(54) УПОР-ДЕМП 5ЕР СТАНКА
1
изобретение отнр.дится к станко-: строению и может быть использовано в станках для обработки концов длинномерных изделий, например труб.
Известны устройства, предназначенные для гашения удара движущихся масс, которые содержат плунжер с плоскостью, воспринимающей удар движущейся массы, корпус и бтакан.
Недостаток устройства состоит в значительных его габаритах.
Известен также упор-демпфер для станков для обработки длинномерных изделий, служащий для остановки заготовки в заданном положении в зоне резания. Упор этого станка выполнен в виде демпфера, установленного на конце пиноли со встроенным в нее , гидроцилиндром привода двойного перемещения пиноли. Демпфер содержит корпус, тарелку, шток гидроцилиндра, поршень, устройство возврата упора с заготовкой в исходное положение, устройство регулировки параметров . торможения и возврата упора в исхсадное положение. Устройство возврата выполнено в виде набора тарельчатых пружин, а устройство регулировки параметров торможения и возврата - как ряд съемных обратных клапанов ПК
Недостатком данного упора-демпфера являются значительные габариты, что зау-ромождает зону обработки станка.
Цель изобретения - сокращение габаритов упора-демпфера в зоне обработки станка.
Поставленная цель достигается тем, что средство для демпфирования и возврата упора выполнено в виде пневмо10гидравлического цилиндра, гидравлическая полость которого сообщена с бесштоковой полостью ридроцилиндра упора, через параллельно включенные дроссели и обратный клапан, а пнев15мополость - с источником сжатого газа.
Кроме того, гидрополость пневмогидравлического цилиндра сообщена последовательно с гидроцилиндром
20 упора через полость гидроцилиндра пиноли, действующую на подвод последней в зону перемещения заготовки.
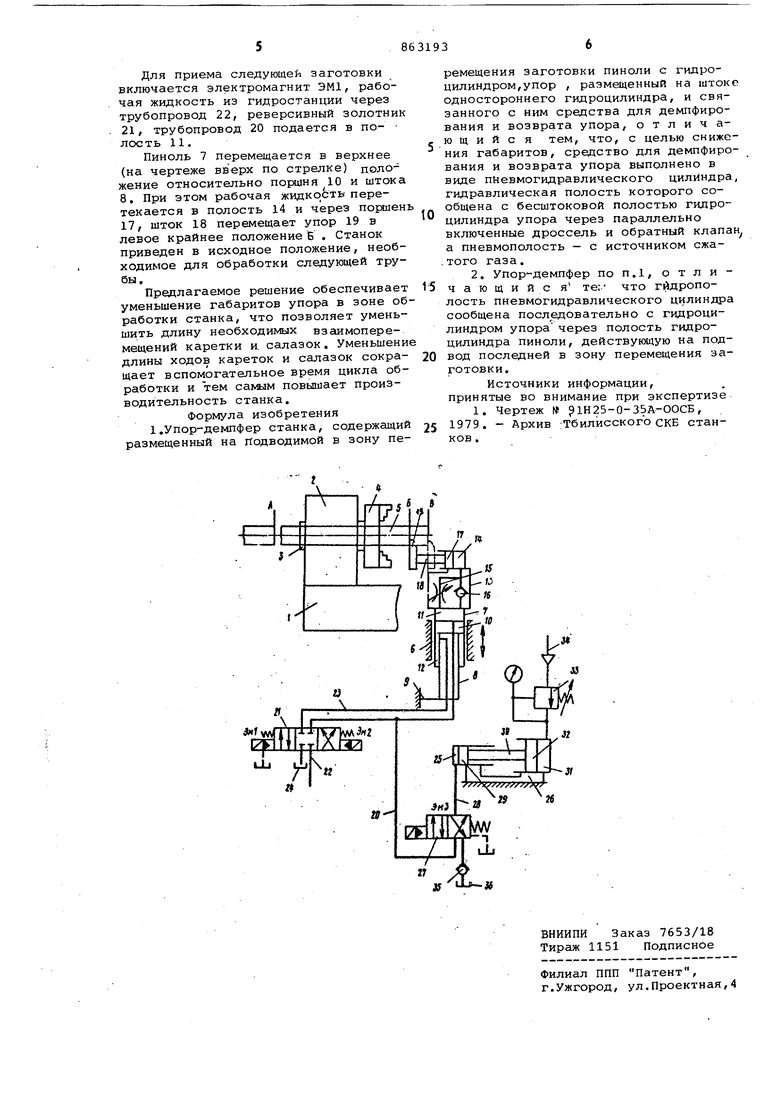
На чертеже показан упор-демпфер. Изобретение иллюстрируется на при25мере применения в токарном станке .
