Изобретение относится к сварочному производству и может быть использовано при сварке стыковых соединений без разделки кромок при односторонней и двухсторонней дуговой сварке и при сварке корневого слоя шва стыковых соединений с разделкой кромок.
Известен способ автоматического регулирования глубины проплавления при автоматической дуговой сварке, при котором задают эталонные значения тока сварки, скорости сварки и напряжения сварки, вычисляют разности между текущими и заданными их параметрами, ведут регулирование по полученным разностям, измеряют температуру точки поверхности сварного шва, вычисляют расчетное значение температуры той же точки поверхности шва, вычисляют одновременно с разностями между текущими и заданными параметрами тока сварки, напряжения сварки, разность между текущим и вычисленным значением температуры и значение управляемого параметра процесса сварки регулируют согласно уравнению
f(I-IO)+l(V-VO)+m(U-UO)+j(T-TP)=0,
где f, l ,m, j - известные константы, зависящие от конкретного процесса сварки;
I - эталонный ток сварки;
IO - текущий ток сварки;
V - эталонная скорость сварки;
VO - текущая скорость сварки;
U - эталонное напряжение сварки;
UO - текущее напряжение сварки;
Т - текущее значение температуры;
ТР - расчетное значение температуры.
(см. формулу изобретения к авторскому свидетельству СССР №1013163, опубл. 23.04.1983 г., Бюл. №15).
Недостатком данного способа является низкая точность регулирования, так как между действием неконтролируемых возмущений и реакцией на них регулирующего воздействия проходит большой промежуток времени. Это вызвано тем, что регулируемая глубина проплавления, расположена в центральной зоне сварочной ванны, а измерение производится на сформировавшемся сварочном шве, на значительном удалении от места основного влияния возмущений, и, следовательно, со значительным запаздыванием. Размеры сварочной ванны реагируют на возмущения с определенным запаздыванием, что связано с большей инерционностью тепловых процессов по отношению к большинству возмущений, например по току, скорости сварки, напряжению дуги. Еще большей инерционностью в отношении реакции на возмущения отличаются зоны, находящиеся за сварочной ванной, на закристаллизовавшемся шве.
Известен способ регулирования глубины проплавления при автоматической дуговой сварке, включающий задание эталонного значения параметра сварки из группы, включающей ток сварки, скорость сварки и напряжение сварки, вычисление расчетного значения температуры заданной точки поверхности изделия и измерение в процессе сварки температуры заданной точки поверхности изделия, при этом требуемое значение регулируемого параметра сварки определяют из условия

где М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельному допустимому изменению регулируемого параметра сварки при допустимых отклонениях глубины проплавления,
Р - требуемое значение регулируемого параметра сварки,
РO - эталонное значение регулируемого параметра сварки,
ТТ - измеренное текущее значение температуры заданной точки
поверхности изделия,
Т - расчетное значение температуры точки поверхности изделия,
предварительно определяют расстояние между осью сварочного электрода и точкой с максимальной глубиной проплавления, а заданную точку для замера температуры выбирают на поверхности изделия за пределами сварочной ванны на линии, перпендикулярной продольной оси сварочной ванны, расположенной на расстоянии от оси электрода, равном 0,8-1,2 упомянутого предварительно определенного расстояния с обеспечением отношения допустимого относительного отклонения регулируемого параметра сварки при максимальной глубине проплавления к допустимому относительному отклонению измеряемой температуры в заданной точке в пределах 0,5-2,0 (см. патент РФ №2613255, опубл. 15.03.2017, бюл. №8).
Этот способ автоматического регулирования глубины проплавления сварочной ванны является самым близким аналогом к предлагаемому решению.
Технической проблемой при реализации известного способа является то, что он не позволяет учесть влияние возмущения такой физической природы, как отклонение сварочной дуги от стыка, так как при приближении теплового пятна дуги к точке замера температура в ней будет увеличиваться, в то время как глубина проплавления будет уменьшаться. По изменению температуры в одной точке замера нельзя установить, что произошло отклонение дуги от стыка. Это приводит к тому, что при отклонении дуги от стыка регулирование может нарушаться.
В известном способе регулирования глубины проплавления при автоматической дуговой сварке, включающий задание эталонного значения параметра сварки из группы, включающей ток сварки, скорость сварки и напряжение сварки, вычисление расчетного значения температуры заданной точки поверхности изделия и измерение в процессе сварки температуры заданной точки поверхности изделия, при этом требуемое значение регулируемого параметра сварки определяют из математического выражения, предварительно определяют расстояние между осью сварочного электрода и точкой с максимальной глубиной проплавления, а заданную точку для замера температуры выбирают на поверхности изделия за пределами сварочной ванны на линии, перпендикулярной продольной оси сварочной ванны, расположенной на расстоянии от оси электрода, равном 0,8-1,2 упомянутого предварительно определенного расстояния с обеспечением отношения допустимого относительного отклонения регулируемого параметра сварки при максимальной глубине проплавления к допустимому относительному отклонению измеряемой температуры в заданной точке в пределах 0,5-2,0.
В отличие от прототипа предварительно получают эталонное распределение температур поверхности вдоль линии, перпендикулярной стыку, проходящую через точку замера температуры, измеряют температуру во второй точке этой линии, расположенной относительно стыка симметрично первой точке, по разности измеренных температур точек и эталонному распределению температур определяют отклонение сварочной дуги от стыка и отклонение температур в точках замера от эталонного значения температуры, вызванное отклонением дуги от стыка и используют их для расчета регулируемого параметра сварки по математическому выражению

где М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельному допустимому изменению регулируемого параметра сварки при допустимых отклонениях глубины проплавления, при отсутствии отклонения дуги от стыка,
РO - эталонное значение регулируемого параметра сварки,
Р - требуемое значение регулируемого параметра сварки,
Т - расчетное значение температуры точек поверхности изделия при отсутствии отклонения дуги от стыка,
ТБ - большая из измеренных текущих температур точек замера,
ΔТСБ - изменение температуры точки с большей температурой от
действия отклонения дуги от стыка.
ТМ - меньшая из измеренных текущих температур точек замера,
ΔТСМ - изменение температуры точки с меньшей температурой от действия отклонения дуги от стыка. Техническим результатом предлагаемого изобретения является повышение качества регулирования за счет учета действия в точках замера температур влияния на них отклонения дуги от стыка, создание возможности одновременного регулирования отклонения дуги относительно оси стыка и от действия других возмущений путем измерения температур двух точек, расположенных симметрично относительно стыка. Техническим результатом одновременно является и повышение точности замеров температуры поверхности за счет ее измерения одновременно в двух точках.
