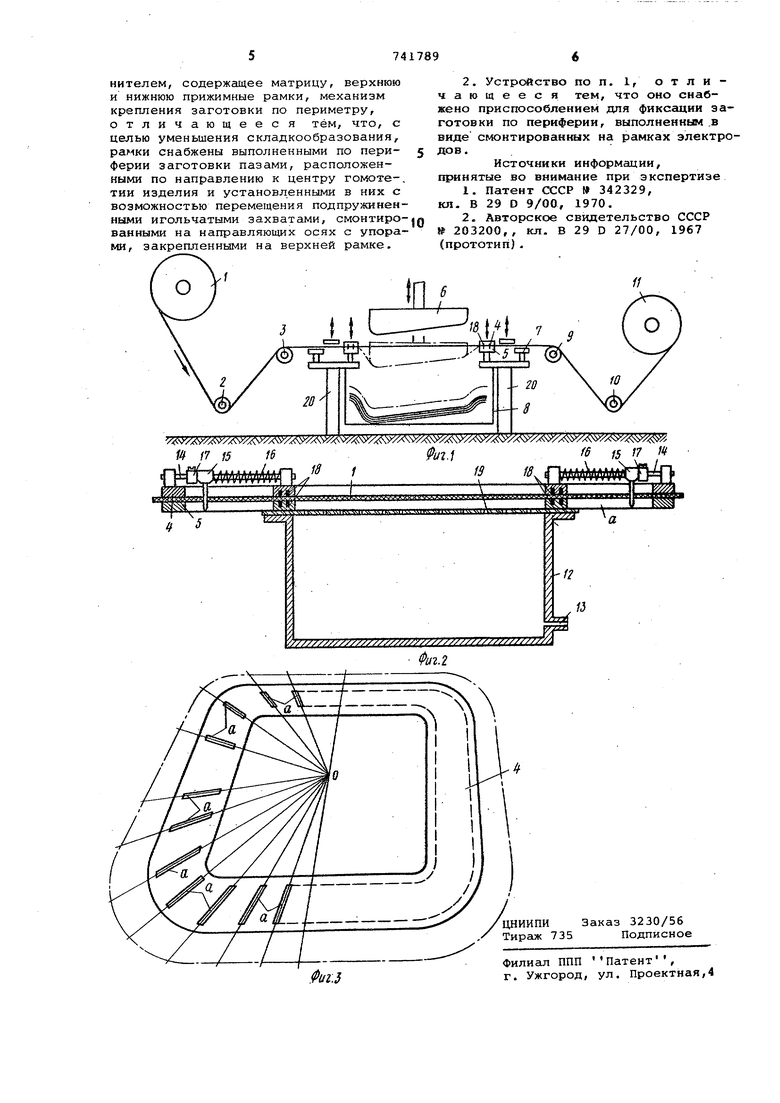
Изобретение относится к оборудова нию для изготовления сложных изделий с пенопластовым заполнителем. Известно устройство для формовани слоистых изделий с пенопластовым заполнителем, включающее средства подачи обшив из вспенивающейся композиции, нижние и верхние прижимные элементы в виде подпружиненных планок 1 . Данное известное устройство не обеспечивает получения изделий сложной формы. Известно также устройство для фор мования слоистых изделий с пеноплас товым заполнителем, содержащее матри цу, верхнюю и нижнюю прижимные рамки механизм крепления заготовки по периметру 2 . Известное устройство не иск.гаочает складкообразования на здготовке изделия на участках переменной кривизны. Целью и&обретения является уменьшение складкообразования. Для достижения поставленной цели в устройстве для формования слоистых изделий с пенопластовым заполнителем содержащем матрицу, верхнюю и нижнюю .прижимные рамки, механизм крепления заготовки по периметру, рамки снабжены выполненными по периферии заготовки пазами, расположенными по направлению к центру гомотетии изделия и установленными в них с возможностью перемещения подпружиненными игольчатыми захватами, смонтированными на направляющих осях с упорами, закрепленными на верхней рамке, и оно снабжено приспособлением для фиксации заготовки по периферии, выполненньом в виде смонтированных на рамках электродов. На фиг. 1 показаны схемы установки получения профильных заготовок; на фиг. 2 показан разрез устройства формования изделия; на фиг. 3 показана схема осуществления вытяж-ки листовой заготовки относительно центра гомотетии О. Установка для получения слоистых изделий состоит из питающего барабана 1 ткани, тянущего 2 и направляющего 3 валков, зажимных рамок устройства предварительной формовки верхней 4.и нижней 5, пуансона 6, резака 7, сборника заготовок 8, направляющего валка отходов ткани 9 и тянущего валка 10 и барабана отходов 11. Устройство для формования изделия может быть выполнено в виде верхней 4 и нижней 5 зажимных рамок установленных на форме 12, соединенной с системой вакуумирования через патрубок 13. Рамки 4 и 5 снабжены пазами . На верхней рамке 4 над пазами смонтированы оси 14, на которых уста.новлены иглы 15, подпружиненные пружинами 16. На осях 14 установлены упоры 17, ограничивающие перемещение игл 15, Рамки 4 и 5 снабжены электродами 18 для сварки форГ1уемой заготовки Между формой 12 и рамками 4 и 5 установлена перфорированная резиновая диафрагма 19 для поддержа ния листовой заготовки в прямолинейном состоянии. Работа устройства осуществляется следующим образом. До операции вакуумной формовки оболочки внутри формы, служащей одновременно и для отливки, и для поли меризации пены, из- которой формуются упомянутые изделия, ткань, предназна ченную для образования этой оболочки, подвергают предварительной формовке с помощью любого соответствующего средства, способного вызвать периферическое скольжение упомянутой ткани внутрь рамки с необходимым зазором, и частичной вытяжке в виде мешка без ошутимого удлинения нитей, из которых состоят упомянутые ткани, в частности, возможно трккатажные, и в пределах совместных с возможностью периферической усадкой этих тка ней, предотвращая образование складок и других явлений, связанных с сжатием после закрепления краев упомянутых тканей-на уровне упомянутой рамки, например, путем сварки, сшива ния или склеивания. Благодаря этой предварительной фо мовке можно получить мешок ограничен ной глубины, меньшей, чем глубина упомянутой формы, но без складок на его периферической части. Когда затем полученную заготовку Лодвергают операции вакуумной формов ки, используя рамкуf герметически закрепленную на упомянутой периферической части удлинение, которому под вергаются нити, составляющие упомяну тые ткани, оказываются достаточЕ о уменьшенным, чтобы обеспечить с одно стороны отличное . пpи 3ыкaниe упомянутой оболочки к внутренней стенке упо мянутой формы и чтобы ограничить до ничтожного значения влияние упругого сокращения, упомянутого выше, способ ное отразиться на пене, составляющей внутреинюю часть изделия. Следует заметить, что после опера дни предварительной формовки слоя тканн изделия с периферической усадкой, ткань, составляющая эту заготов ку, может