Изобретение относится к прокатному производству и может быть использовано при производстве полос в чистовой непрерывной группе широкополосного стана горячей прокатки.
Цель изобретения - повышение точности прокатываемых полос и экономия металла.
При прокатке полос на широкополосном стане во всех межклетевых промежутках чистовой непрерывной группы поддерживают на постоянном уровне отношение удельного натяжения к пределу текучести прокатываемого металла и межклетеном промежутке. Причем величину поддерживаемого на постоянном уровне отношения удельного натяжения к проделу текучести металла устан--1| ли1 .) по зависимости
.,
0А15
пГ
где &н удельное натяжение в межклетевом промежутке, МПа; 6Т- предел текучести металла в межклетевом промежутке, МПа;
h K - конечная толщина прокатываемых полос, мм.
При поддержании на постоянном уровне отношения удельного натяжения к пределу текучести прокатываемого металла в межклетеьом промежутке возможное изменение температурных деформационных либо скоростных режимов прокатки, приводящее к изменению предела текучести прокатываемого металлам ,одновременно предусматривает несл
4ь
О 00
s|
CD
обходимость изменения величины удельного натяжения.
При этом общее влияние натяжений на размеры и форму прокатываемых по- лос остается постоянным за счет соответствия механических характеристик прокатываемых полос (предела текучести) прикладываемому к полосе межклетевому натяжению. Это обеспечивает стабилизацию размеров прокатываемых полос как в.пределах партии, так и по ходу прокатки каждой полосы в отдельности, приводит к существенному повышению параметров размерной и гео- метрической точности готовых листов, исключает необходимость завышения припусков на готовую листовую продукцию, а значит позволяет экономить металл.
Удельные межклетевые натяжения являются растягивающими напряжениями, влияющими на точность прокатываемых полос через изменение поперечного течения металла в очагах деформации клетей непрерывной группы. Приложение натяжений приводит к перераспределению продольной и поперечной составляющих пластической деформации в зонах уширения металла в очаге дефор- нации; в зависимости от приложенного уровня натяжений возможно увеличение ширины прокатываемой полосы при развитом естественном уширении либо уменьшение ширины при развитой утяж- ке полосы. Развитое естественное уши- рение при низком уровне натяжений либо развитая утяжка полос при завышенном уровне натяжений приводит к дополнительной разноширинности полос. Наряду с этим, неравномерное поперечное течение металла в очаге деформации, вызванное развитым естественным уширением либо утяжкой полос, обуславливает неравномерное поле продоль- ных напряжений на выходе полосы из клети, следствием чего является нарушение формы прокатываемых полос.
Эффективность влияния приложенных к полосе растягивающих напряжений на процесс пластического деформирования полосы в очаге деформации обуславливается пределом текучести деформируемого металла. Поэтому величину изменения поперечного твчения ме.талла в очаге деформации определяет отношение удельного натяжения к
6ц пределу текучести металла -Ј, а
не абсолютная величина удельного натяжения, т.е. для обеспечения параметров точности прокатываемых полос необходимо стабилизировать
н именно отношение -.
ън
При низком уровне отношения
т
прокатка происходит в условиях развитого естественного уширения, при
&н
высоком уровне отношения -- в условиях отрицательного уширения в очаге деформации. При этом возможна локальная утяжка полос в межклетевом промежутке. И в том, и в другом случаи неравномерное поперечное течение металла в очаге деформации является причиной отклонений по ширине полос в чистовой группе широкополосного стана.
Кроме того, неравномерное поперечное течение металла в очаге деформации обуславливает неравномерность вытяжек и поля продольных напряжений по ширине полосы на выходе из клети, что является одной из основных причин образования дефектов плоскостности прокатываемых полос.
Принятие за оптимальный уровень
н отношения величину, обеспечиваю6т
щую нулевое суммарное уширение полосы, т.е. когда естественное уширение прокатываемого металла полностью компенсируется утяжкой под действием натяжения, устраняет основные причины, вызывающие отклонения точности полос в чистовой группе широкополосного стана. Отсутствие поперечного течения металла в очаге деформации обеспечивает плоское деформированное состояние, выравнивание вытяжек и поля продольных напряжений по ширине полосы на выходе из клети, тем самым устраняет одну из основных причин, приводящих к отклонениям от плоскостности прокатанных листов. При отсутствии уширения в очагах деформации не возникает разноширенность в чистовой непрерывной группе стана.
н
Предложенная зависимость --
&т
0,10 + -- -получена эксперименпктально.
Она определяет оптимальный уровень межклетевых натяжений при прокатке
5 154 полос в чистовой группе стана, отвечает условиям прокатки с нулевым суммарным уширением, в соответствии с выше сказанным обеспечивает единствен но необходимый для повышения точЬнности полос уровень отношения -т-.
6т
Таким образом, выполняя представленные в формуле условия прокатки, а именно поддержание на постоянном
6Н
уровне отношения -:в межклетевом
6т
промежутке, на уровне, соответствующем зависимости + .0,15(
6 тЧ
с одной стороны, за счет стабилиза6„ции -jtустраняются дополнительные
дефекты точности, связанные с изменением температурно-скоростных и деформационных режимов прокатки с другой стороны за счет установки оп6н
тимального уровня -устраняются
6т
причины нарушения параметров точности в чистовой непрерывной группе широкополосного стана. Тем самым обеспечивается повышение точности размеров и формы прокатываемых полос.