Техническая сущность предлагаемого изобретения заключается в том, что при измерении температур поверхности в двух точках, симметрично расположенных относительно стыка можно установить как отклонение дуги от стыка, так и воздействие остальных возмущений и устранить их влияние.
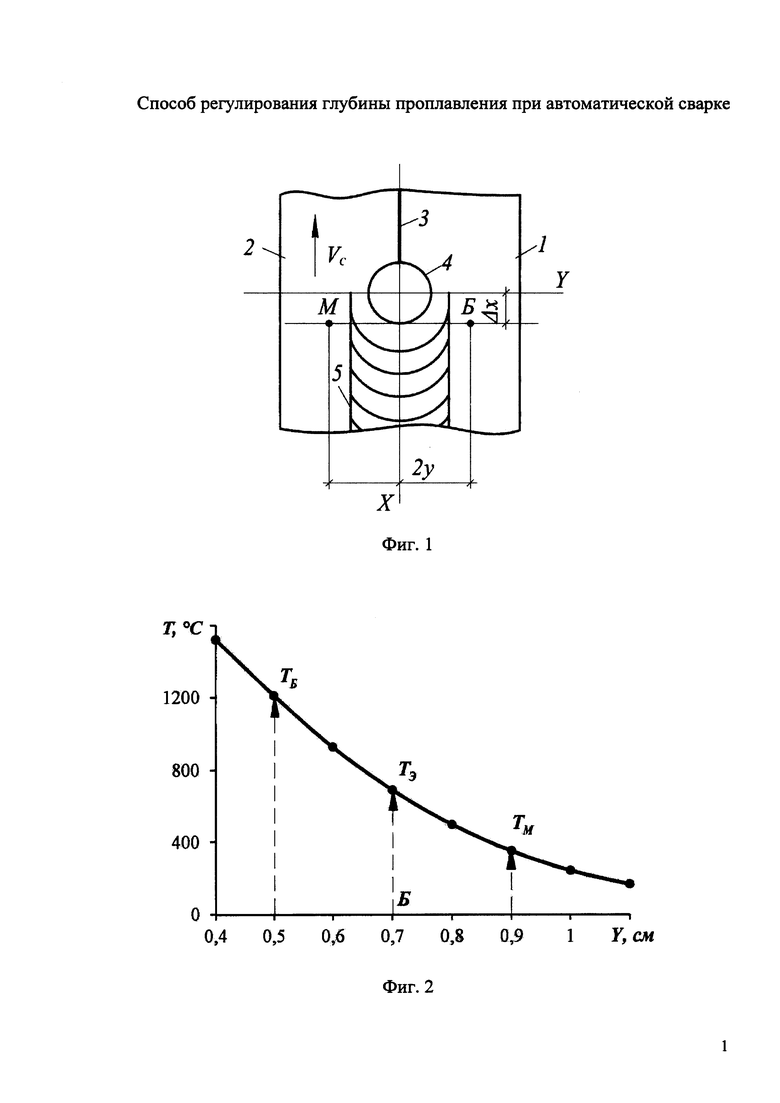
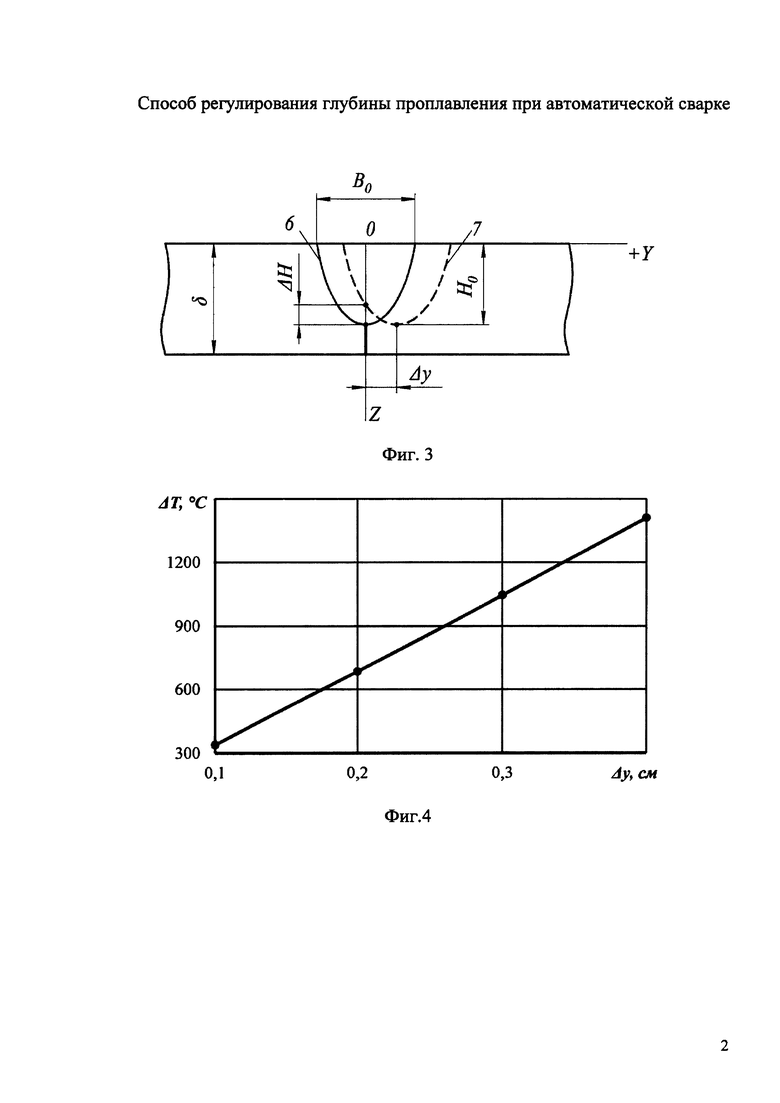
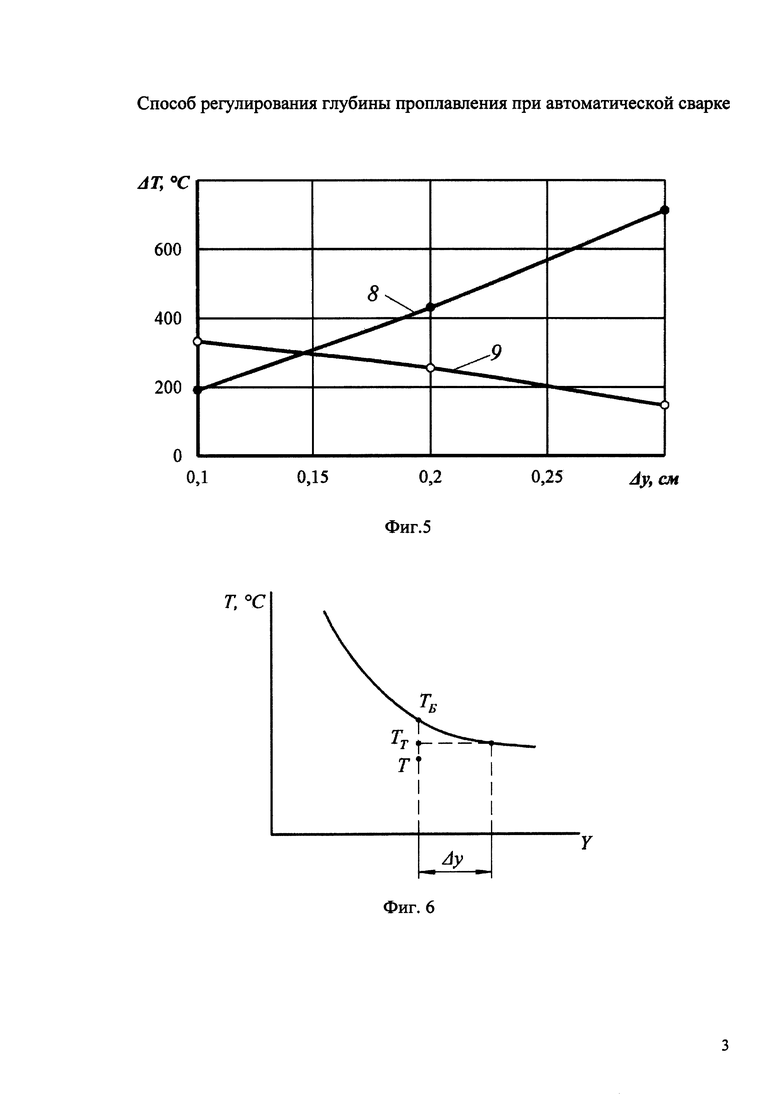
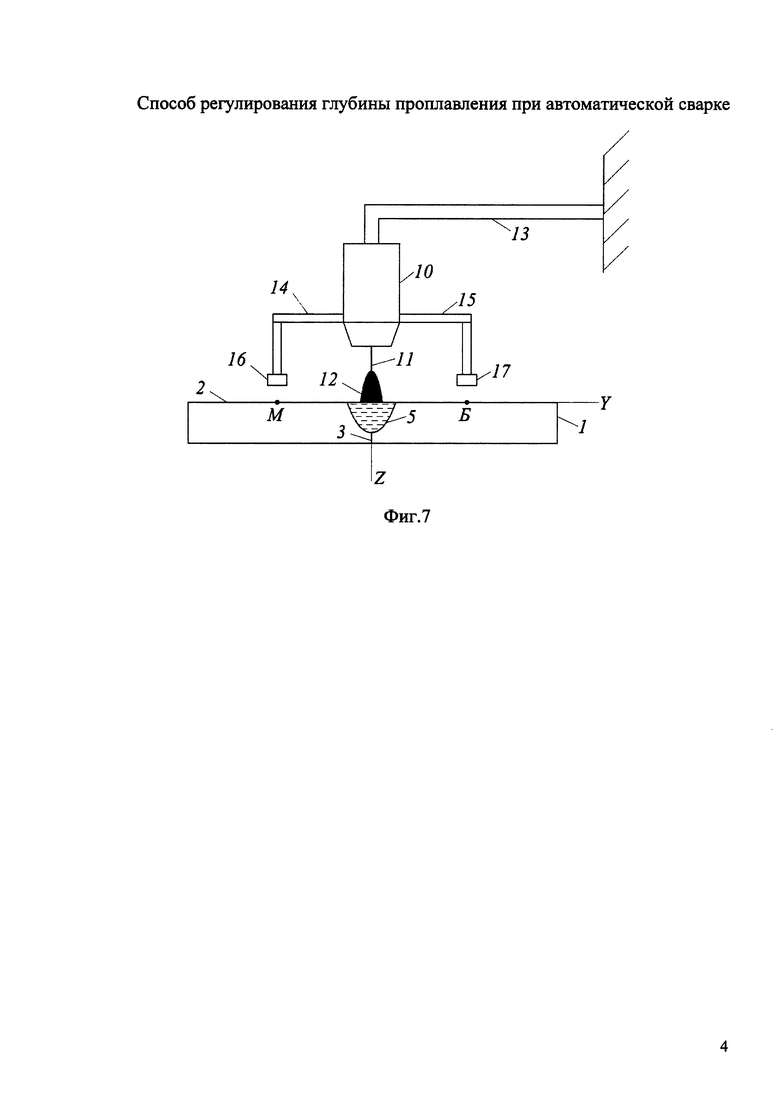
На фиг. 1 показано расположение точек замера на поверхности деталей, на фиг. 2 - эталонная зависимость температуры поверхности, на фиг. 3 -профиль глубины проплавления в поперечном сечении по оси Y (профиль провара), на фиг. 4 - зависимость разности температур в точках замера от смещения дуги относительно стыка, а фиг. 5 представлены зависимости изменения температур в точках замера при смещении дуги от стыка, на фиг. 6 - методика определения температуры в точке при отсутствии отклонения дуги от стыка, на фиг. 7 показана схема регулирования глубины проплавления по предлагаемому способу.