в некоторых случаях показы вать среднюю плотность волокон выше средней плотности волокон исходной ткани. В этом случае нити, составляющие края упомянутой заготовки, фиксируют относительно друг друга посредством сварки с помощью сварочных электродов, встроенных в упомянутую рамку. Непрерывная лента ткани, подаваегмая с питающего барабана 1, проходит в направлении стрелки на тянущий залок 2 и на валок 3, направляющий ткань в рабочую плоскость, в которой находятся рамки 4 и 5. После фиксации рамкой ткани по периметру, осуществляемой после остановки разматывания упомянутой ленты ткани, пуансон б соответствующей формы опуск-ается внутрь рамок 4 и 5, заготовку из ткани. Ткань фиксируют в этой форме посредством сварочных электродов 18, встроенных в.-рамки 4 и 5. Затем резак 7, неподвижная часть которого закреплена как и неподвижная часть рамки 5 на станине 20, закрывается, обеспечивая отрезание ткани вокруг рамок 4 и 5. Затем рамка 4, также как и резак 7, одновременно поднимаются и заготовка подается в сборник 8, расположенный под рабочей плоскостью, тогда как пуансон б поднимается. Затем лента ткани может продвинуться снова для формовки новой заготовки, тогда как часть ленты, в которой была вырезана предаедущая заготовка, наматывается на барабан для отходов 11, проходя по направлягацему валку 9 и по натяжному валку 10. Затем цикл формовки заготовки повторяется. в зависимости от формы изготавливаемого изделия скольжение эаготовки ткани между рамками 4 и 5 различно. Поэтому иглы 15 посредством упоров 17 устанавливают в пазах О в заданных положениях. При приложении деформирующего усилия заготовка перемещается внутрь рамок 4 и 5, причем это перемещение будет осуществляться до тех пор, пока иглы 15 не упрутся в передние стенки пазов а рамок 4 и 5. В результате чего будет получена заготовка, которая может быть затем -при соединении форг-Ш 12 с вакуумной системой сформована по профилю изготавливаемого изделия с последуюЕгхим заполнением пенополиу1: етаном. После вспенивания пенополиуретана получают сложное изделие с пенопластовым заполнителем, например подзляку. Использование данного устройства позволяет получать слоистые изделия с пенопластовым заполнителем без складок на наружных слоях. Формула изобретения 1. Устройство для формования слоистых изделий с пенопластовым заполнителем, содержащее матрицу, верхнюю и нижнюю прижимные рамки, механизм крепления заготовки по периметру, отличающееся тем, что, с целью уменьшения складкообразования,. рамки снабжены выполненными по периферии заготовки пазами, расположеннылш по направлению к центру гомоте-, тии изделия и установленными в них с возможностью перемещения подпружиненными игольчатыми захватами, смонтированными на направляющих осях с упорами, закрепленными на верхней рамке. X N %Ci 5 S 5C WJ Kv 50vy/ XW 1 (7 15 .i
2. Устройство поп, 1, отличающееся тем, что оно снабкено приспособлением для фиксации заготовки по периферии, выполненным .в виде смонтированных на рамках электродов ,
Источники информации, принятые во внимание при экспертизе
1,Патент СССР 342329, кл. В 29 D 9/00, 1970.
2.Авторское свидетельство СССР № 203200,, кл. В 29 D 27/00, 1967 (прототип), fS IS 17 /

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления подушек или сидений из пенопласта с составным чехлом | 1977 |
|
SU722470A3 |
| ПУЛТРУЗИОННЫЕ СИСТЕМЫ ДЛЯ ПРИДАНИЯ КОМПОЗИТНЫМ ДЕТАЛЯМ ПРОДОЛЬНОЙ КРИВИЗНЫ | 2018 |
|
RU2760375C2 |
| Установка для изготовления изделий из термопластичных материалов | 1983 |
|
SU1151481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ АРМИРОВАННОГО ПЛАСТИКА С ЗАПОЛНИТЕЛЕМ ИЗ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2003 |
|
RU2250824C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАГОТОВКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ МАСКИ ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041755C1 |
| Способ изготовления изделий из пенопласта | 1976 |
|
SU865121A3 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ВИНТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2013 |
|
RU2623254C2 |
| Способ армирования слоистых полимерных композиционных материалов короткими частицами | 2017 |
|
RU2646007C1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНЫХ КОЛЬЦЕВЫХ РАМ | 2005 |
|
RU2390417C2 |
