Изобретение относится к сварочному производству и может быть использовано при сварке любых стыковых соединений без разделки кромок при двухсторонней сварке.
Известен способ автоматического регулирования глубины проплавления при автоматической дуговой сварке, при котором изменение какого-либо параметра сварки из-за внешних факторов компенсируется изменением других параметров (см. патент Японии №50-3987, кл. 12В112.4, кл. В23К 9/12, опубл. 13.02.75).
Данный способ не учитывает влияние на процесс сварки неконтролируемых возмущений, что не позволяет получить качественное сварное соединение.
Известен способ автоматического регулирования глубины проплавления при автоматической дуговой сварке, при котором задают эталонные значения тока сварки, скорости сварки, напряжения сварки, в процессе сварки измеряют текущие значения указанных параметров, вычисляют разность между текущими и заданными их параметрами и ведут регулирование процесса по полученным разностям, измеряют температуру точки поверхности сварного шва, вычисляют расчетное значение температуры той же точки поверхности шва, вычисляют одновременно с разностями между текущими и заданными параметрами тока сварки, напряжения сварки, скорости сварки, разность между текущим и вычисленным значениями температуры и значение управляемого параметра процесса сварки регулируют согласно уравнению

где К, l, m, n - известные константы, зависящие от конкретного процесса сварки,
Io - эталонный ток сварки,
I - текущий ток сварки,
Vo - эталонная скорость сварки,
V - текущая скорость сварки,
Uo - эталонное напряжение сварки,
U - текущее напряжение сварки,
Т - текущее значение температуры,
Тр - расчетное значение температуры,
причем в качестве управляющего параметра процесса выбирают ток сварки (см. описание к авторскому свидетельству СССР №10131363, опубл. 23.04.1983).
Этот способ регулирования глубины проплавления принят за прототип.
Недостатком данного способа является низкая точность регулирования, так как между действием неконтролируемых возмущений и реакцией на них регулирующего воздействия проходит большой промежуток времени. Это вызвано тем, что регулируемая глубина проплавления расположена в центральной зоне сварочной ванны, а измерение производится на сформировавшемся сварочном шве, на значительном удалении от места основного влияния возмущений, и, следовательно, со значительным запаздыванием. Размеры сварочной ванны реагируют на возмущения с определенным запаздыванием, что связано с большей инерционностью тепловых процессов по отношению к большинству возмущений, например по току, скорости сварки, напряжению дуги. Еще большей инерционностью в отношении реакции на возмущения отличаются зоны, находящиеся за сварочной ванной, на закристаллизовавшемся шве.
В предлагаемом способе регулирования глубины проплавления при автоматической дуговой сварке, включающем задание эталонного значения параметра сварки из группы, включающей ток сварки, скорость сварки и напряжение сварки, вычисление расчетного значения температуры заданной точки поверхности изделия и измерение в процессе сварки температуры заданной точки поверхности изделия, при этом требуемое значение регулируемого параметра сварки определяют из условия
(Р-Ро)=(Т-Тт)/М,
где М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельному допустимому изменению регулируемого параметра сварки при допустимых отклонениях глубины проплавления,
Ро - эталонное значение регулируемого параметра сварки,
Р - требуемое значение регулируемого параметра сварки,
Тт - измеренное текущее значение температуры заданной точки поверхности изделия,
Т - расчетное значение температуры точки поверхности изделия.
В отличие от прототипа предварительно определяют расстояние между осью сварочного электрода и точкой с максимальной глубиной проплавления, а заданную точку для замера температуры выбирают на поверхности изделия за пределами сварочной ванны на линии, перпендикулярной продольной оси сварочной ванны, расположенной на расстоянии от оси электрода, равном 0,8-1,2 упомянутого предварительно определенного расстояния с обеспечением отношения допустимого относительного отклонения регулируемого параметра сварки при максимальной глубине проплавления к допустимому относительному отклонению измеряемой температуры в заданной точке в пределах 0,5-2,0.
Наиболее предпочтительным вариантом способа является такой, при котором в качестве регулируемого параметра используют скорость сварки.
Техническим результатом предлагаемого изобретения является повышение быстродействия и точности регулирования. Это достигается предварительным определением положения точки вдоль оси сварочной ванны с максимальной глубиной проплавления, выбором точки замера температуры на поверхности изделия вблизи этой точки и расположением точки замера в направлении, перпендикулярном оси сварочной ванны в пределах, обеспечивающих необходимую чувствительность измерения температуры.
