Изобретение относится к металлургии, в частности к конструкциям электрических солевых печей для плав ки цветных металлов; оно может быть использовано для металлургического передела вторичного сырья цветных ме таллов , Известна электрическая солевая печь, содержащая ванну с солевым рас плавом, электроды-токоподводы, выполненные в виде подвижных стержней, опущенных в солевой расплав, средство подачи исходного сырья и шпуровое отверстие для отвода жидкого металла 1. Недостатком этой печи является то чтс5 при плавке солевой расплав (флюс) обогащается окислами, вледствие чего эл ктрические и тепловые режимы печи ухудшаются вплоть до прекращения выделения тепла. Известна солевая электрическая печь для переработки металлических отходов, содержащая ванну, заполненную жидким солевым расплавом, металлосборник, электроды-токоподводы, по груженные в ванну, средства подачи исходного сырья к отвода жидкого металла 2, Указанная печь имеет тот же недостаток, что и печь 1. Известна также электрическая солевая печь, содержащая ванну, заполненную жидким солевым расплавом, электроды-токоподводы, опущенные в солевой расплав, металлосборник, шпуровое отверстие в поде металлосборника для выпуска жидкого металла, причем под выполнен с уклоном 3. Печь работает следующим образом. К электродам-токоподводам подводят напряжение. При прохождении тока через солевой расплав происходит выделение теЪла в солевом расплаве. В нагретый солевой расплав подают исходное сырье; По мере накопления жидкого металла в металлосборнике осуществляют его отвод через шпуровое отверстие. Недостаток данной печи заключается в-следующем. При плавлении металла происходит непрерывное обогащение флюса (солевого расплава) окислами металла, что непрерывно ухудшает тепловой и электрические режимы печей и,-к.ак следствие, приводит к остановкам печи для замены флюса и к ухудшению производительности печи и качества металла.
Целью изобретения является обеспечение стационарного теплового и электрического режимов электрической солевой печи п-ри исключении влияния окислов металлов (засорения флюса) на тепловой и электрический режимы печи, что обеспечивает повышение производительности печи и качества металла.
Цель достигается тем, что нагревательный элемент печи выполнен в виде зигзагообразного, заполненного металлом канала, расположенного горизонтально в поде печи и .сообщающегося с ванной, а шпуровое отверстие непосредственно соединено с каналом.
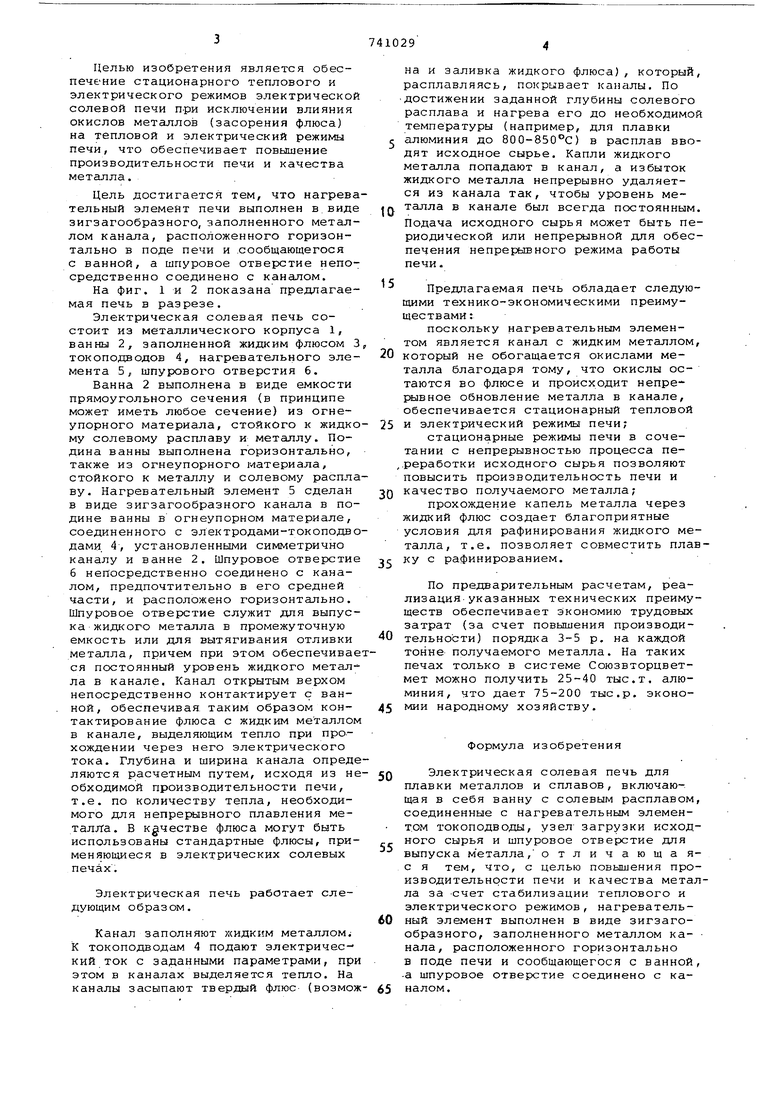
На фиг. 1 и 2 показана предлагаемая печь в разрезе.
