(54) ДВУХКАНАЛЬНЫЙ ПРИВОД Изобретение относится к области автоматики, в частности к фотокопировальным системам управления токар ным станком. Известен двухканальный привод управления токарным станком, обеспе чивающий многопроходную .обработку детали {1. Недостатком известного привода является необходимость ручной остановки станка после завершения цикла обработки, что ограничивает возможность многостаночного обслуживания станков, Наиболее близким по технической сущности к изобретению является дву канальный привод фотокопировальной системы управления токарным станком в котором для рас111Йрения технологи- ческих возможностей применяются пер кр стные связи 2. Указанный привод содержит в каждом канале последовательно соединен ные усилитель и исполнительный двигатель, знакоопределяющее звено, пр чем выходы знакоопределяюших звенье обоих каналов соединены с входами множительного устройства, выход кот рого соединен с вторым входом усилителя первого канала. Однако такой привод обеспечивает выполнение программ одного цикла и не может использоваться для автоматической остановки станка после выполнения программы. Целью изобретения является расширение функциональных возможностей привода путем обеспечения автоматического прекращения движения по окончании обработки детали. Цель достигается тем, что двухканальный привод, содержащий в каждом канале последовательно соедияенные усилитель, электродвигатель и формирователь импульсов, дополнительно содержит задатчик количества проходов и последовательно соединенные блок памяти, элемент И, счетчик импульсов и блок сравнения, другой вход которого соединен с выходом задатчика количества проходов, а выход - с одним из входов усилителя первого канала. При этом выход формирователя импульсов первого канала подключен к входу блока памяти, а выход формирователя импульсов второго канала соединен с другим входом элемента И.
В зависимости от сложности детали задается графическая программа с определенным числом проходов, что фиксируется в задатчике количества проходов. Соединение счетчика с элементом И дает возможность с помощью блока сравнения определить момент окончания отработки графической программы и отключить станок.
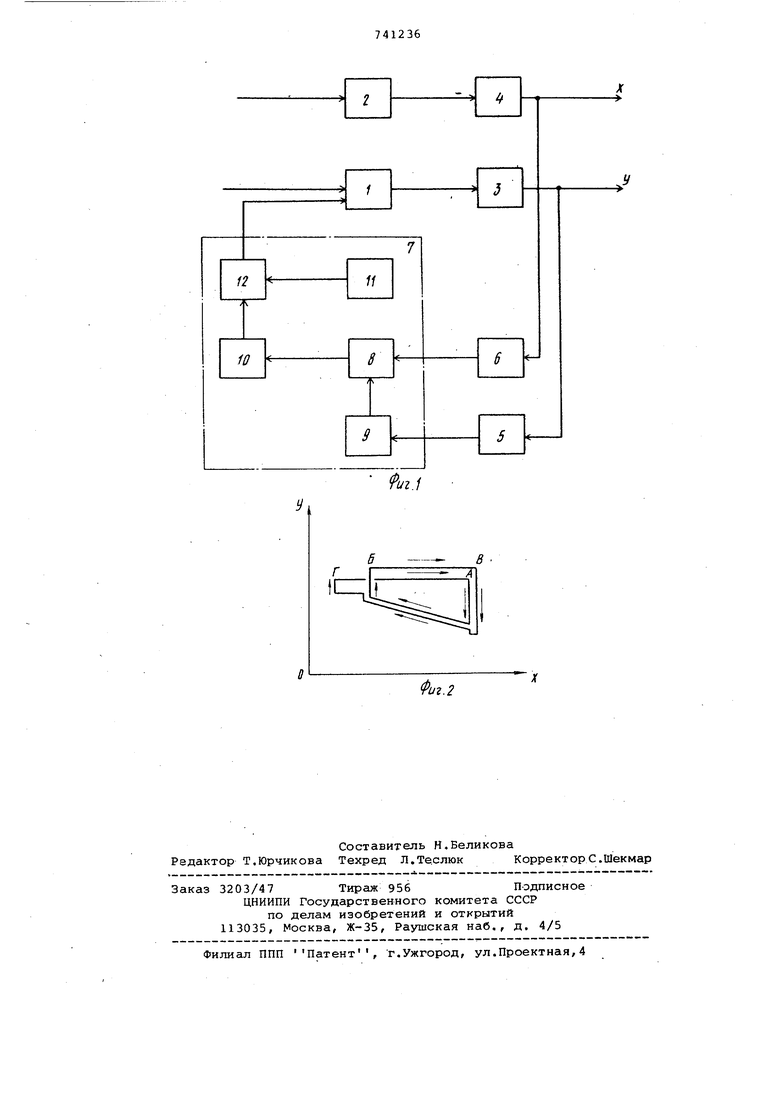
Блок-схема привода изображена на фиг. 1; вариант графической программл показан на иг, 2.
Привод содержит усилители 1, 2, электродвигатели 3, 4, формирователи 5, 6 и блок 7 вспомогательных команд состоящий из элемента И 8, блока памяти 9, счетчика 10 импульсов, задатчика 11 количества проходов и блока сравнения 12.
Начало обработки детали соответствует точке А графической программы (фиг. 2), направление перемещения развертки показано стрелками.