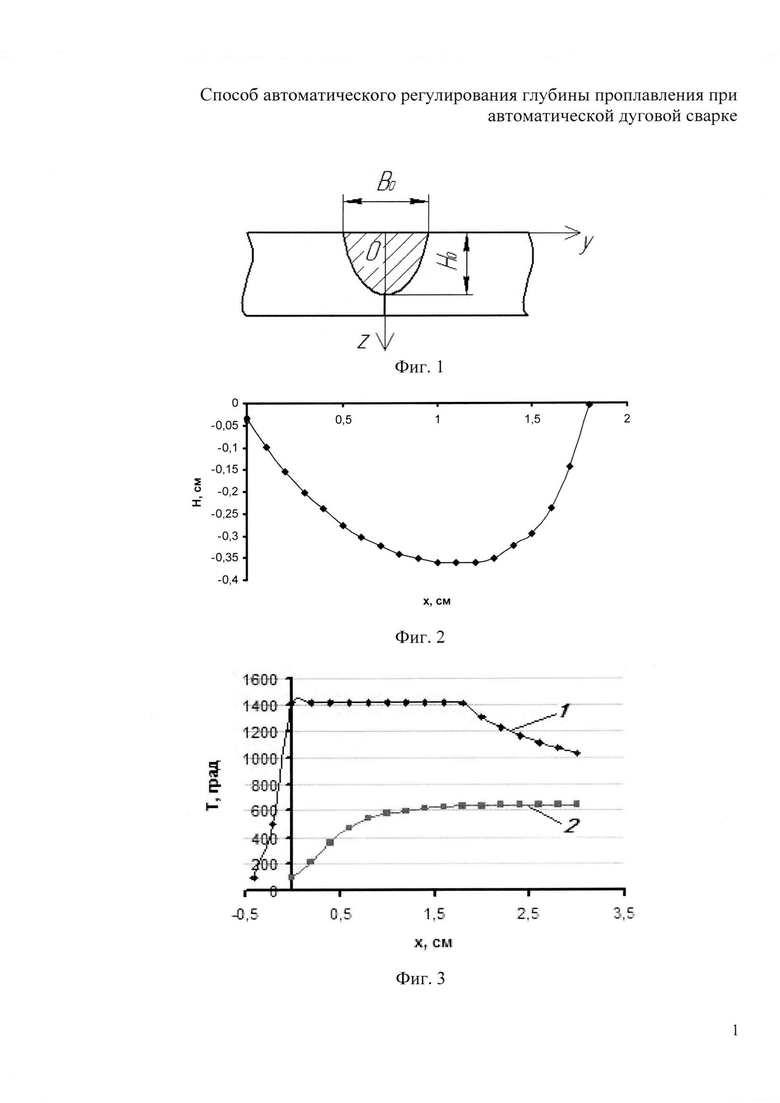
На фиг. 1 показано поперечное сечение сварочной ванны в плоскости Y0Z.
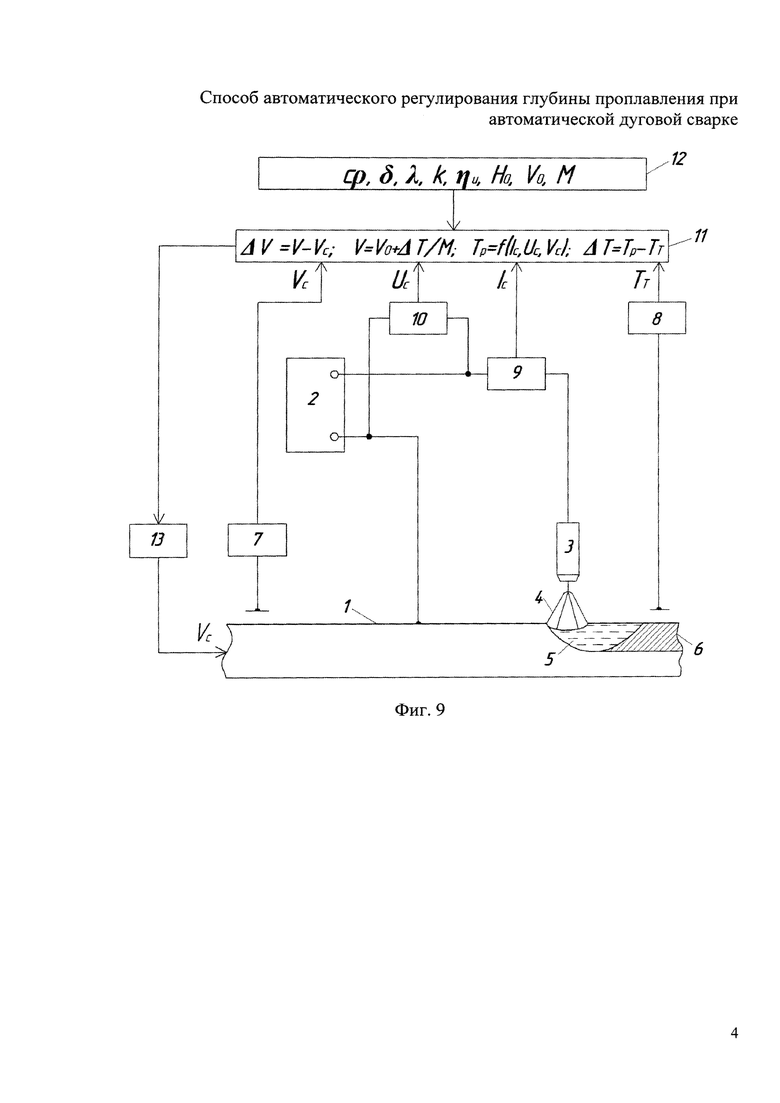
На фиг. 2 приводится расчетный продольный профиль сварочной ванны; на фиг. 3 даны расчетные термические циклы точки на наружной поверхности пластины на оси шва; на фиг. 4 - расчетные графики распределения температур на наружной поверхности пластины в поперечном сечении с координатой хм максимальной глубины проплавления при номинальном режиме сварки и при изменении скорости сварки до предельно допустимых отклонений; на фиг. 5 - расчетные графики распределения температур на обратной поверхности пластины в поперечном сечении с координатой хм максимальной глубины проплавления при номинальном режиме сварки и при изменении скорости сварки до предельно допустимых отклонений; на фиг. 6 - расчетные графики допустимых относительных отклонений температуры для наружной поверхности пластины; на фиг. 7 - расчетные графики допустимых относительных отклонений температуры для обратной поверхности пластины; на фиг. 8 - расчетные графики допустимых относительных отклонений температуры для наружной поверхности пластины при смещении линии точки замера относительно точки с максимальным проваром; на фиг. 9 приводится схема алгоритма, реализующая предлагаемый способ автоматического регулирования глубины проплавления.
