Изобретение относится к автоматике, фотоэлектрическим измерениям в машиностроении и предназначено .-.для использования на станках с числовым программным управлением (Ч11У, преИ1луществен.но токарных, для автоматического измерения и регилирования положения режущих кромок инструмента в системе координат станка.
Известно устройство . -для управления станком, содержащее датчик абсолютного перемещения, связанный с приводом, подключенным к импульсному датчику перемещения 1.
Известно также. ..устройство для управления станком, содержащее связанные -между собой блок числового управнения, блок сравнения и блок памяти 2 .
Наиболее близким техническим решением к предлагаемому является счетно-импульсная система nporpaivMHoro управления, содержащая аналого-цифровые преобразователи, подключенные через формирователи шлпульсов к реверсивному счетчику, блок программного управления, задатчик режимов, триггеры и элементы И 3.
Недостатком этих устройств является низкое быстродействие.
Цель изобретения - повышение быстродействия устройства.
Поставленная цель достигается тем, что устройство для программного управления станком, содержс1щее последовательно соединенные фотоэлектрический преобразователь, первый формирователь импульсов, первый триггер, элемент И, блок программного управлеtoния и первый ключевой элемент, подключенный вторым входом к выходу первого триггера, выходом - к первому входу исполнительного элемента,второй вход которого соединен с выходом вто15рого ключевого элемента,подключенного первым входом ко второму выходу блока программного управления, вторым входом - к выходу второго триггера и ко второму входу элемента И, выход
20 которого соединен с первым входом задатчика режимов, подключенного вторым входом к третьему выходу блока программного управления, первый вход второго триггера через второй форми25рователь импульсов соединен со вторым выходом фотоэлектрического преобразователя, содержит третий формирователь импульсов и коммутатор,вход которого соединен с выходом задатчи- i
30 ка режимов и со вторыми входами тригrepOB, выход - со входом фотоэлектрического преобразователя, подключенного третьим выходом через третий формирователь импульсов ко второму входу 6j;OKa программного управления.
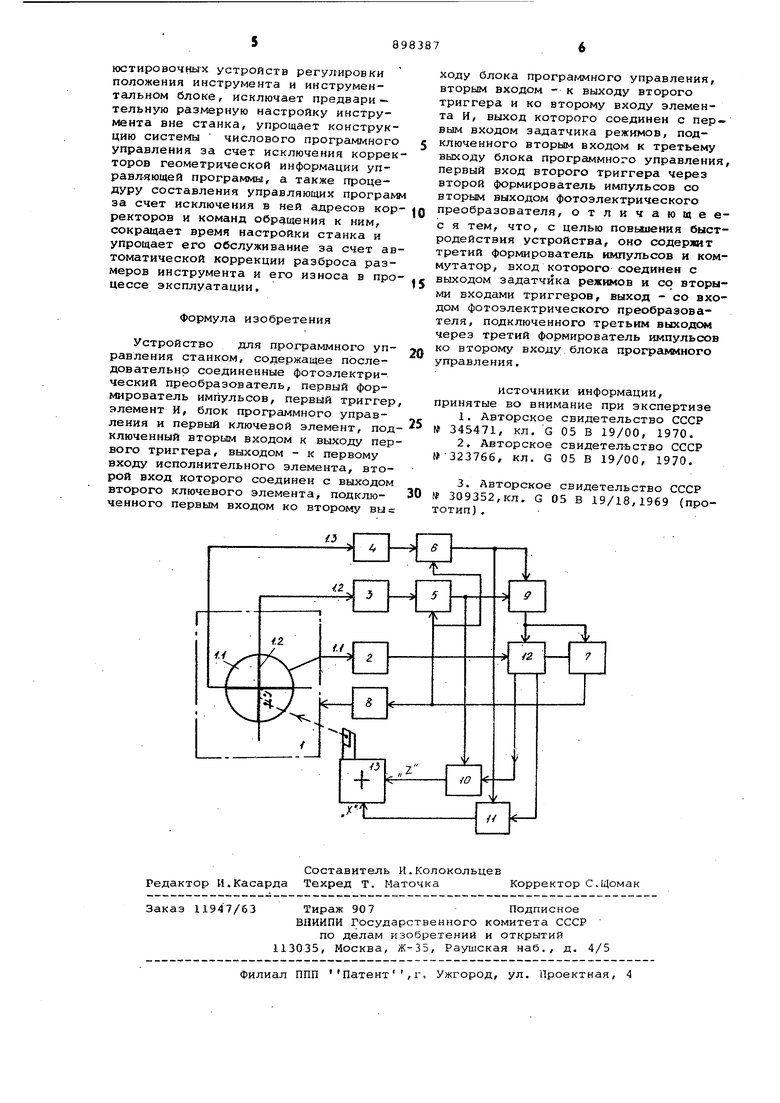
На чертеже представлена блок-схема устройства.
