1
Изобретение относится к дуговой сварке изделий по плоскому криволи- нейному контуру переменной кривизны, преимущественно неплавящимся электродом с подачей присадочной проволоки и может быть использовано для сварки изделий, имеюнщх трехмерный криволинейный контур.
Известно устройство для контурного управления промышленным роботом, содержгидее рабочий орган, блок памяти и по каждой регулируемой координате последовательно соединенные сумматор, усилитель и привод, связанный с датчиком положения и датчиком скорости рабочего органа, блок задания скорости и блок контроля положения, элемент И, к входам которого подключены выходы блоков контроля положения, а выход которого соединен с входом блока памяти ll.
Недостатком такого устройства является необходимость применения сложной вычислительной техники, ЭВМ и ее математического обеспечения, высококвалифицированного персонала для управления и обслуживания. Кроме того, это устройство не обеспечивает воз-: можности сварки неплавящимся электродом с подачей присадочной проволоки,
Яоскольку оно управляет только одним рабочим органом, а именно, сварочной горелкой, и в нем отсутствуют средства для подачи присадочной проволоки по касательной к контуру свар ки.
Известна также фотокопировальная система с устройством для предварительного задания направления обхода
10 контура при расположении развертки вне линии чертежа, содержащая ждущий релаксационный генератор и блок реверса, состоящий из cxeNSJ антисовпадений емкостного накопителя и схе15мы совпадений, при этом один из выходов временного селектора фотокопировальной системы соединен со схемой антисовпадений, другой вход которой связан со входом схемы совпадений
20 временного селектора, выход схемы антисовпадений подключен к одному из входов схемы совпадений блока реверса, другой вход которой соединен с емкостным накопителем,а ее выход
25 через формирующее звено подключен ко входу генератора пилообразного напряжения временного селектора C2J.
Недостатком этого устройства является то, что при расположении раз30вертки на прослеживаемой линии на правление обхода контура оптической разверткой, а значит н рабочим органом, неоднозначно и имеет случайный характер, зависящий от момента попадания первого импульса развертки в систему управления. В результате этого рабочий орган может пойти как по часовой стрелке, так и в противоположном направлении. Это не позволяет применять считывание вспомогательных команд с линии чертежа, поскольку расположение позиционных меток на этой линии в общем случае зависит от направления обхода контура. В результате такое устройство не позволяет программировать параметры режима сварки в функции положения горелки на контуре, что снижает качество сварки и ограничивает технологические возможности устройства.
Наиболее близким по технической сущности и достигаемому результату является устройство для обработки изделия по криволинейному контуру,содержащее фотоэлектрический датчик, установленный на платформе, которая размещена на каретке, приводы перемещения каретки и платформы, управляеT /&afi усилитель, фазовые детекторы,первая и вторая линии задержки, усилитель-формирователь, выход которого подключен ко входу элемента И, выход управляемого усилителя подключён к одним входам первого и второго фазовых детекторов и входам цервой и второй линий задержки, выход первой линии задержки подключенк управляющему входу управляемого усилителя, выход второй линии задержки подключен ко второму входу элемента И, источник опорного напряжения, выход которого подключен ко второму входу первого фазоворо детектора, выходы фазового детектора подключены к управляквдим входам приводов каретки и платформы, и блок включения и отключения устройства .
Недостатком этого устройства является то. Что оно обеспечивает лишь перемещение рабочего органа (горелки) по требуемому (заданному) контуру и не обеспечивает подачи присадочной проволоки в зону обработки. Кроме того, в этом устройстве направление обхода контура оптической раз.верткой, а значит и рабочим органом, неоднозначно и имеет случайный харак.тер, зависящий от момента попадания первого импульса развертки в систему управления. В результате такое устройство не позволяет программировать режим сварки, что снижает качество сварки и ограничивает эксплуатационные технологические возможности устройства.
Цель изобретения - повышение качества сварки и расширение эксплуатационных возможностей путем обеспечения программирования параметров
сварки в функций положения горелки на контуре.
Поставленная цель достигается тем, что в устройство для дуговой сварки изделий по криволинейному контуру, содержащее фотоэлектрический датчик, установленный на платформе, размещенной на каретке, приводы перемещения каретки и платформы,усилитель-формирователь, выход которого подключен ко входу элемёнта И, и блок включения-отключения, введены приводная планшайба с приводным механизмом подачи проволоки, блок газопитания, реле дуги, счетчик импульсов, дешифратор, задатчик направления обхода контура, переключатель и реле времени, причем выход фотоэлектрического датчика подключен к замыкающему контакту переключателя, размыкающий контакт которого соединен с задатчиком.направления обхода контура, .а переключающий контакт со входом усилителя-формирователя, выход элемента И подключен ко входу счетчика импульсов, выходы которого через дешифратор подключены к приводам каретки и платформы, механизму подачи проволоки, блоку газопитания и блоку включения-отключения, при этом выход реле дуги подключен к пусковому входу реле времени., выход которого подключен к управляющему входу переключателя, а приводная планшайба размещена на платформе с возможностью вращения вокруг горелки.