На фиг. 1 показано поперечное сечение сварочной ванны пластин без разделки кромок с неполной глубиной проплавления при сварке с одной стороны неплавящимся электродом без присадочной проволоки. Но - максимальная глубина проплавления, Во - ширина сварочной ванны на наружной поверхности (со стороны действия сварочной дуги) в сечении с максимальной глубиной проплавления. При регулировании требуется стабилизировать максимальную глубину проплавления. На фиг. 1 показаны оси при расчете температур - ось Y, перпендикулярная направлению скорости сварки, и ось Z, направленная от наружной поверхности пластины со стороны действия сварочной дуги.
Кривая 1 на фиг. 2 представляет расчетный продольный профиль сварочной ванны, полученный с помощью формулы для нормально-кругового источника тепла, движущегося на поверхности плоского слоя (пластины).
Формула для расчета температур при сварке имеет вид

где х, у, z - координаты точки относительно подвижной системы координат источника теплоты, см; координата х является в данном случае положительной в направлении, противоположном скорости сварки.
Т - температура точки, °С;
Т0 - начальная температура пластины,°С;
t - время с момента начала действия движущегося источника тепла, с;
cρ - объемная теплоемкость, Дж/(°С⋅см3);
qи - эффективная мощность дуги, Вт;
δ - толщина пластины, см;
а - коэффициент температуропроводности, см2/с;
t0=1/4ak - постоянная времени, характеризующая сосредоточенность теплового потока от источника тепла к изделию, с;
k - коэффициент сосредоточенности сварочного источника тепла, см-2;
Vc - скорость движения источника тепла, см/с;
N - число фиктивных теплоисточников, учитывающих отражение теплоты от поверхностей плоского слоя (пластины).
Приравняв данное выражение температуре плавления Т1, можно рассчитать максимальную глубину проплавления при координате у=0, то есть найти координаты z, х, при которых Т=T1.
Величина эффективной мощности определяется по формуле

где ηи - эффективный КПД сварочного источника тепла.
В качестве управляемого параметра служит номинальная максимальная глубина проплавления (провар) изделия при сварке с одной стороны. Значение такого провара принималось 60% от свариваемой детали толщиной 6 мм и составляет 3,6 мм. Допустимое отклонение провара принималось ±0,6 мм от номинального провара. Таким образом, минимальный допустимый провар составил 3,0 мм, а максимальный допустимый провар 4,2 мм. Следовательно, допустимое отношение [ΔHo/Ho] = ±16,7%.
Номинальное значение эффективной мощности источника тепла составило qи=1800 Вт, номинальная скорость сварки Vc=0,43 см/с. Данной эффективной мощности соответствует приблизительно сварочный ток Ic=225 А, при вольтовом эквиваленте эффективной мощности дуги прямой полярности Uэ=8 Вт/А. Номинальные значения теплофизических коэффициентов принимались для высоколегированной стали: объемная теплоемкость cρ=3,476 Дж/(см3°С), коэффициент температуропроводности а=0,0432 см2/с. Плотность осевого теплового потока была выбрана по литературным данным qo=4200 Вт/см2. Коэффициент сосредоточенности сварочного источника тепла составил k=7,33 см-2, диаметр пятна нагрева Dн=1,28 см. Данному коэффициенту сосредоточенности соответствует постоянная времени t0=0,79 секунд. Температура плавления высоколегированной стали принималась T1=1440°С. Номинальная температура деталей перед сваркой принималась Т0=20°С. Таким образом, номинальная расчетная температура плавления (T1-T0) составляла 1420°С.
Максимальная глубина проплавления (провар) на фиг. 2 имеет место при координате х=1,1 см, что соответствует моменту времени пересечения осью источника начала координат (ось электрода) tm=1,1/Vc=1,1/0,43=2,56 секунд.