На фиг. 1 показано расположение точек замера на поверхности изделия со стороны действия сварочной дуги. Изделие состоит из двух пластин 1 и 2, собранных под сварку без разделки свариваемых кромок. Линия 3 показывает линию стыка. На поверхности пластин 1 и 2 расположено тепловое пятно 4 сварочной дуги, симметричное относительно линии стыка 3. Центр подвижной системы координат расположен в центре теплового пятна 4, представляющего собой круг. Продольная ось координат X совпадает с линией стыка 3 и направлением скорости сварки, обозначенным на фиг. 1 VC. Положительное направление оси X противоположно направлению сварки. Поперечная ось координат Y перпендикулярна линии стыка 3 и направлению сварки. Точки замера температур Б и М на пластинах 1 и 2 расположены на линии, перпендикулярной оси X, направлению сварки и линии стыка 3. Расстояние точек Б и М от линии стыка 3 одинаково и поддерживается во время сварки постоянным. На фиг. 1 показан также сварочный шов 5. Линия, на которой расположены точки замера Б и М, смещена по оси X от центра координат на величину Δx в сторону, противоположную направлению сварки и расположена в области с максимальной глубиной проплавления, выбирается по известному способу. При смещении дуги в поперечном направлении по оси Y пятно нагрева 4 становится ближе к одной из точек замера температуры, а от второй точки удаляется. В связи с этим температура в одной точке увеличивается, а в другой уменьшается. Эти изменения происходят на различную величину, так как кривая эталонных температур нелинейна. По разности температур, имея эталонное распределение температур по линии, соединяющей точки замера температуры Б и М, можно определить отклонение оси теплового пятна 4 дуги от линии стыка 3. Одновременно при отклонении теплового пятна 4 дуги от линии стыка 3 уменьшается глубина проплавления. Под эталонным распределением температур понимается такое, при котором все параметры процесса сварки имеют номинальные значения и отклонений от них нет, а глубина проплавления также имеет номинальное значение. Эталонное распределение температур может быть получено экспериментальным или экспериментально-расчетным путем.
На фиг. 2 представлено эталонное распределение температуры вдоль линии, проходящей через точки замера температуры. Так как распределение температур в направлении оси Y симметрично относительно оси X (линии стыка), то на фиг. 2 представлена одна ветвь этой зависимости в правой четверти полуплоскости T0Y. Температуры точек измеряются за пределами сварочной ванны, поэтому распределение построено для температур меньших температуры плавления металла и не доходит до точки у=0.
На оси Y фиг. 2 отмечено положение точки Б замера температуры относительно стыка (оси X) и изменения температуры, которые произойдут в этой точке при отклонении теплового пятна дуги на величину Δу=0,2 см При отсутствии смещения теплового пятна от стыка температура в точке Б эталонная ТЭ- При смещении теплового пятна в сторону точки Б эталонное распределение температур также сдвинется на эту величину в этом же направлении. Это можно учесть на эталонной кривой фиг. 2 отысканием температуры при условном изменении положения точки Б на -Δу.
Температура в точке Б в этом случае повысится до ТБ. При удалении пятна нагрева дуги от точки Б на +Δу температура в точке Б понизится до ТМ. Соответственно температура в другой симметричной точке замера М температура будет изменяться противоположно. Разность температур точек будет изменяться единственным образом для данной эталонной зависимости. Реальное смещение оси пятна нагрева и дуги относительно стыка и точек Б и М можно однозначно найти в процессе сварки по разности измеренных температур в двух точках замера, нанося эту разность на кривую эталонной температуры или построив зависимость разности температур точек от смещения дуги. Имеющаяся разность температур (ТБ - ТМ) может быть получена при единственном положении центра дуги относительно стыка. Это возможно потому, что действие других возмущений приводит к одинаковому (эквидистантному) изменению температуры пластин и точек замера и эталонная температурная зависимость смещается выше или ниже, а разность температур точек замера, вызванная смещением дуги от стыка при этом не изменяется. Это позволяет разделить температурное изменение в точках замера температуры за счет отклонения дуги от стыка и от действия остальных возмущений.
Поперечное распределение температур, представленное на фиг. 2 получено с помощью формулы для расчета температур при сварке от нормально-кругового источника тепла действующего на поверхности пластины

где Т - температура точки изделия,°С;
Т0 - начальная температура пластин изделия,°С;
qи - эффективная мощность дуги, Вт;
сρ - объемная теплоемкость материала изделия, Дж/(°С см3);
a - коэффициент температуропроводности, см2/с;
n=N - число натурального ряда чисел, которое показывает номер фиктивного (условного) теплоисточника мощностью qи, учитывающее отражение теплоты от поверхностей плоского слоя (пластины). Число N зависит от требуемой точности вычислений последнего члена ряда в формуле (3). Чем больше число N, тем меньше последний интеграл ряда. Точность быстро повышается с увеличением N. При вычислении температур ограничение числа N производится заданием отношения последнего члена ряда к сумме всех предыдущих членов ряда. При расчетах температур в сталях число N не превышает 10.
t - время с момента начала действия движущегося источника тепла, с;
х, у, z - координаты точки относительно подвижной системы координат
источника теплоты, см; координата х является в данном случае положительной в направлении, противоположном скорости сварки.
δ - толщина пластины, см;
Vc - скорость движения источника тепла (скорость сварки), см/с;
t0=1/4ak - постоянная времени, характеризующая сосредоточенность теплового потока от источника тепла к изделию, с;
k - коэффициент сосредоточенности сварочного источника тепла, см-2;
По формуле (3) можно рассчитать температуру в любой точке пластин.
Формула (3) приводится в статье «Расчет температуры нагрева тонколистового металла нормально-распределенным источником при точечной сварке импульсной дугой» / П.В.Денисов, Г.А. Мирлин // Сварочное производство.- 1974.- №1.- С. 3-6.
Величина эффективной мощности qи в формуле (3) при дуговой сварке определяется по формуле

где ηи - эффективный КПД сварочного источника тепла;
U - напряжение дуги (сварки), В;
I - ток дуги, А.
Между коэффициентом сосредоточенности k и диаметром пятна нагрева DH нормально-кругового источника тепла существует известная взаимосвязь

За диаметр пятна нагрева DH обычно принимается такой диаметр, в пределах которого в изделие вводится 95% эффективной мощности qи.
Между коэффициентом к и осевым тепловым потоком qО существует взаимосвязь

где qO - тепловой поток в центре источника тепла, Вт/см2.
Данная информация приведена в «Теория сварочных процессов» / А.В. Коновалов и [др.]; под ред. В.М. Неровного.- М.: Изд-во МГТУ им. Н.Э. Баумана, 2007.-752 с.
Таким образом, известны шесть характеристик нормально-кругового источника тепла (qи, k, qО, DH, t0, qС)» связанных между собой. Источник тепла может быть описан любыми тремя из них, если хотя бы один из них представляет мощность или тепловой поток. Здесь qС представляет средний тепловой поток в пятне нагрева.