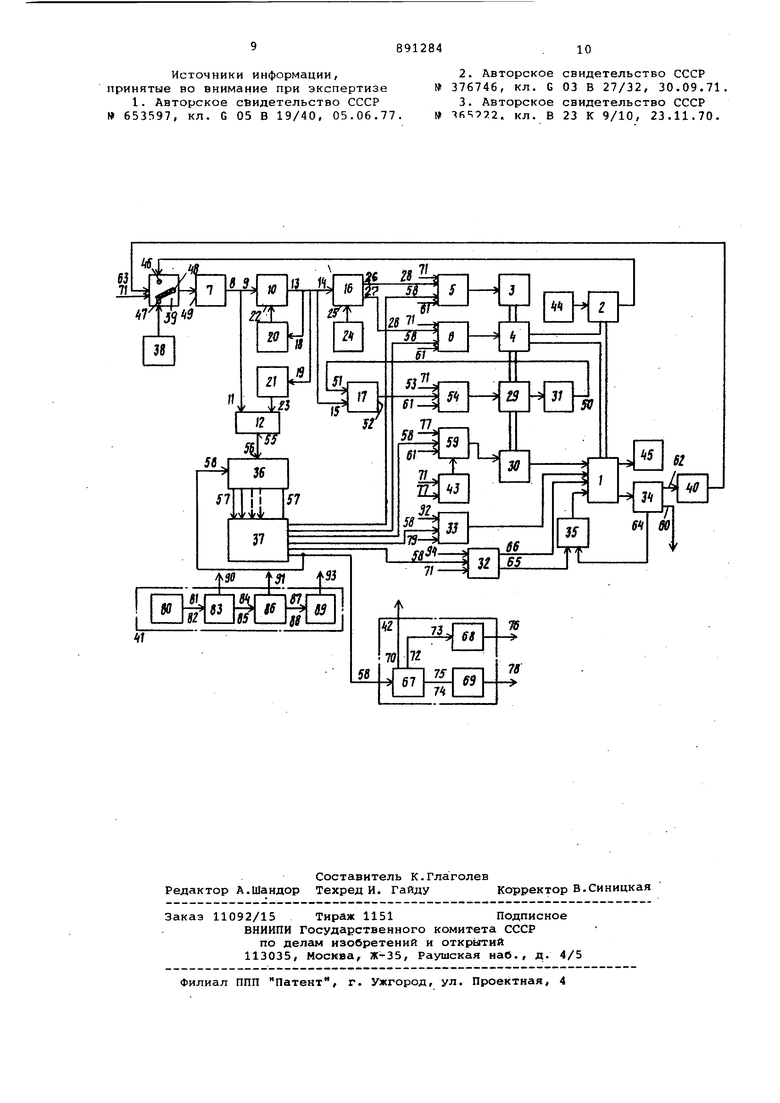
На чертеже представлена блок-схема устройства.
Устройство содержит горелку 1 и фотоэлектрический датчик 2, установленные на платформе 3, которая установлена на каретке 4. Каретка 4 и платформа 3 снабжены приводами 5 и б соответственно продольногои поперечного перемещения, усилитель-формирователь 7, выход 8 которого подключен ко входу. 9 управляемого усилителя 10 и входу 11 элемента И 12, выход 13 управляемого усилителя 10 подключен к входам 14 и 15 первого и второго фазовых детекторов 16 и 17 входам 18 и 19 первой и второй линий 20 и 21 задержки, выход первой линии 20 задержки подключен к управляющему входу 22 управляемого усилителя ДО, выход второй линии 21 задержки подключен ко второму входу 23 элемента И 12,источник 24 опорного напряжени выход которого подключен ко второму входу 25 первого фазового детектора 16, выходы 26 и 2t фазового детектора 16 подключены к управляющим входам 28 приводов каретки 4 и платформы 3, приводную планшайбу 29 с приводным механизмом 30 подачи проволоки, размещенную на платформе 3 с возможностью вращения вокруг горелки 1, датчик 31 угла поворота планшайбы
29, источник 32 питания сварочной дуги, блок 33 газопитания, реле 34 дуги, осциллятор 35, счетчик 36 импульсов, деишфратор 37, задатчик 38 направления обход, контура, переключатель 39 и реле 40 времени, блоки включения 41 и отключения 42, блок 43 реверса, графическая программа 44 изделие 45, выход фотоэлектрического датчика 2 подключен к эамыкакндему контакту 46 переключателя 39, размыкающий контакт 47 которого соединен с задатчиком 38 направления, а переключающий контакт 48 со входом 49 усилителя-формирователя .7, выход 50 датчика 31 угла поворота планшайбы 29 подключен ко второму входу 51 фазового детектора 17, выход 52 которого подключен к управляющему -входу 53 привода 54 планшайбы 29, выход
55элемента И 12 подключен ко входу
56счетчика 36 игвтульсов, выходы 57 которого через дешифратор 37 подключены к входам 58 приводов 5, 6 и 59 каретки 4, платформы 3, механизма 30 подачи проволоки, и.сточнику 32 питания, блоку 33 газопитания счетчика 36 и блоку 42 отключения, выход 60 реле 34 дуги подключен к пусковому входу 61 приводов 5, 6, 54, 59 каретки 4, платформы 3, планшайбы 29, механи зма 30 подачи проволоки, выход 62 подключен ко входу репе 40 времени, выход которого подключен к управляющему входу 63 переключателя 39.