Максимальная ширина сварочной ванны на поверхности, со стороны которой действует сварочная дуга (наружной поверхности), Вм=1,035 см, находится в сечении с координатой х=0,6 см. Ширина сварочной ванны при координате хм=1,1 см, для которой имеет место максимальная глубина проплавления Hо, составляет Во=0,867 см. Длина сварочной ванны по ее оси (при у=0) согласно профилю ванны на фиг. 2 Lв=1,85 см, из них в направлении, противоположном скорости сварки, 1,8 см. Максимальное время нахождения металла сварочной ванны в жидком состоянии tж=Lв/Vc=1,85/0,43=4,3 секунды.
Глубина проплавления сварочной ванны вблизи максимума изменяется с низкой интенсивностью. Поэтому длина участка сварочной ванны, на которой глубина проплавления отличается от максимальной глубины Hо=0,36 см всего на 0,01 см (2,8%) на фиг. 2 составляет 0,4 см (от х=0,9 см до х=1,3 см). В пределах этой зоны рекомендуется выбирать точку на поверхностях пластины в направлении, перпендикулярном оси сварочной ванны, находящуюся вне сварочной ванны. Отношение минимальной координаты с проваром Н=0,35 см к координате с максимальным проваром Hо=0,36 см составляет 0,82, а максимальной координаты с проваром 0,35 см 1,3/1,1=1,18. Можно принять, что отношение координат, внутри которого обеспечивается необходимая точность регулирования, составляет от 0,8 до 1,2 координаты точки с максимальной глубиной проплавления. Перемещение точки замера в направлении оси сварочной ванны (по направлению скорости сварки) позволяет выбрать оптимальную точку с позиции синхронности изменений температуры в этой точке и максимальной глубины проплавления.
Положение координаты точки сварочной ванны с максимальным проваром можно определить предварительно перед сваркой расчетным путем с помощью уравнения (2) или опытным путем.
На фиг. 3 кривая 1 представляет расчетный график изменения температур вдоль оси X в точке или термический цикл точки по оси сварочной ванны во времени (для оси времени t) (если координаты х разделить на скорость сварки Vc) при номинальном режиме сварки, приведенном выше. При температурах выше температуры плавления температура поверхности ванны принята постоянной, равной температуре плавления стали и поэтому кривая термического цикла параллельна оси X. На расстоянии 1 см от конца сварочной ванны в направлении, противоположном направлению скорости сварки (координата х=2,8 см), температура поверхности достигает 1067°С. Этому соответствует момент времени от начала оси времени 2,8/0,43=6,51 секунды. Таким образом, измерение температуры в этой точке отстает по времени на 3,95 секунды от изменений, которые происходят в точке с максимальной глубиной провара. При изменении скорости сварки до максимального значения Vc=0,5 см/c, обеспечивающего минимально допустимый провар Н=0,3 см, температура точки с координатой х=2,8 см уменьшается до 998°С, что составляет - 6,5% от номинальной температуры. Эта чувствительность по абсолютной величине меньше относительного отклонения скорости сварки, составляющей 16,3%, в 2,5 раза и почти во столько же меньше относительного изменения максимальной глубины проплавления (16,7%). При изменении скорости сварки до минимального значения Vc=0,39 см/с, обеспечивающего максимально допустимый провар Н=0,42 см, температура точки с координатой х=2,8 см увеличивается до 1116°С, что составляет +4,6% от номинальной температуры. Эта чувствительность по абсолютной величине меньше относительного отклонения скорости сварки, составляющей 9,3%, в 2,0 раза.
Таким образом, чувствительность температуры точки замера на оси шва к возмущениям по скорости сварки в 2,0-2,5 раза меньше, чем чувствительность максимальной глубины проплавления к изменению скорости сварки. Это дополнительно свидетельствует о нецелесообразности выбора точки замера температуры на оси шва за пределами сварочной ванны по известному способу регулирования.
Кривая 2 на фиг. 3 представляет график изменения температур вдоль оси X на расстоянии у=0,75 см от оси сварочной ванны. При делении координаты х на скорость сварки Vc этот график будет являться термическим циклом точки. Максимальная температура точки составляет 641°С, а температура с координатой х=1,1 см, совпадающей по времени с координатой максимальной глубины проплавления, 588°С. Последняя температура при действии любых возмущений, в том числе неконтролируемых, изменяется по времени близко с изменением провара.