Номинальные значения теплофизических коэффициентов принимались при расчете для высоколегированной стали 304L (США): объемная теплоемкость сρ=3,476 Дж/(см3°С), коэффициент температуропроводности a=0,0432 см2/с. (См. Сидоров, В.П. Двухдуговая двусторонняя сварка неплавящимися электродами в аргоне /В.П. Сидоров, С.А. Хурин. Тольятти: Изд-во ТГУ, 2015. 191 с. С.67-68).
Плотность осевого теплового потока, была выбрана по литературным данным q0=4200 Вт/см2. Коэффициент сосредоточенности сварочного источника тепла составил k=11 см-2, диаметр пятна нагрева DH=1,04 см. Данному коэффициенту сосредоточенности соответствует постоянная времени t0=0,53 секунд. Номинальная температура деталей перед сваркой принималась Т0=20°С. Параметры источника тепла для кривой на фиг. 2: эффективная мощность qи=1800 Вт, скорость сварки VС=0,43 см/с, толщина пластины δ=0,6 см. Данной эффективной мощности соответствует приблизительно сварочный ток I ≈ 250 А при коэффициенте полезного действия дуги в аргоне ηИ=0,6 и напряжении сварки (дуги) U=12 В.
Теплофизические коэффициенты при расчетах по формуле (3) выбираются усредненными по литературным данным (справочникам), рекомендованным для сварки высоколегированных сталей для некоторой усредненной температуры в зоне сварке, например 500°С.
Тогда коэффициент сосредоточенности сварочной дуги может быть для эталонного режима сварки определен по размерам ширины шва или глубины проплавления. В этом случае при заданных теплофизических коэффициентах и эффективной мощности, приравняв температуру в формуле (3) температуре плавления TL, и задав координату максимального провара, который имеет место на оси шва при у=0 путем изменения координаты х с определенным шагом найдем координату, в которой провар будет максимален. Задача заключается в подборе такого коэффициента сосредоточенности (осевого теплового потока), который обеспечивает совпадение расчетного и экспериментального провара на эталонных параметрах сварки. При наличии компьютерной программы для расчета температур по формуле (3) такая задача является несложной.
Можно определить значения и других коэффициентов в формуле (3) на основе опыта на эталонном режиме. Для определения, например, еще коэффициента температуропроводности а нужно использовать кроме значения максимального провара одновременно значение ширины шва. В этом случае решается система двух уравнений, составленных по формуле (3).
Графическое решение такой системы можно осуществить путем построения изолиний в координатах «коэффициент сосредоточенности - коэффициент температуропроводности» для заданных уровней провара и ширины шва. Для определения на основе опыта трех коэффициентов в формуле (3) необходимо решить систему трех уравнений с тремя такими неизвестными коэффициентами. Однако для практики вполне достаточно определение из опыта одного коэффициента сосредоточенности. Это обусловлено тем, что при автоматическом регулировании на эталонном режиме сварки отклонения параметров невелики и невелика погрешность от определения усредненных теплофизических коэффициентов таким методом, которая компенсируется получением коэффициента сосредоточенности из опыта. Эталонную зависимость температуры можно получить и чисто экспериментальным путем, например установкой нескольких термопар на различном расстоянии от стыка. С этих термопар необходимо снять значения температур в момент t=Δx/VС, где Δх - выбранное смещение точек замера температуры относительно оси дуги вдоль оси X.
На фиг. 3 показано поперечное сечение первого сварочного слоя двухстороннего сварочного шва стыкового соединения пластин без разделки кромок с неполной глубиной проплавления. Сплошная кривая 6 показывает поперечное сечение при отсутствии смещения дуги от оси стыка. Пунктирная кривая 7 показывает поперечное сечение шва при смещении дуги от оси стыка. ВО - максимальная ширина сварочной ванны (шва) на наружной поверхности (со стороны действия сварочной дуги). НО - номинальная (эталонная) глубина проплавления шва. При регулировании требуется стабилизировать глубину проплавления НО. На фиг. 3 показаны оси при расчете температур - ось Y - перпендикулярная направлению скорости сварки и ось Z, направленная от наружной поверхности пластины со стороны действия сварочной дуги. Глубина проплавления НО может иметь допустимые отклонения от номинальной глубины ±ΔНО. Чтобы определить изменение глубины проплавления при отклонении пятна нагрева на Δу, нужно сместить профиль поперечного сечения шва 6 на эту величину. Поперечное сечение перейдет в положение, показанное пунктирной кривой 7. Тогда видно, что глубина проплавления НО уменьшится на ΔН. При использовании одной точки замера в случае приближения к ней теплового пятна дуги температура в точке замера будет повышаться. Это приведет к неправильному определению регулируемого параметра сварки по известному способу и еще больше уменьшит глубину проплавления.
На фиг. 4 представлена зависимость разности температур ΔT в точках замера от поперечного смещения теплового пятна дуги Δу. Зависимость получена с помощью эталонной кривой температур, приведенной на фиг. 2, путем изменения отклонения оси дуги от стыка на Δу. Зависимости, подобные кривой на фиг. 4, могут использоваться непосредственно в регулирующем устройстве для определения отклонения дуги от стыка. Разности температур точек замера (как и любых симметрично расположенных относительно стыка точек) при действии других возмущающих воздействий, помимо отклонения дуги от стыка, будут оставаться такими же, как для эталонного распределения температур. Это позволяет определить величину смещения дуги от стыка по измеренным температурам точек при совместном действии возмущений, включая отклонение дуги от стыка.
Методика определения отклонения температуры в одной точке замера от эталонного значения из-за отклонения дуги от стыка выше проиллюстрирована на фиг. 2 и в описании к нему.
На фиг. 5 представлены зависимости изменения температур в точках замера от эталонной температуры при смещении дуги от стыка. Кривая 8 показывает отклонение температуры ΔТСБ для точки замера Б, к которой дуга приближается, а кривая 9 - изменения температуры ΔТСМ для точки замера М, от которой дуга удаляется. Общая разность температур на фиг. 4 складывается из изменений температур точек Б и М от эталонного значения на фиг. 5. В общем случае отклонения температур от эталонного значения для каждой точки различны ΔТСБ≠ΔТСМ.