Устройство содержит фотоэлектрический преобразователь (ФЭП) 1 с общей зоной измерения 1.1 и независимыми ортогональными осевыми зонами измерения 1.2 и 1.3, с независимыми выходами фотоприемника по каждой из зон, третий 2, второй 3, и первый 4 формирователи импульсов, второй 5 и первый б триггеры, задатчик 7 режимов, коммутатор 8, элемент 9 И, второй 10 и первый 11 ключи, блок 12 программного управления и дополнительный элемент 13.
Сущность изобретения заключается в том, что для автоматического контроля и установки положения режущих кромок инструмента на станках с ЧПУ, для установления взаимосвязи систем координат станка, инструмента и .детали и корректировки износа инструмента, предварительно установленного и жестко закрепленного на станке, используют фотоэлектрический преобразователь с осветителем, фиксированно закрепленный- на станке в пределах рабочей зоны перемещения режущего инструмента и оснащенный блоком программного управления, формирующим сигналы управлениясистемой ЧПУ станком. В начале каждой управляющей программы или при смене инструмента задают цикл установки положения инструмента, при автоматической реализации которого инстремент перемещают в режиме линейной интерполяции на ускоренной подаче в зону измерения ФЭП, при входе в- которую с помощью блока программного управления формируют и подают систему ЧПУ управляющий сигнал на переход к замедленному перемещению, определяют момент достижения режущей кромкой инструмента одной из осей ФЭП, формируют и подают управляющий сигнал приводом на остановку перемещения по ортогональной координате и продолжают перемещение режущего инструмента по второй координате до момента достижения режущей кромкой инструмента нулевого положейия по второй оси ФЭП, после чего останавливают перемещение также по второй координате и переключают систему ЧПУ на режим работы в относител ных координатах.
Плоскость изображения ФЭП разбита на три измерительные зоны: две независимые ортогональные осевые зоны и общую зону измерения с независимыми выходами фотоприемника по каждой из зон.
Устройство работает следующим обпазом.
ФЭП 1, входящий в состав устройства, образует по отношению к системе координат станка локальную систему координат с осями,параллельными осям координат станка и постоянным относительным смещениям начал координат. ФЭП определяет три возможных положения инструмента в зоне его измерения - момент вхождения инструмента в зону измерения, момент пересечения режущей кромкой одной из осе локальной системы координат и момент пересечения режущими кромками обеих осей локальной системы координат, что является конечным фиксируемым положением инструмента в локальной системе координат и тем самым в системе координат станка.
По правляющей программе, в которой указан номер используемого инструмента, системой ЧПУ формируется и подается команда на смену инструмента на станке и одновременно подается в задатчик 7 режим работы устройства, за счет чего осуществляется включение ФЭП 1 с помощью коммутатора 3. Режущий инструмент из исходного положения, например, нуль станка , перемещается по управляющей программе в зону измерения ФЭП. В момент вхождения инструмента в зону 1.1 на вход формирователя 2 подается электрический сигнал, преобразуемый им в команду, переключающую систему ЧПУ блока 12 на замедленную подачу. В момент достижения режущей кромкой зоны 1.2 (1.3) на вход формирователя 3 (4) подается электрический сигнал, преобразуемый им в команду управления, которая запоминается триггером 5 (6), подается на ключ 10 (11) и прерывает подачу управляющих импульсов из блока 12 в привод подачи по координате Z(x). В момент достижения режущей кромкой зоны 1.3 аналогично прерывается перемещение по второй координате. Одновременно с этим, вследствие того, что . элемент ,9 включен по двум входам, на его выходе-появляется сигнал, переключающий систему ЧПУ блока 12 на работу попрограмме в относительной системе координат и задатчик 7 в режим Отключено. При переходе задатчика в режим Отключено формируются сигналы сброса триггеров 5 и и сигнал отключения ФЭП 1. При смене инструмента по программе цикл выведения инструмента в исходное положение повторяется.
Использование предлагаемого устройства для автоматического контроля
60 и установки положения инструмента на станке с ЧПУ повыщает точность обработки за счет точного задания положения инструмента в системе координат станка, упрощает конструкцию инструментального блока за счет исключения
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с системой ЧПУ | 1985 |
|
SU1301647A1 |
| Устройство для автоматической коррекции положения режущего инструмента | 1984 |
|
SU1251028A1 |
| Бесконтактный измерительный прибор | 1985 |
|
SU1268374A1 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство компенсации погрешностей обработки на металлорежущих станках | 1986 |
|
SU1706836A1 |
| Устройство управления кинематическим дроблением стружки на токарных станках | 1980 |
|
SU938263A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |