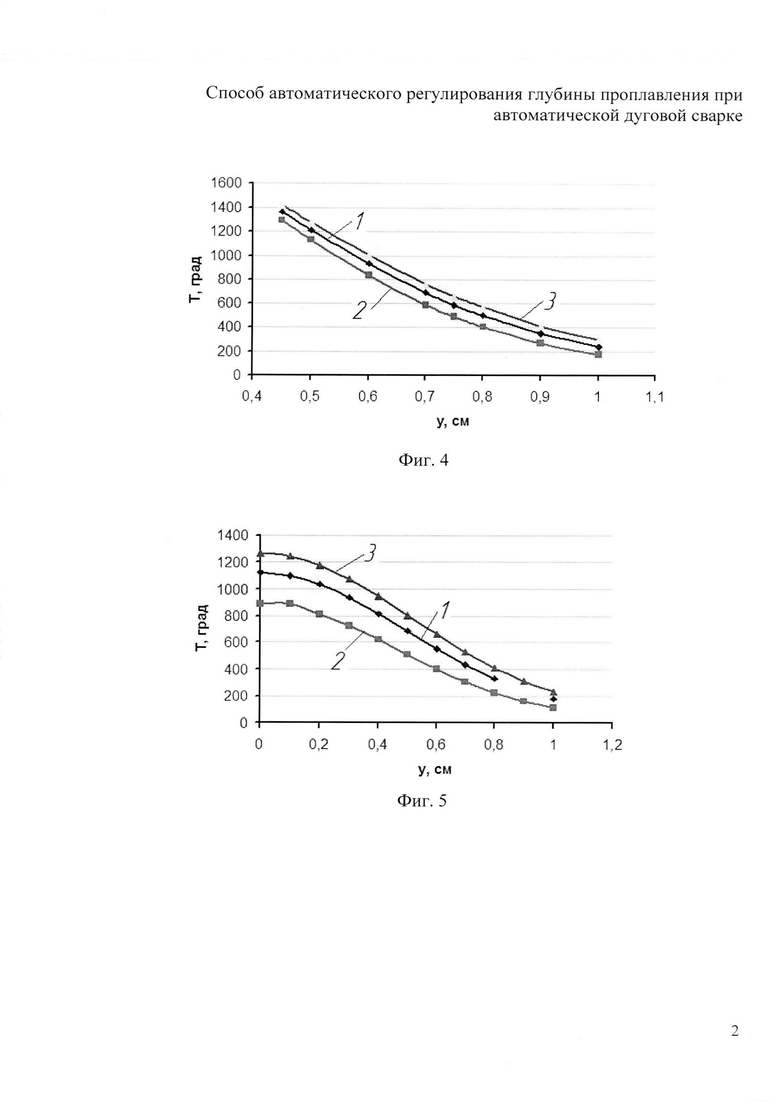
На фиг. 4 кривая 1 представляет расчетную кривую распределения по оси Y температур при сварке на наружной поверхности пластины за пределами сварочной ванны с продольной координатой хм=1,1 см, равной координате с максимальной глубиной проплавления. Параметры сварки номинальные.
Кривая 2 на фиг. 4 представляет расчетную кривую распределения температур в тех же точках при увеличении скорости сварки до 0,5 см/с, при которой достигается установленный минимум глубины проплавления Н=0,3 см.
Кривая 3 на фиг. 4 представляет расчетную кривую распределения температур в тех же точках при уменьшении скорости сварки до 0,39 см/с, при которой достигается установленный максимум глубины проплавления Н=0,42 см.
Сравнение кривых 1, 2, 3 на фиг. 4 указывает, что относительное отклонение температур (чувствительность) при уменьшении скорости сварки выше, чем при увеличении. Это связано с тем, что при уменьшении скорости сварки увеличивается отражение тепла от обратной плоскости пластины.
Аналогично кривая 1 на фиг. 5 представляет кривую распределения температур на обратной плоскости пластины при номинальной скорости сварки 0,43 см/с, кривая 2 - при предельной скорости 0,5 см/с, кривая 3 - при предельной скорости 0,39 см/с.
Сравнение кривых на фиг. 5 также указывает, что отклонение температур при уменьшении скорости сварки выше, чем при увеличении.
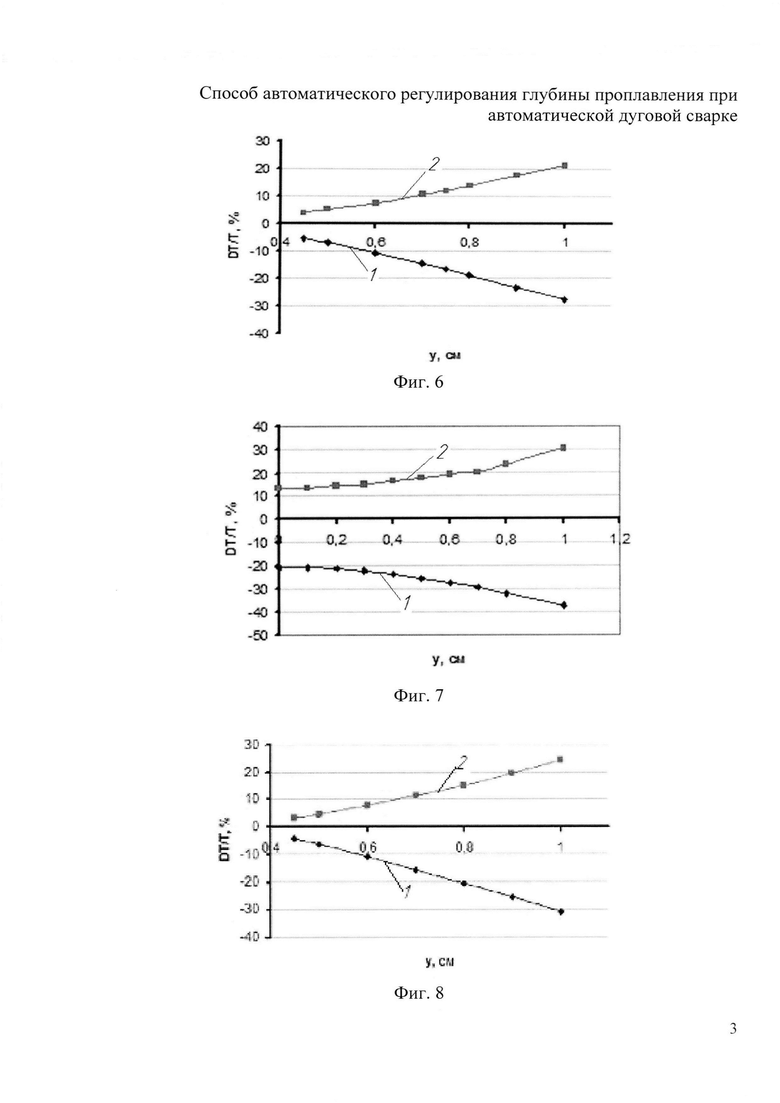
Кривая 1 на фиг. 6 представляет расчетное допустимое отрицательное относительное отклонение (чувствительность) температур в процентах в зависимости от изменения положения точки вдоль оси Y для положительного приращения скорости сварки, а кривая 2 - для отрицательного. Зависимости приведены для наружной стороны пластины.