При первом проходе контура только после отвода резца и прохождения разверткой точки Б на входах элемента. И 8 имеется соотношение сигналов А Uj О и через блок 9 л О О, что ведет к срабатыванию счетчика 10. Наличие связи между каналагли через элемент И предупреждает ложное срабатывание счетчика при вспомогательных установочных движениях и реверсе.
После второго прохода при движении развертки от точки Г повторяется такое же соотношение скоростей приводов, что отмечается счетчиком 10. Если сигналы от счетчика 10 и задатчка 11 одинаковы. Что соответствует полной обработке данной детали, то блок сравнения 12 отключает электродвигатель 3. В результате при подход развертки к точке А движение прекращется. Станок готов к началу обработк следующей детали.
В конце обработки детали на известных токарных станках оператор должен быть у станка и отключить его. Введение блока вспомогательных команд позволяет автоматически отключить станок в конце цикла обработки. Это дает возможность ввести многостаночное обслуживание токарных станкови при наличии автоматической загрузки полностью автоматизировать процесс обработки детали. Введение многостаночного обслуживания освобождает значительное число рабочихтокарей.
Формула изобретения
Двухканальный привод, содержащий в каждом канале последовательно соединенные усилитель,электродвигатель
0 и формирователь импульсов, отличающийся тем, что, с целью расширения функциональных возможностей привода, он дополнительно содержит задатчик количества проходов и
c последовательно соединенные блок памяти, элемент И, счетчик импульсов и блок сравнения, другой вход которого соединен с выходом задатчика количества проходов, а выход - с одним из входов усилителя первого канала, при этом выход формирователя импульсов первого канала подключен к входу блока памяти, а выход формирователя импульсов второго канала соединен с другим входом элемента И.
5 Источники информации,
принятые во внимание при экспертизе
1.Вайнер Ш.А. и др. Фотокопировальные системы управления технологическим оборудованием. М., Машино0 строение , 1971, с.135.
2.Авторское свидетельство СССР № 581454, кл. G 05 В 11/01, 1977 (прототип).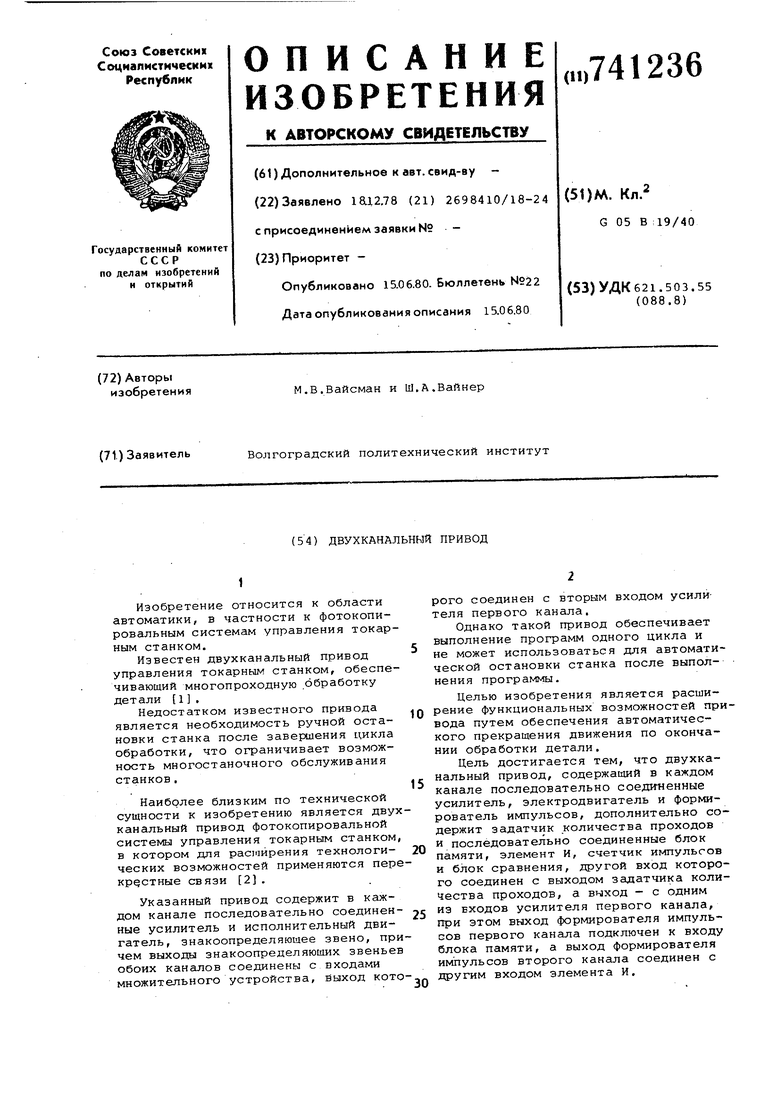
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотокопировальное устройство для управления станком | 1978 |
|
SU750436A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| Фотокопировальная система управле-Ния | 1978 |
|
SU813368A1 |
| Аналого-цифровое устройство для управления токарным станком | 1980 |
|
SU947830A1 |
| Двухканальный привод | 1975 |
|
SU581454A1 |
| Устройство для фотоследящего копирования | 1987 |
|
SU1476504A1 |
| Устройство управления кинематическим дроблением стружки на токарных станках | 1980 |
|
SU938263A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Устройство для программного управления станком | 1980 |
|
SU898387A1 |