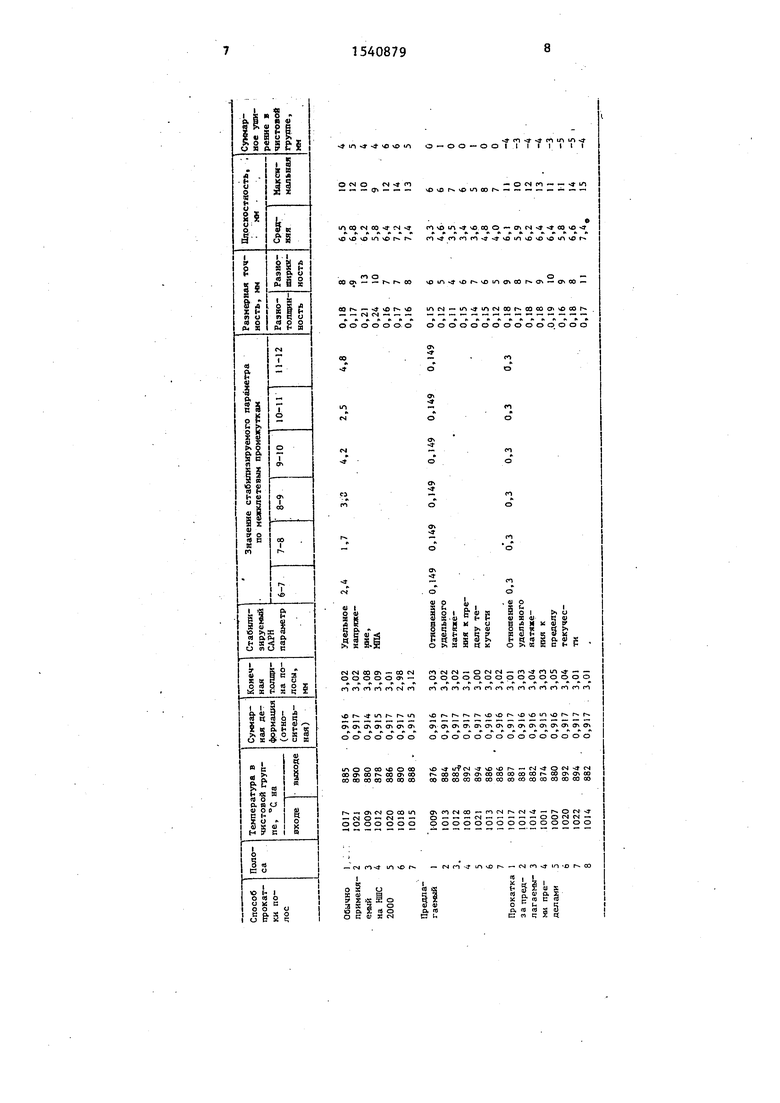
Результаты промышленного опробования способа, прокатка полос 3x1230 мм из стали ст.Зсп в чистовой
непрерывной группе, представлены в таблице. Использование предлагаемого способа обеспечивает экономию металла 2-6 кг/т, что соответствует снижению раэноширинности на 2-6 мм.
Формула изобретения
Способ прокатки полос на широкополосном стане, включающий прокатку в черновой группе с обжатиями по толщине и ширине полосы, прокатку в чистовой непрерывной группе с обжатиями по толщине полосы, отличающийся тем, что, с целью повышения точности прокатываемых полос и экономии металла, во всех межклетевых промежутках чистовой непрерывной группы поддерживают на постоянном уровне отношения удельного натяжения к пределу текучести прокатываемого металла в межклетевом промежутке, причем величину отношения удельного натяжения к пределу текучести металла устанавливают по зависимости
±1 - п . + -O-iJ.5
&т Ьк
где - удельное натяжение в межклетевом промежутке, МПа; 6-г - предел текучести металла в
межклетевом промежутке, МПа h k - конечная толщина прокатываемых полос, мм.
Удельное 2,4 напряжение, МПА
Отношение 0,149 удельного натяжения к пределу текучести
Отношение 0,3 удельного натяжения к пределу текучести
1.7
3,2
4.2
2.5
4,8
0,149 0,149 0,149 0,149 0,149
0,3
0,3
0,3
0.3
0,3
6,5 6,8 6,2 5,8 6,4 7,2 7,4
10
12
10
9
12
14
13
4 5 4 4 6 6 5
О I
О О
1
о о
-4 -3 -4 -4 -3 -5 -5 -4
(л
.р- О 00 -J
чэ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| Способ автоматического регулирования ширины прокатываемой полосы | 1978 |
|
SU741977A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2012 |
|
RU2492005C1 |
| Устройство для измерения межклетевого натяжения на непрерывном стане горячей прокатки | 1976 |
|
SU601062A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ПОЛОС | 2013 |
|
RU2511159C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2006 |
|
RU2325241C2 |
| Способ регулирования ширины горячекатаных полос | 1978 |
|
SU787124A1 |
| Способ горячей прокатки стальной полосы | 1983 |
|
SU1199314A1 |
Изобретение относится к области прокатного производства и может быть использовано при производстве полос в чистовой непрерывной группе широкополосного стана горячей прокатки. Цель изобретения - повышение точности прокатываемых полос и экономия металла. Прокатку осуществляют при постоянном во всех межклетьевых промежутках уровне отношения удельного натяжения σн к пределу текучести σт прокатываемого металла в межклетьевом промежутке. При этом величину отношения σн/σт определяют по математическому выражению в зависимости от конечной толщины прокатываемой полосы. 1 табл.
| Способ прокатки полосы | 1983 |
|
SU1079327A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ прокатки тонких и тончайших полос | 1984 |
|
SU1194519A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
