. Поворот губки 6 до упоров 20 и 21 осуществляется за счет увеличения сил трения в резьбе гайки 4 при сжатии пружины 8.
Постоянная величина отставания в ходе полой зажимной губки 6 относительно призматической зажимной губки 5, возникающего вследствие поворота губки 6 от упора 20 до упора 21 в начале вращения винта 2, компенсируется первоначальной установкой губки 6 на величину отставания. Таким образом корпус оказывается зажатым на трубе 22. После выполнения сварки устройство
снимают с трубы 22, для чего вращают рукоятку 9 так, чтобы губки 5 и 6 расходились.
Г7
При настройке устройства на больший диаметр трубы 22 вращают рукоятку в том же направлении. При этом гайки 3 и 4 перемещаются в разные стороны. При движении гайки 4 и губки 6 вниз бурт 17 опирается на гайку 19 и перемещает ее в положение, необходимое для зажатия тру2224754
. бы большего диаметра. Далее процесс зажатия повторяется.
Благодаря тому, что внутри полой зажимной губки с возможностью взаимодействия с ней размещена подпружиненная относительно нее дополнительная гайка данное зажимное устройство имеет более простую конструкцию за счет применения одного и того же привода для зажима и переналадки по сравнению с базовым вариантом.
10
Фиг.1
t rs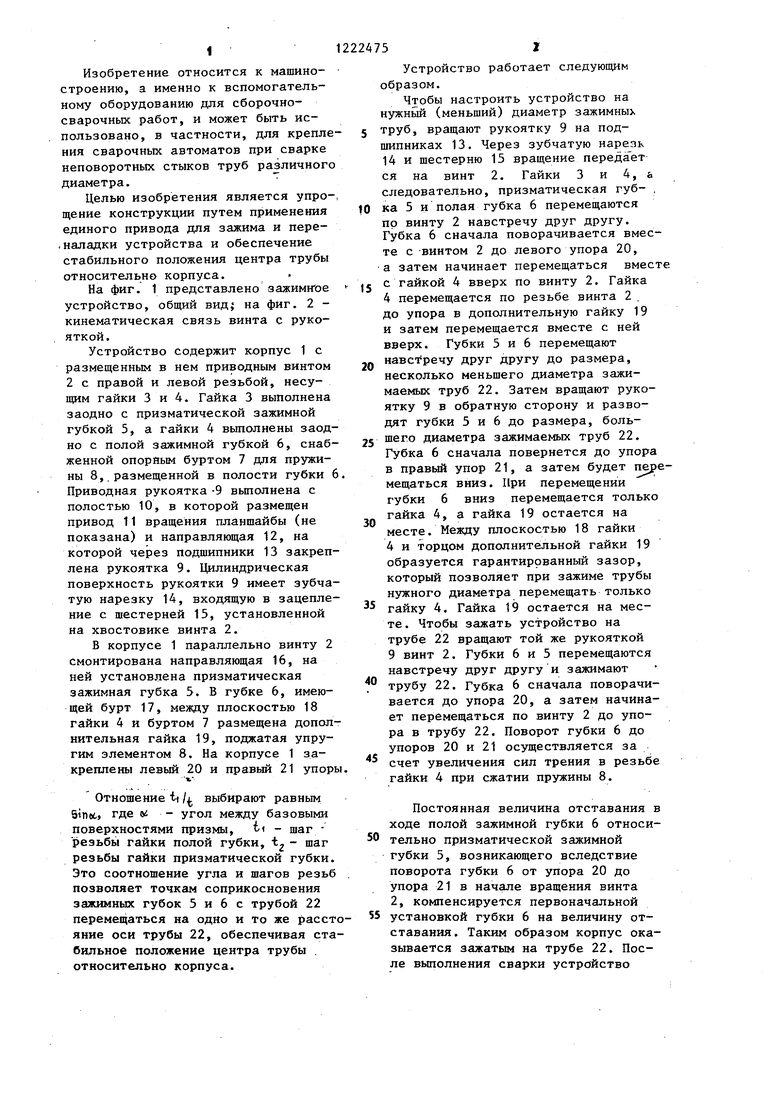
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 2005 |
|
RU2297306C1 |
| Устройство для подачи и центрирования цилиндрических заготовок | 1984 |
|
SU1163561A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Захват манипулятора | 1984 |
|
SU1333573A1 |
| УНИВЕРСАЛЬНОЕ СЛЕСАРНОЕ УСТРОЙСТВО | 1991 |
|
RU2035289C1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |
| Многопозиционная машина для вставки книжных блоков в переплетные крышки | 1956 |
|
SU119170A1 |
| Устройство для контактной стыковой сварки многопроволочных изделий | 1981 |
|
SU990454A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
Редактор Р.Цицика
Составитель С.Кулявцев Техред И.Попович
Заказ 1650/14
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал Ш1П Патент, г. Ужгород, ул. Проектная, 4
Корректор А.Обручар
.-.: ii..
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