Токарный станок имеет станину 1, на которой закреплена шпиндельная бабка 2с полым шпинделем 3. На конце шпинделя 3 укреплен патрон 4 яля зажима заготовки 5. В направляющих б
30
установлена пиноль , внутри которой размещен гидроцилиндр привода двойного перемещения пиноли 7 со штоком 8. Шток 8 кронштейном 9 крепится к станине 1, Гидроцилиндр привода двой,ного перемещения пиноли 7 содержит .порлень 10, полость 11 подвода пиноли 7 в рабочую зону станка и полость 12 отвода пиноли 7 из рабочей зоны станка.На конце пиноли 7 размещен корпус 13 гидроцилиндра одностороннего деист ВИЯ с рабочей полостью 14,соединенной с полостью 11 подвода пиноли 7 в рабочую зону станка дросселем 15 и обратным клапаном 16.В корпусе 13 размещен поршень 17,шток 18 и упор 19.Перечисленные корпус 13,полость 14,дроссель 14,обратный клапан 16,поршень 17,шток 18 и упор 19 закреплены на пиноли 7, Гидравлическая полость 11 подвода пиноли 7 соединена со станцией управления гидросистемы (на чертеже не показана) трубопроводом 20 через нормально закрытую полость реверсивного золотника 21 и трубопровод 22.Гидравлическая полость 12 отвода пиноли 7 соединена трубопроводом 23 с золотником 21 .и нормально закрытой полостью слива 24. Гидравлическая полость 11 подвода пиноли 7 соединена также с гидравлической полостью 25 пневмогидравлического цилиндра 26,представляю,щего собой средство для демпфирования 1и возврата упора,трубопроводом 20, гидрораспределителем 27 и трубопроводо.м 28.В гидравлической полости 25 цилиндра 26 размещен поршень 29 одностороннего действия со штоком 30,на другом конце которого в пневматической полости 31 выполнен поршень 32 одностороннего действия.Полость 31 соединена с внешней воздушной сетью регулятором 33 давления,служащим для регулирования давления в полости 31, и трубопроводом 34.
Золотник 27 подключен к сливу через клапан 35, предотвращающий свободное вытекание масла из полости 25 при соеди ении со сливом 36.В исходном положении пиноль 7 в зоне юбра- ботки, т.е. в верхнем крайнем положении ( По чертежу вверх по стрелке) упор 19 выдвинут в крайнее левое по схеме положение Б, шток 30 с поршнями 29 и 32 в крайнем левом положении, система заполнена рабочей жидкостью (маслом), воздушная сеть подключена, электромагниты ЭМ1,ЭМ2,ЭМЗ включец а, -полость 25 соединена со сливом 36.
Работает устройство следующим об-, разом.
Подается команда на задачу в станок заготовки и одновременно на включение электромагнита ЭМЗ, соединяющего полость 11 трубопроводом 20 с полостью 25. Заготовка 5 из положения А подается сквозь полый шпинлель 3 шпиндельной бабки 2 до
ора 19 в положение И . Дойдя до .
упора 19, заготовка 5 начинает сме- |Щать упор 19 в положение 8, При этом перемещается шток 18, порцень 17 и рабочая жидкость (масло) из полости 14 через обратный клапан 16 перетекает в полость 11, в этот момент электромагниты ЭМ1 и ЭМ2 выключены и )рабочая полость золофника 21 закрыта Поэтому рабочая жидкость (масло) поступает в полость 25 через трубопровод 20, золотник 27 и трубопровод 28 В результате перемещатся поршень 29, шток 30 и поршень 32, вытесняя возду из полости 31. Воздух из полости 31 через регулятор давления 33 и трубопровод 34 вытесняется в воздушную сеть. При сжатии воздуха в полости 31 обеспечивается постоянное давлени на пориень 32 на всей длине хода и оптимальный режим гашения кинетической энергии заготовки. При этом заготовка 5 и упор 19 занимают положение в , Под действием сжатого воздуха из воздушной сети (не показано), перемещающегося через трубопровод 34, регулятор давления 33, полость 31, поршень 32,шток 30, поршень 29, и обратного замедленного движения рабочей жидкости (масла), перемещающейся из полости 25 через трубопровод 28, золотник 27, трубопровод 20, полость 11, дроссель 15, полость 14, заготовка 5 после потери кинематической энергии возвращается в положение Б. При этом поршень 17, шток и-упор 19 занимают крайнее левое положение Б точно соответствующее положению конца трубы в момент обработки. Замедленный возврат упора 19 в крайнее левое положение Б обеспечивается регулируемым дросселем 15, при этом обратный клапан 16 закрыт.