Выход 64 рале 34 дуги подключен к осциллятору 35,. выход которого подключен к горелке 1, выход 65 источника 32 питания подключен к осциллятору 35, а выходвб - к горелке 1.
Влек 42 отключения содержит испол нительное реле 67 и реле 68 и 69 времени, вход реле 67 является входом 58 блока 42 отключения, выход 70 реле 67 подключен к входам 71 приводов 5, 6 и 54, блока 43 реверса, источника 32 переключателя 38, шлход .72 реле 67 подключен кр входу 73 реле 68 времени, выход 74 реле 67 подключен ко входу 75 реле 69 времени, выход -76 реле 68 времени подключен ко входу 77 блока 43 и привода 53, выход 78 реле 69 времени, подключен ко входу 79 блока 33 газопитания,
Ьлок 41 включения содержит, пусковое устройство 80, выход 8-1 которого подключен ко входу 82 исполнительного реле 83, выход 84 которого подключен ко входу 85-реле 86 времени, выход 87 KOTOpojo подключен ко входу 88 реле 89 времени, выход 90 исдолнительного реле 83 подключен к блоку питания системой управления, (не- показан) , выход 91 реле 86 подключен ко входу 92 блока 33 газопитания, в.ыход 93 реле 89 подключен ко входу 94 источника 32 питания.
Устройство для дуговой сварки работает следующим образом.
При срабатывании пускового устрсгиства 80 включается реле 83, которое включает блок питания систеь управления (не показан) и реле 86 времени, которое включает блок 33 газопитания . Защитный газ поступает в горелку 1. Реле 86 времени с выдержкой, достаточной для прохождения газа по коммуникациям к горелке 1, включает источник 32 питания сварочной дуги через исполнительное реле 89. Сигнал
0 от источника 32 питания поступает на осциллятор 35., который подает высокочастотный разряд в горелку 1, осуществляя возбуждение сварочной дуги между электродом горелки 1 и издели5ем 45. После возбуждения дуги срабатывает реле 34 дуги, которое отключает осциллятор 35 и включает приводы 5, 6, 54 и 59 и реле 40 времени. Начинается перемещение горелки 1 по
0 контуру сварки в направлении,определяемом задатчиком 38 направления обхода контура, и начинает вращаться -планшайба 29 вместе с расположенном на ней механизмом 30 подачи проволо5ки, что обеспечивает подачу проволоки в зону сварки по касательной к контуру сварки.
Реле 40 времени с ввдержкой, достаточной для окончания переходных
0 процессов при возбуждении дуги и отключения осци.плятора, воздействует на управлянадий вход 63 переключателя 39, в результате чего выход фртодатчика 2 подключается к усилитеяю-форлмрователю 7. Далее управление приво5дами 5, 6 и 54 осуществляется от фотодатчика 2 через блоки 7, 10, 16 и 17 в направлении .обхода контура, заданном задатчиком 38. Импульсы фототока с фотодатчика 2 усиливаются,
0 ограничиваются усилителем-формирователем 7 и поступают на вход 9 управ ляемого усилителя 10, с выхода 13 которого импульсы, задержанные линией 20 задержки на период кольцевой
5 оптической развертки светового луча, вновь поступают на вход 22 усилителя 10, который осуществляет выбор переднего по ходу копирования импульса развертки. Фаза этого импульса
0 соответствует положению максимума импульса развертки.