Из зависимостей, приведенных на фиг. 6, следует, что относительное изменение температуры при изменении скорости сварки до предельных значений с удалением от оси сварочной ванны возрастает при достаточно высоком абсолютном отклонении температуры.
Кривая 1 на фиг. 7 представляет расчетное допустимое отрицательное относительное отклонение температур (чувствительности) в % в зависимости от изменения положения точки вдоль оси Y для положительного приращения скорости сварки, а кривая 2 - для отрицательного. Зависимости приведены для обратной стороны пластины.
Как видно из графиков на фиг. 6, 7, чувствительность температуры точки к отклонениям скорости на обратной плоскости пластины выше, чем на наружной, и также возрастает с увеличением расстояния от оси сварочной ванны.
Выбирать поверхность, на которой будет производиться измерение температуры точки, следует исходя из условий сварки, лучшей доступности поверхности для контроля и минимума создаваемых при измерениях помех.
На фиг. 8 приведены графики относительного изменения температур в точке замера на наружной плоскости по оси Y с координатой х=0,88 см. Кривая 1 представляет зависимость для минимальной скорости сварки Vc=0,39 см/с, обеспечивающей допустимую глубину проплавления Н=0,42 см, а кривая 2 - для максимальной скорости Vc=0,5 см/с, обеспечивающей глубину проплавления Н=0,3 см. Сравнение относительных отклонений (чувствительностей) фиг. 8 и фиг. 6 показывает, что они отличаются незначительно. Таким образом, для измерения температуры поверхности пластины может использоваться зона в направлении оси сварочной ванны с координатами х=(0,8-1,2)хм, где хм - координата х точки с максимальной глубиной проплавления.
На фиг. 9 показана схема автоматического регулирования по предлагаемому способу. Свариваемое изделие 1 подается в зону сварки со скоростью Vc. Источник питания 2 подключается одним полюсом к изделию, а другим к горелке 3. Между электродом горелки и изделием возбуждается электрическая дуга 4 и расплавляются кромки свариваемого металла. Образуется сварочная ванна 5 и после затвердевания расплавленного металла образуется шов 6 с глубиной проплавления Hо. Процесс сварки контролируется с помощью измерителя скорости сварки 7, фотопирометра 8, измеряющего температуру поверхности пластины вне шва в зоне максимальной глубины проплавления, датчика силы сварочного тока 9 и датчика напряжения сварки 10. Данные с устройств 7-10 поступают в вычислительное устройство 11, где вначале по математической модели нормально-кругового источника тепла на поверхности пластины рассчитывается температура точки по измеренным параметрам процесса, вычисляется разность температур между измеренным значением температуры Тт и вычисленным, а затем вычисляется требуемое значение регулирующего параметра, в данном случае скорости сварки Vc, необходимое для стабилизации максимальной глубины проплавления. Постоянные математической модели и константа регулирования М хранятся в блоке памяти 12.
Значение константы М определяется предварительно расчетным или опытным путем, как отношение предельно допустимого изменения температуры в точке измерения к предельно допустимому изменению регулирующего параметра для допустимых отклонений глубины проплавления. Значение требуемой скорости V устанавливается с помощью устройства регулирования скорости 13 по найденной разности ΔV между измеренной скоростью Vc и вычисленной V.
В предлагаемом способе регулирования глубины проплавления точка измерения температуры на поверхности изделия выбирается не на шве, а вне его в зоне сварочной ванны, там, где ванна имеет максимальную глубину проплавления. Это значительно уменьшает различие по времени действия неконтролируемых возмущений на зону максимального провара, для учета влияния которых измеряется температура поверхности изделия, и зону замера температуры. Это позволяет улучшить качество регулирования максимальной глубины проплавления за счет повышения точности регулирования и снижения отставания по времени в реакции регулирующего параметра на действие неконтролируемых возмущений.