На фиг. 6 представлена схема определения температур в одной точке замера при действии других возмущений, исключая отклонение дуги от стыка. Кривая на фиг. 6 представляет положение реального распределения температур вдоль оси Y при действии всех возмущений, в том числе при смещении дуги от стыка. На кривой в точке Б замера измеренная температура ТБ. Из этой температуры вычитаем установленное по разности температур точек отклонение за счет смещения дуги ΔТСБ- В результате получим температуру в точке при действии остальных возмущений ТТ. При известном способе регулирования именно эта температура, но как измеренная, используется для расчета регулируемого параметра сварки. Точка Т на плоскости фиг. 6 показывает положение расчетной температуры точки при действии отклонений остальных параметров процесса и неконтролируемых возмущений, исключая отклонение дуги от стыка. Поэтому математическое выражение для определения регулируемого параметра сварки по предлагаемому способу будет иметь вид (2)
(Р-РO)={Т-[(ТБ-АТСБ)+(ТМ+ΔТСМ)]/2}/М,
где М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельному допустимому изменению регулируемого параметра сварки при допустимых отклонениях глубины проплавления, при отсутствии отклонения дуги от стыка,
Р - требуемое значение регулируемого параметра сварки;
РO - эталонное значение регулируемого параметра сварки;
Т - расчетное значение температуры точки поверхности изделия при отсутствии отклонения дуги от стыка;
ТБ - большая из измеренных текущих температур точек замера;
ΔТСБ - изменение температуры точки с большей температурой от
действия отклонения дуги от стыка;
ТМ - меньшая из измеренных текущих температур точек замера;
ΔТСМ - изменение температуры точки с меньшей температурой от
действия отклонения дуги от стыка.
Температуры ТТБ=(ТБ- ΔТСБ) и ТТМ=(ТМ+ΔТСМ) теоретически должны быть равными, однако вследствие некоторой неточности измерений температур и других погрешностей они будут несколько отличаться друг от друга. Поэтому для повышения точности определения температуры точек замера без действия отклонения дуги необходимо усреднить два полученных значения. Поэтому в формуле (2) они складываются и делятся на два.
На фиг. 7 показана схема регулирования процесса по предлагаемому способу.
Свариваемые пластины 1 и 2 без разделки кромок собраны в стыковое соединение. По оси стыка 3 сварочная горелка 10 с неплавящимся электродом 11 выполняет сварку сварочной дугой 12, в результате чего получается сварочный шов 5. При сварке сварочная горелка 10 остается неподвижной относительно пластин 1 и 2, так как закреплена с помощью тяги 13, а перемещаются в направлении сварки свариваемые пластины 1 и 2, что соответствует, например, сварке труб или обечаек при их вращении. Первоначально на одинаковом расстоянии от электрода 11 и стыка 3 на кронштейнах 14 и 15, закрепленных неподвижно на сварочной горелке, расположены бесконтактные датчики температуры 16 и 17, которые измеряют температуры в точках Б и М на одинаковом расстоянии от стыка 3.
Устройство передвижения пластин 1 и 2 относительно горелки 10 с электродом 11 снабжено системой слежения за стыком 3 и обеспечивает высокую точность направления электрода 11 по стыку 3. Однако это не исключает отклонения самой дуги 12 от стыка 3. Отклонение возможно по нескольким причинам: действие магнитного дутья, наличие включений на поверхности металла и т.д. При движении пластин 1 и 2 сварочная дуга 12 перемещается по их поверхности в направлении сварки со скоростью сварки VС (вдоль оси X, которая на фиг. 4 не показана), с такой же скоростью пластины 1 и 2 перемещаются относительно бесконтактных датчиков температуры 16 и 17. При отсутствии смещения дуги 12 относительно стыка 3 различные возмущения сварочного процесса будут приводить к одинаковому изменению температур в точках замера Б и М и разности измеренных температур не будет. Если при сварке произойдет смещение дуги 12 относительно стыка 3 пластин 1 и 2 в поперечном направлении на величину +Δу или -Δу, это приведет к соответствующему смещению температурного поля в пластинах 1,2 относительно стыка 3. Пятно нагрева дуги 12 будет приближаться к одной точке (например Б) и удаляться от другой. На поверхности пластин 1 и 2 и в точках замера Б и М возникнет разница температур из-за наличия асимметрии температурного поля относительно стыка 3. Измеренные температуры ТБ и ТМ с точек замера Б и М передаются с датчиков температуры 16, 17 в вычислительное устройство, в которое до начала сварки вводится зависимость разности температур в точках от смещения дуги 12 от стыка 3 (см. фиг. 3). В вычислительном устройстве вычисляется разность между измеренными температурами точек Б (ТБ) и М (ТМ), эта разность сравнивается с данными введенной зависимости и определяется смещение дуги 12 от стыка 3. Если знак разности получен положительным (температура в точке Б больше, чем температура в точке М), то это будет означать, что сварочная дуга 12 сместилась относительно стыка 3 в направлении точки Б. Если знак разности получится отрицательным (температура в точке Б меньше, чем температура в точке М), то это будет означать, что сварочная дуга 12 сместилась относительно стыка 3 в направлении точки М.
В вычислительное устройство также передается информация о текущих значениях параметров сварки - тока дуги, напряжения сварки и скорости сварки. Кроме того, в вычислительное устройство предварительно вводится эталонное распределение температур. По эталонному распределению с помощью определенного ранее смещения дуги 12 от стыка 3 при измененных на ±Δу координатах точек Б и М определяются отклонения температур ΔТСБ и ΔТСМ точек замера, вызванные отклонением дуги 12 от стыка 3. Эти отклонения складываются и вычитаются с измеренными температурами. Затем производится усреднение этих последних значений. Также в вычислительном устройстве производится расчет температуры Т в точках замера Б или М по известному способу. Эта температура для точек замера одинакова, поэтому расчет может выполняться для одной из точек. После этого производится расчет необходимого значения регулируемого параметра сварки по математическому выражению (2) и установка полученного значения параметра с помощью регулирующего устройства. При необходимости может использоваться регулирующая система возвращения теплового пятна дуги симметрично относительно стыка. Однако в большинстве случаев необходимости в такой системе нет.
Пример.
Проводили определение регулируемого параметра сварки при одновременном отклонении дуги от стыка и начальной температуры свариваемых деталей по известному и предлагаемому способам.