Электрическая солевая печь состоит из металлического корпуса 1, ванны 2, заполненной жидким флюсом 3 токоподводов 4, нагревательного элемента 5, шпурового отверстия 6.
Ванна 2 выполнена в виде емкости прямоугольного сечения (в принципе может иметь любое сечение) из огнеупорного материала, стойкого к жидкому солевому расплаву и металлу. Подина ванны выполнена горизонтально, также из огнеупорного материала, стойкого к металлу и солевому расплаву. Нагревательный элемент 5 сделан в виде зигзагообразного канала в подине ванны в огнеупорном материале, соединенного с электродами-токоподводами 4, установленными симметрично каналу и ванне 2. Шпуровое отверстие б непосредственно соединено с каналом, предпочтительно в его средней части, и расположено горизонтально. Шпуровое отверстие служит для выпуска жидкого металла в промежуточную емкость или для вытягивания отливки металла, причем при этом обеспечиваеся постоянный уровень жидкого метал ла в канале. Канал открытым верхом непосредственно контактирует с ванной, обеспечивая таким образом контактирование флюса с жидким металлом в канале, выделяющим тепло при прохождении через него электрического тока. Глубина и ширина канала определяются расчетным путем, исходя из необходимой производительности печи, т.е. по количеству тепла, необходимого для непрерывного плавления металяа. В качестве флюса могут быть использованы стандартные флюсы, применяющиеся в электрических солевых печах.
Электрическая печь работает следующим образом.
Канал заполняют жидким металлом; К токоподводам 4 подают электрический ток с заданными параметрами, при этом в каналах выделяется тепло. На каналы засыпают твердый флюс (возможна и заливка жидкого флюса), который, расплавляясь, покрывает кангшы. По достижении заданной глубины солевого расплава и нагрева его до необходимой температуры (например, для плавки 5 алюминия до SOO-SSO C) в расплав вводят исходное сырье. Капли жидкого металла попадают в канал, а избыток жидкого металла непрерывно удаляется из канала так, чтобы уровень меQ талла в канале был всегда постоянным. Подача исходного сырья может быть периодической или непрерывной для обеспечения непрерывного режима работы печи.
Предлагаемая печь обладает следующими технико-экономическими преимуществами:
поскольку нагревательным элементом является канал с жидким метгиплом, 0 который не обогащается окислами металла благодаря тому, что окислы остаются во флюсе и происходит непрерывное обновление металла в канале, обеспечивается стационарный тепловой 5 и электрический режимы печи;
стационарные режимы печи в сочетании с непрерывностью процесса пе,.реработки исходного сырья позволяют повысить производительность печи и 0 качество получаемого металла;
прохождение капель металла через жидкий флюс создает благоприятные условия для рафинирования жидкого металла, т.е. позволяет совместить плавс ку с рафинированием.
По предварительным расчетам, реализация- указанных технических преимуществ обеспечивает экономию трудовых затрат (за счет повышения производительности) порядка 3-5 р. на каждой тонне получаемого металла. На таких печах только в системе Союзвторцветмет можно получить 25-40 тыс.т. алюминия, что дает 75-200 тыс.р. экономии народному хозяйству.
Формула изобретения
Электрическая солевая печь для плавки металлов и сплавов, включающая в себя ванну с солевым расплавом, соединенные с нагревательным элементом токоподводы, узел загрузки исходного сырья и шпуровое отверстие для выпуска металла, отличающаяс я тем, что, с целью повышения производительности печи и качества металла за -счет стабилизации теплового и электрического режимов, нагревательный элемент выполнен в виде зигзагообразного, заполненного металлом ка- нала, расположенного горизонтально в поде печи и сообщающегося с ванной, а шпуровое отверстие соединено с каналом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 458621, кл. С 25 С 7/00, 1975,
2.Патент Великобритании 1368844, кл. F 4 В, 1975.
3.Авторское свидетельство СССР № 355498, кл. F 27 В 7/14, 1970 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая солевая печь | 1979 |
|
SU817438A1 |
| Электрическая солевая печь | 1979 |
|
SU846974A1 |
| Электрическая солевая печь для плавкицВЕТНыХ МЕТАллОВ | 1976 |
|
SU813105A1 |
| Электрическая солевая печь | 1976 |
|
SU573699A2 |
| Электрическая солевая печь | 1978 |
|
SU706669A1 |
| ЭЛЕКТРИЧЕСКАЯ СОЛЕВАЯ ПЕЧЬ ДЛЯ ПЛАВЛЕНИЯ ЛОМА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2124061C1 |
| Печь для горячего алюминирования изделий из расплава | 1980 |
|
SU962330A1 |
| Электрическая солевая печь для плавки цветных металлов и их сплавов | 1980 |
|
SU935693A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| Электрическая солевая печь | 1977 |
|
SU779786A1 |