В качестве регулирующего параметра процесса наиболее целесообразно выбирать скорость сварки, так как она не связана напрямую с системой «источник питания - сварочная дуга - сварочная ванна». Изменения скорости сварки практически не сказываются на изменении напряжения сварки и тока сварки, и имеет место наиболее простой и эффективный способ регулирования. Например, при отклонении длины дуги изменится напряжение сварки и из-за взаимодействия с источником питания и ток сварки. Поэтому сложно одновременно отрегулировать такое возмущение, если еще будет иметь место действие неконтролируемого возмущения, например, током сварки. Значение же скорости сварки определяется напрямую, путем суммирования действия контролируемого и неконтролируемого возмущений.
Способ позволяет также избежать измерения разностей установленных параметров процесса сварки (тока сварки, напряжения сварки и скорости сварки) и при расчете разницы температуры в точке измерения пользоваться непосредственно измеренными значениями, так как это позволяет используемая математическая модель. Постоянные параметры математической модели подбираются на основе экспериментов путем установления соответствия между реальными размерами сварочной ванны и режимами сварки.
Пример. Выбирали возможные точки замера температуры на наружной поверхности пластины при режимах, приведенных для фиг. 2 для расстояния от оси электрода до линии замера температур, перпендикулярной оси X, равного координате с максимальной глубиной проплавления. В качестве регулирующего параметра использовали скорость сварки Vc. Относительные отклонения по допустимым изменениям скорости сварки при допустимых пределах изменения максимальной глубины проплавления составляют +16,3% и -9,3%. Тогда для положительных отклонений скорости сварки рекомендуемые относительные отклонения по изменению температуры точки будет лежать в пределах 16,3(0,5…2)=(8,2…32,6)% и для отрицательных отклонений -9,3(0,5…2,0)=-(4,6…18,6)%. Это выше относительных отклонений, обеспечиваемых при замерах температуры на поверхности шва. На графиках 1, 2 фиг. 6 находим, что найденным диапазонам относительных отклонений по температуре соответствуют координаты y в диапазоне (0,6-1,0) см как для положительных, так и для отрицательных отклонений температуры. Выбираем для контроля и регулирования точку на наружной поверхности с координатой y=0,8 см в середине полученного интервала. Относительное отклонение по скорости сварки для температуры точки составляет согласно фиг. 6 +14,1% и -19,1%, и по глубине проплавления соответственно -9,3% и +16,3%. Получается, что по абсолютной величине чувствительность (относительные отклонения) по температуре точки замера выше, чем по глубине провара. Это способствует повышению точности регулирования. Отношение коэффициентов чувствительности ϕ в данном случае дает ϕ+=9,3/14,1=0,660 для положительных отклонений температуры, ϕ-=16,3/19,1=0,853 для отрицательных отклонений. Находим значение константы регулирования М в этом случае. В качестве предельного отклонения температур имеем для координаты y=0,8 см по данным фиг. 4 приращение температуры ΔT=568-498=70°С.
Это отклонение должно компенсироваться соответствующим увеличением скорости сварки. При приращении скорости сварки М=ΔT/ΔVc=95/0,07=1357°С⋅с/см. Если отклонение температур составит +35°С, то скорость по отношению эталонной 0,43 см/с следует увеличить на 35/1357=0,026 см/с. Текущее (требуемое) значение скорости сварки Vc=0,43+0,026=0,456 см/с.
Моделирование приращения температуры при сварке можно выполнить снижением температуры плавления. Тогда для этого случая сварки условная температура плавления составит ΔT1=1420-35=1385°С. Определяли расчетом по уравнению (2) максимальную глубину провара при ΔT1=1385°С и Vc=0,456 см/с. Получили максимальный провар Н=0,358 см, что всего на 0,002 см меньше установленного значения Но=0,36 см.
Аналогично определяется константа М для отрицательных отклонений температуры. В качестве предельного отклонения температур имеем для координаты у=0,8 см по данным фиг. 4 приращение температуры ΔT=403-498=-95°С. Это отклонение должно компенсироваться соответствующим уменьшением скорости сварки. Здесь М=М=ΔT/ΔVc70/0,04=1750°С⋅с/см. Если, например, отклонение температуры составит -40°С, то скорость по отношению эталонной 0,43 см/с следует уменьшить на 40/1750=0,023 см/с. Текущее (требуемое) значение скорости сварки Vc=0,43-0,023=0,407 см/с.
Моделирование снижения температуры при сварке можно выполнить увеличением температуры плавления. Тогда для этого случая сварки условная температура плавления составит ΔT1=1420+40=1460°С. Определяли максимальную глубину провара при 1460°С и 0,407 см/с. Получили максимальный провар Н=0,38 см, что всего на 0,02 см меньше установленного значения Hо=0,36 см.
Изменение координаты x положения точки замера внутри рекомендуемого диапазона (0,8…1,2)xm не изменяет существенно параметров регулирования и значений константы регулирования М.
Способ может быть реализован, например, при наличии математической модели, связывающей параметры процесса сварки с глубиной проплавления. Примером такой модели является движущийся нормально-круговой источник тепла на поверхности плоского слоя.