Для сварки были использованы пластины из стали 20 толщиной 6 мм. Рассматривалось регулирование для случая первого слоя двухстороннего сварочного шва. Номинальная глубина провара составила 60% от толщины пластин НО=3,6 мм. Допустимые отклонения от этой величины были выбраны ±0,6 мм, то есть ±10% от номинального значения. Для получения номинальной глубины проплавления был подобран режим аргонодуговой сварки без присадочной проволоки: напряжение сварки (дуги) U=14,0 В, ток сварки (дуги) I=275 А, скорость сварки VС=0,25 см/с. В качестве регулируемого параметра сварки был выбран сварочный ток. Ширина шва (сварочной ванны) составила ВШ=1,0 см. Для определения координаты точки замера использовали формулу (3) расчета температур от нормально-кругового источника тепла на поверхности пластины. Величина эффективной мощности дуги была рассчитана по формуле (4) при коэффициенте полезного действия дуги ηИ=0,6.
qИ=275⋅13,3⋅0,6=2250 Вт.
Теплофизические коэффициенты низкоуглеродистой стали 20 были выбраны по данным монографии В.А. Кархина «Тепловые процессы при сварке». СПб.: Изд-е Политехн. ун-та, 2015. - 572 с, С. 86, таблица 2.7.1: сρ=5 Дж/(см3°С), коэффициент теплопроводности λ=0,4 Вт/(см°С), температуропроводность а=0,08 см2 /с. При данных теплофизических коэффициентах по опытному значению номинальной глубины проплавления НО=0,36 см и температуре плавления низкоуглеродистой стали TL=1500°С было найдено соответствующее значение коэффициента сосредоточенности теплового потока k=5,86 см-2. Расчетное значение ширины шва при выбранных теплофизических коэффициентах ВШ=1,04 см и определенном коэффициенте сосредоточенности хорошо совпадает с опытным. Расхождение составляет 4%. Поэтому расчетным путем была найдена координата z точки с максимальной глубиной проплавления у=0, х=0,6 см. В соответствии с требованиями известного способа регулирования точка замера температуры должна находиться в пределах х=0,48-0,72 см.
Точка замера температуры по известному способу была выбрана с координатой х=0,7 см. Выбрали расстояние точки замера от оси X у=1,2 см. Точка замера располагалась вправо от стыка по направлению сварки.
Опытным путем было установлено, что допустимое отклонение сварочного тока, приводящее к допустимому изменению глубины проплавления составляет для верхнего предела глубины проплавления НМ=0,42 см ΔI=18 А. Также было установлено, что номинальная (эталонная) температура в точке замера ТН=418°С, а ее предельное значение при достижении провара максимального значения НМ=0,42 см при токе I=293 А ТП=447°С. Таким образом, коэффициент М в формулах (1) и (2) для определения регулируемого параметра сварки составляет
М=29/18=1,61°С/А.
Определяли значение регулируемого параметра по известному способу при нагреве свариваемых деталей на 30°С. Поскольку параметры сварки не изменяются, расчетная температура в точке замера будет равна номинальной ТН=418°С, а измеренная повысится на 30°С и составит ТТ=448°С.
По формуле (2) определяли значение регулируемого параметра сварки, которым в данном случае является сварочный ток
I=(ТН-ТТ)/М+IО=(418-448)/1,61+275=-19+275=256 А.
Следовательно, для компенсации нагрева деталей необходимо уменьшить ток сварки на 19 А. При сварке подогретых на 30°С пластин на токе I=275-19=256 А получили номинальное значение глубины проплавления НО=0,36 см.
Определяли также влияние только отклонения дуги на провар и температуру в точке замера. Задавали отклонение дуги от стыка на Δу=1 мм=0,1 см от точки замера. Отклонение дуги обеспечивали за счет смещения электрода сварочной горелки с дугой относительно стыка влево от оси стыка по направлению сварки. Глубина проплавления уменьшается при смещении дуги одинаково, независимо от направления (знака) смещения. По данным опыта оно составило ΔНС=-0,02 см. Глубина провара Н=0,36-0,02=0,34 см. Это объясняется тем, что изменение провара вблизи оси X происходит незначительное. Таким образом, в пределах смещения дуги на 1-2 мм отклонение провара мало и может не регулироваться, но велико его влияние на температуры точек замера. При этом температура в точке замера уменьшилась на 65°С и составила ТМ=353°С.При отсутствии других возмущений регулируемый параметр - ток определится по формуле (1)
I=(ТН-ТТ)/М+IО=(418-353)/1,61+275=40+275=315А.
Такое увеличение тока приводит к полному провару пластин на всю толщину Н=6 мм. Это связано с тем, что при определенном увеличении мощности сильно сказывается отражение тепла от обратной плоскости пластины, что приводит к скачкообразному росту провара.
Таким образом, при регулировании по известному способу система неадекватно реагирует на возмущение по отклонению дуги от стыка, если отклонение дуги будет приводить к ее удалению от точки замера температуры.
При совместном действии отклонения дуги и повышении температуры детали на 30°С температура в точке замера понизилась на 35°С по отношению к номинальной температуре и составила 383°С.Расчетное значение тока сварки по известному способу по формуле (1)
I=(ТН-ТТ)/М+IО=(418-383)/1,61+275=28+275=303 А.
Система регулирования по известному способу вместо уменьшения тока на 19 А увеличит его на 28 А, что приведет не к уменьшению провара до номинального значения, а к его увеличению до Н=0,46 см, что больше установленного предела НМ=0,42 см. Отклонение дуги, как показано выше, дает вклад в отклонение глубины проплавления всего 0,02 см, что не может существенно повлиять на результат. В итоге система регулирования также не выполняет своего назначения.
Для определения значения регулируемого параметра сварки по предлагаемому способу определяли эталонное распределение температур вдоль линии, проходящей через точку с координатой х=0,7 см и перпендикулярную стыку. Полученное распределение приведено в таблице 1.

По данным таблицы 1 была получена зависимость разности температур в точках замера от отклонения дуги от стыка. Зависимость приведена в таблице 2.

В процессе сварки вторая точка замера температуры была расположена симметрично первой относительно стыка на расстоянии от него у=1,2 см. При одновременном отклонении дуги от стыка и подогреве деталей было получено, что температура во второй точке замера ТБ=525°С, в первой ТМ=381°С. Разность температур ΔT=144°С. По этой разности с помощью таблицы 2 подтвердилось, что отклонение дуги от стыка 0,1 см. Отклонения температур в точках замера от действия отклонения дуги - к которой дуга приблизилась ΔТСБ=+77°С, а от которой удалилась ΔТсм=-65°С. Поскольку параметры процесса сварки не изменились, то расчетная температура в точках замера одинакова и равна номинальной (эталонной) температуре Т=418°С. В реальности температура в точках замера оказалась ТБ=525°С и ТМ=381°С.