Этот импульс поступает на входы фазовых детекторов 16 и 17. От источника 2.4 опорного напряжения два переменных напряжения - синусоидаль5ное и косинусоидальное поступают на вход 25 фазового детектора 16, с вы-; ходов 25 и 27.которого напряжения, пропорциональные синусу и косинусу, угла наклона линии, управляют приводами 5 и 6 каретки.4 и платформа 3. Синусоидальное опорное напряжение с выхода 50 датчика 31 угла поворота планшайбы 29 поступает на вход 51 фа- . зового детектора 17., с выхода 52 которого напряжение,, пропорциональное синусу угла поворота плaншaй6ы, управляет приводом 54 планшайбы 29,на которой расположен механизм 30 подачи проволоки, вращающийся вокруг сва рочной горелки 1 вместе с планшайбой 29 таким образом, что присадочная проволока поступает в сварочную ванну по касательной к копируемому контуру сварки, заданному графической .программой 44. Импульсы с выхода 13 управляемого усилителя 10 через линию згщерхчки 21 поступают на вход 23 элемента И 12, на вход 11 которого с выхода 8 усилителя-формирователя 7 поступают им-i пульсы от позиционной метки на копируемой линии графической программы 44. При совпадении импульсов ria обоих входах 11 и 23 элемента И 12 на erod выходе 55 появится импульс, сигнализирующий о прохождении световой разверткой позиционной метки. Импульсы с выхода 55 элемента; И 12 поступают на счетчик 36 импульсов, а с него - . на дешифратор 37, преобразующий код счетчика 36 в управляющие сигналы, воздействующие на элементы управления приводами 5, 6 и 59 каретки 4, платформы 3 и механизма 30 подачи проволоки, а также на элементы управ ления источником 32 питания и блока 33 газопитания. Например, если источник 32 питани управляется регулируемым потенциомет ром, в качестве управляющего элемента этим источником 32 может служить набор таких же регулируемых потенцио метров, сопротивление каждого из которых соответствует необходимому зна чению тока в точках контура, обозначенных позиционньоми метками на графи ческой программе.Тогда дешифратор, п мере обхода контура графической программы фотодатчиком 2- и контура свар ки горелкой 1, производит переключение последовательно с одного сопротивления на другое, осуществляя изме нение тока. Аналогично осуществляется изменение скорости перемещения го релки 1 по контуру (скорости сварки) изменение скорости подачи проволоки, расхода газа. При заполнении счетчика 36 и дешифратора 37 сигнал с последнего вы. хода дешифратора 37 поступает на обнуляющий вход 58 счетчика 36 и на .вход блока 42 отключения, включая исполнительное реле 67.. Реле 67 включает реле 68 и 69, отключает источник 32 питания сварочной дуги, переводит переключатель 39 в исходное положение и включает блок 43 реверса, в результате чего происходит отвод присадочной проволоки из зоны сварки. Реле 68 с выдержкой времени, необходимой для отвода присадочной проволоки, отключает привод 59 механизма 30 подачи проволоки. Источник 2 после отключения обеспечивает плавый спад .тока до нуля. Реле 69 с выержкой времени, необходимой для обдуа сварного шва после погасания дуги, тключает блок 33 газопитания. Предлагаемое устройство для дуговой сварки обеспечивает перемещение сварочной горелки по криволинейному контуру с точностью 0,1 мм, поддержание скорости сварки на заданном уровне в диапазоне 80-800 мм/мин независимо от кривизны контура, подачу присадочной проволоки по касательной к контуру сварки с точностью 3°, программное управление технологическими параметрами процесса (скоростью сварки, скоростью подачи присадочной проволоки, током, расходом газа) в функ-i ции положения горелки относительно контура сварки. Это обеспечивает расширение эксплуатационных и технологических возможностей и улучшение качества сварки. I Формула изобретения Устройство для дуговой сварки по криволинейному контуру, содержащее фотоэлектрический датчик, установленный на платформе, размещенной на каретке, приводы перемещения каретки и платформы, управляемый, усилитель, фазовые детекторы, первая и вторая линии задержки, усилитель-формирователь, выход которого подключен ко входу элемента И и блок включения-отключения устройства, отличающееся тем, что, с целью повышения качества и расширения эксплуатационных возможностей, за счет обеспечения программирования параметров сварки в функции положения горелки на контуре, в устройство введены приводная планшайба с приводным механизмом подачи проволоки, блок газопитания, реле дуги, счетчик импульсов, дешифратор, задатчик направления обхода контура, переключатель и реле времени, причем выход фотоэлектрического датчика подключен к замыкающему контакту переключателя, размыкающий контакт которого соединен с задатчиком направления обхода контура, а Переключающий контакт - со входом усилителя-формирователя, выход элемента И подключен ко входу счетчика импульсов, выходы которого через дешифратор подключены к приводам каретки и платформы, механизму подачи проволоки, блоку газопитания и блоку включения-отключения, при этом выход реле дуги подключен к пусковому входу реле времени, выход последнего подключен к управляющему входу переключателя,, а приводная планшайба размещена на платформе с возможностью вращения вокруг горелки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 653597, кл. G 05 В 19/40, 05.06.77.
2.Авторское свидетельство СССР
376746, кл. G 03 В 27/32, 30.09.71
3.Авторское свидетельство СССР
.2. кл. В 23 К 9/10, 23.11.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