Поскольку при регулировании глубины проплавления сварочные возмущения действуют в сравнительно небольших пределах, то значения теплофизических коэффициентов и коэффициента сосредоточенности теплового потока k можно принимать постоянными, определяя их из опыта. Верхний предел интегрирования в формуле (2) выбирается на основе достижения установившегося состояния процесса, то есть когда рассчитываемая величина перестает изменяться с наперед заданной точностью. При режимах дуговой сварки эта величина порядка 10 секунд.
Способ повышает быстродействие и точность при регулировании за счет приближения точки замера температуры к зоне с регулируемой глубиной проплавления. Кроме того, нет необходимости вычислять разность между установленными значениями тока сварки и напряжения сварки и измеренными, так как измеренные непосредственно используются для расчета температуры контролируемой точки.
Способ обладает промышленной применимостью, поскольку может быть реализован на стандартных измерительных, вычислительных и управляющих элементах.
Изобретение относится к сварочному производству и может быть использовано при сварке любых стыковых соединений без разделки кромок при двухсторонней сварке. Способ включает в себя задание эталонного значения параметра сварки, например тока сварки, скорости сварки или напряжения сварки, при этом требуемое значение регулируемого параметра сварки определяют из условия (Р - Ро) = (Т - Тт)/М, где М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельно допустимому изменению регулируемого параметра сварки при допустимых отклонениях глубины проплавления, Ро - эталонное значение регулируемого параметра сварки, Р - требуемое значение регулируемого параметра сварки, Тт - измеренное текущее значение температуры заданной точки поверхности изделия, Т - расчетное значение температуры заданной точки поверхности изделия. Заданную точку для замера температуры выбирают на поверхности изделия за пределами сварочной ванны, исходя из определенных условий. Использование изобретения позволяет повысить быстродействие и точность регулирования глубины проплавления. 1 з.п. ф-лы, 9 ил. 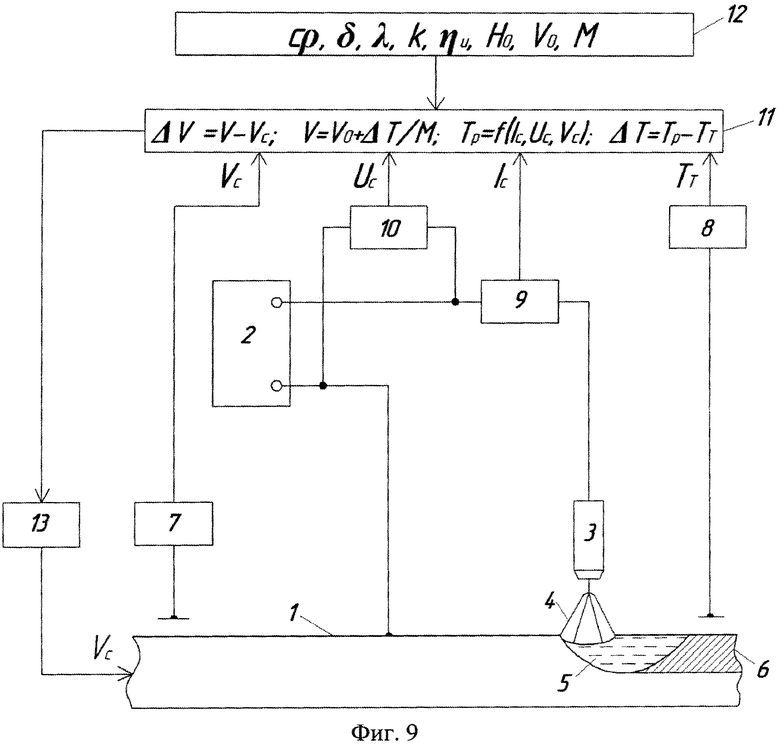
1. Способ регулирования глубины проплавления при автоматической дуговой сварке, включающий задание эталонного значения параметра сварки из группы, включающей ток сварки, скорость сварки и напряжение сварки, вычисление расчетного значения температуры заданной точки поверхности изделия и измерение в процессе сварки температуры заданной точки поверхности изделия, при этом требуемое значение регулируемого параметра сварки определяют из условия
(Р - Ро) = (Т - Тт)/М, где
М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельно допустимому изменению регулируемого параметра сварки при допустимых отклонениях глубины проплавления,
Ро - эталонное значение регулируемого параметра сварки,
Р - требуемое значение регулируемого параметра сварки,
Тт - измеренное текущее значение температуры заданной точки поверхности изделия,
Т - расчетное значение температуры заданной точки поверхности изделия,
отличающийся тем, что предварительно определяют расстояние между осью сварочного электрода и точкой с максимальной глубиной проплавления, а заданную точку для замера температуры выбирают на поверхности изделия за пределами сварочной ванны на линии, перпендикулярной продольной оси сварочной ванны, расположенной на расстоянии от оси электрода, равном 0,8-1,2 упомянутого предварительно определенного расстояния с обеспечением отношения допустимого относительного отклонения регулируемого параметра сварки при максимальной глубине проплавления к допустимому относительному отклонению измеряемой температуры в заданной точке в пределах 0,5-2,0.
2. Способ по п. 1, при котором в качестве регулируемого параметра используют скорость сварки.
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| РОЛЬГАНГ | 1992 |
|
RU2018471C1 |