Значение регулируемого параметра определяется по формуле (2)
(I-IO)={Т-[(ТБ-ΔТСБ)+(ТМ+ΔТСМ)]/2}/М={418-[(525-77)+(381+65)]/2}/1,61=(418-448)/1,61≈-18 А.
Отсюда I=275-18=257 А.
Таким образом, при регулировании по предлагаемому способу отклонение дуги от стыка на у=0,1 см и повышение температуры деталей на 30°С потребует уменьшения тока сварки только на 18 А. Установленное отклонение дуги может быть устранено отдельно путем возвращения дуги в нормальное положение, например, за счет воздействия внешнего магнитного поля. В случае отказа от регулирования отклонения дуги изменение провара составит 0,02 см, что не выходит за пределы установленного отклонения.
Способ может быть реализован с помощью известных приборов и устройств: получение эталонного распределения температуры на поверхности деталей можно выполнить с помощью установки 2-3 термопар или других датчиков температуры при их неподвижном закреплении на пластине. Для определения температур при сварке можно применить известные устройства для бесконтактного измерения температуры поверхности. Вычисление отклонения дуги относительно стыка по эталонному распределению температур можно выполнить с помощью программируемых микропроцессорных устройств. Постоянство расположения точек замера температуры на поверхности стыка можно обеспечить, например, с помощью следящих устройств по примеру используемых для направления сварочной горелки с электродом точно по линии стыка. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ регулирования максимальной ширины сварочной ванны при автоматической сварке | 2016 |
|
RU2650461C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
Изобретение может быть использовано для автоматического регулирования глубины проплавления при сварке ответственных конструкций. Предварительно получают эталонное распределение температуры поверхности вдоль линии, перпендикулярной стыку, проходящей через точку замера температуры. Измеряют температуру во второй точке этой линии, расположенной относительно стыка симметрично первой точке. По разности измеренных температур точек и эталонному распределению температур определяют отклонение сварочной дуги от стыка и отклонение температур в точках замера от эталонного значения температуры, вызванное отклонением дуги от стыка. Используют их для расчета регулируемого параметра сварки по математическому выражению, включающему температуры точек замера и изменения температур в точках замера от действия отклонения дуги от стыка. Способ позволяет избежать нарушения процесса регулирования вследствие отклонения дуги от стыка. 7 ил., 2 табл.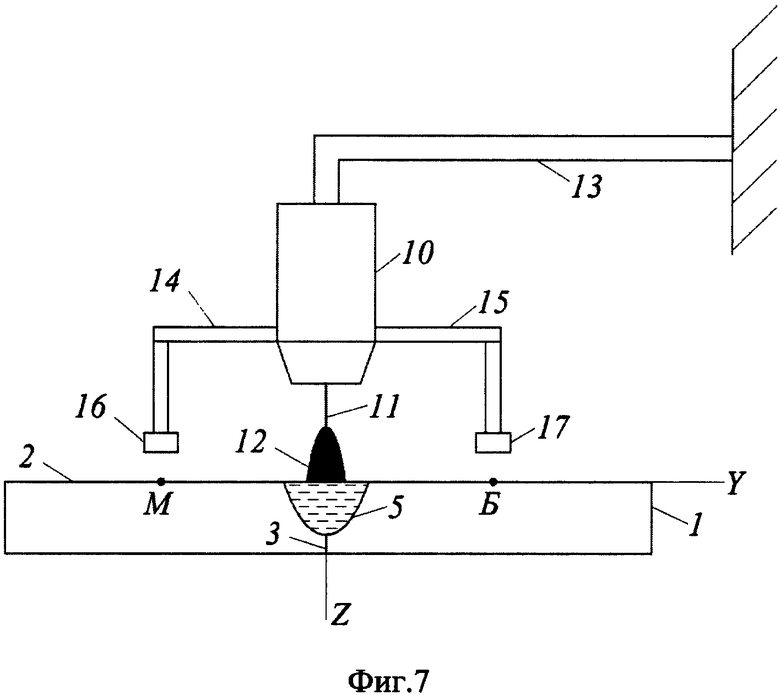
Способ регулирования глубины проплавления при автоматической дуговой сварке, включающий выбор регулируемого параметра сварки из группы, включающей ток сварки, скорость сварки и напряжение сварки, при этом предварительно получают эталонное распределение температуры поверхности изделия вдоль линии, перпендикулярной стыку, проходящей через точки замера температуры, расположенные за пределами сварочной ванны, и зависимость разности температур в точках замера от отклонения дуги от стыка, а в процессе сварки измеряют температуру в двух точках упомянутой линии, расположенных симметрично относительно стыка, по разности измеренных в точках температур и эталонному распределению температур определяют отклонение сварочной дуги от стыка и отклонение температур в точках замера от эталонного значения температуры, вызванное отклонением дуги от стыка, при этом требуемое значение регулируемого параметра сварки определяют по математическому выражению:
(Р-Ро)={Т-[(ТБ-ΔТСБ)+(ТМ+ΔТСМ)]/2}/М, где
М - константа, определяемая как отношение предельно допустимого изменения температуры на поверхности изделия в заданной точке измерения к предельному допустимому изменению регулируемого параметра сварки при допустимых отклонениях
глубины проплавления, при отсутствии отклонения дуги от стыка,
Ро - эталонное значение регулируемого параметра сварки,
Р - требуемое значение регулируемого параметра сварки,
Т - расчетное значение температуры точек поверхности изделия при отсутствии отклонения дуги от стыка,
ТБ - большая из измеренных текущих температур точек замера,
ΔТСБ - изменение температуры точки с большей температурой от действия
отклонения дуги от стыка,
ТМ - меньшая из измеренных текущих температур точек замера,
ΔТСМ - изменение температуры точки с меньшей температурой от действия отклонения дуги от стыка,
и устанавливают полученное значение регулируемого параметра сварки с помощью регулирующего устройства, причем расстояние до точек замера температуры выбирают равным 0,8-1,2 расстояния между осью сварочного электрода и точкой с максимальной глубиной проплавления, а отношение допустимого относительного отклонения регулируемого параметра сварки при максимальной глубине проплавления к допустимому относительному отклонению измеряемой температуры в заданной точке выбирают в пределах 0,5-2,0.
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Способ автоматического регулирования глубины проплавления при сварке | 1989 |
|
SU1655681A1 |
| CN 103157887 A1, 19.06.2013. | |||