Далее дается команда на зажим заготовки 5 патроном 4 и для дальнейшей обработки буфер СПинолью 7 необходимо отвести из зоны резания. Отвод буфера с пинолью 7 из зоны обработки станка производится включением электромагнита ЭМ1. В результате этого происходит реверс потоков рабочей жидкости, которая через трубопровод 22, реверсивный золотник 21, трубопровод 23 перетекает в полость 12, и полость 11 соединяется со сливом 24. Одновременно электромагнит ЗМЗ отключается, полость 25 соединяется со сливом 36. Пиноль 7 перемещается в направляющих 6 в нижнее (по чертежу вниз па стрелке) положение относительно поршня 10 и штока 8, что обеспечивает отвод упора с пинолью из зоны обработки станка. Начинается механическая обработка заготовки.
После окончания обработки заготовка 5 удаляется из зоны обработки, упор с пинолью 7 перемоцается в исходное положение, т.е. упор 19 занимает положение Б .
Для приема следующей заготовки включается электромагнит ЭМ1, рабочая жидкость из гидростанции через трубопровод 22, реверсивный золотник 21, трубопровод 20 подается в по- лесть 11.
Пиноль 7 перемещается в верхнее (на чертеже вверх по стрелке) положение относительно пориня Ю и штока 8. При этом рабочая жидкость перетекается в полость 14 и через поршен 17, шток 18 перемещает упор 19 в левое крайнее положение Б . Станок приведен в исходное положение, необходимое для обработки следующей трубы.
Предлагаемое решение обеспечивает уменьшение габаритов упора в зоне обработки станка, что позволяет уменьшить длину необходимых взаимоперемещений каретки и. салазок, Уменьшени длины ходов кареток и салазок сокращает вспомогательное время цикла обработки и тем самым повышает производительность станка.
Формула изобретения
1 .Упор-демпфер станка, содержащий размещенный на п одводимой в зону перемещения заготовки пиноли с гидроцилиндром, у пор , размещенный на штоке одностороннего гидроцилиндра, и связанного с ним средства для демпфирования и возврата упора, о т л и ч аю щ и и с я тем, что, с целью снижения габаритов, средство для демпфирования и возврата упора выполнено в виде пНевмогидравлического цилиндра, гидравлическая полость которого сообщена с бесштоковой полостью гидро0цилиндра упора через параллельно включенные дроссель и обратный клапан а пневмополость - с источником сжа.того газа.
2. Упор-демпфер по п.1, отли5чающийс я те:- что гйдрополость пневмогидравлического цилиндра сообщена последовательно с гидроцилиндром упора через полость гидроцилиндра пиноли, действующую на под0вод последней в зону перемещения заготовки.
Источники информации, принятые во внимание при экспертизе
1. Чертеж № 1Н25-0-35А-ООСБ, 1979. - Архив :Тбилисского СКВ стан5ков .

| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Привод подачи сверлильного станка | 1979 |
|
SU917958A1 |
| Амортизирующее устройство | 1983 |
|
SU1106589A1 |
| Сверлильная головка | 1983 |
|
SU1131606A1 |
| ПРИВОД СЛИВНО-НАЛИВНОГО УСТРОЙСТВА ДЛЯ ПЕРЕКАЧКИ ЖИДКОСТИ ИЗ ТРАНСПОРТНОГО СРЕДСТВА В ЕМКОСТЬ | 1964 |
|
SU225065A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Гидросистема зубообрабатывающегоСТАНКА | 1978 |
|
SU802660A1 |
| Гидросистема сопровождения рабочего органа сверлильного станка | 1989 |
|
SU1760185A1 |
| Пневмогидравлическое устройство защиты инстумента для глубокого сверления | 1973 |
|
SU467793A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
