тем обеспечения стабилизации горения дуги.
Для этого защитный газ в зону сварки подают с конца трубы, противоположного свариваемому, и после полного вытеснения воздуха из зоны сварки к другому полюсу источника питания подключают трубную решетку, противоположную свариваемой.
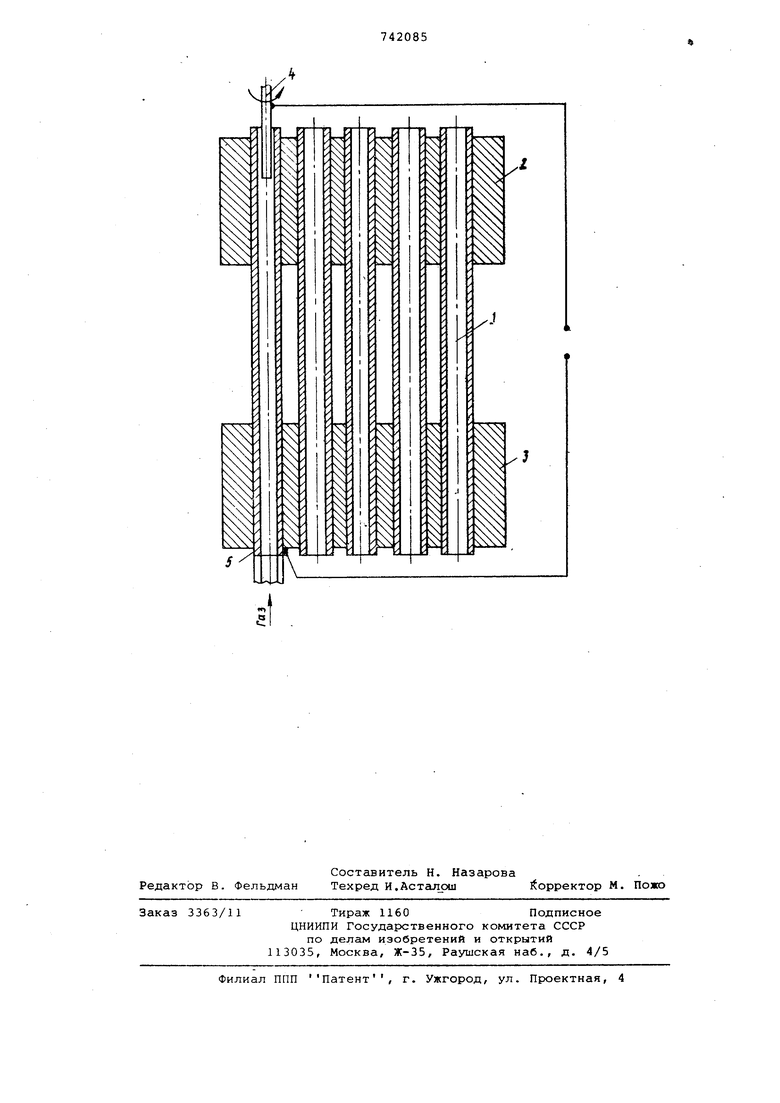
На чертеже представлена схема осуществления сварки предлагаепвлм спосоGOM.
Технология способа заключается в следующем.
Трубы i пропускают через отверстия в трубных решетках 2 и 3 и устанавливают с выступом наш их поверхностью заподлицо или утопленными. Возможен также и такой вариант, при котором трубы 1 стыкуют с трубной решеткой или с трубчатБМ отростком на решетке (в этом случае внутренние диаметры о верстий в решетке и в трубе рашны). С торца трубы I вводят электрод 4, состоящий из токоподводящей части расположенной соосно с трубой, и рабочей части, расположенной по радиусу трубы. Защитный газ подают через отверстие в трубе со стороны 5, противоположной сварке, поэтому в зону сварки газ поступает неподогретый. С этой же стороны непосредственно ко второй трубной решетке подключают положительный потенциал и сварочный ток проходит по трубе навстречу электроду. При этом магнитное поле, образуемое при прохождении сварочного тока, отклоняет сварочную дугу в сторону введения электрода 4. В этом же направлении смещает столб дуги и поток защитного газа. В результате столб дуги на.правлен примерно по нормсши к стенке без наплывов и ослаблений. Подвод тока осуществляют с торца, противоположного свариваемому. При этом образуется магнитное поле. Влияние газового потока способствуют улучшению формирования шва. Отдельно действие ксШбдого из вьииеперечислениых факторов незначительно, но их суммарное воздействие не только уменьшает, но и полностью исключает отклонение сварочной дуги.
Пример .К трубН1 1 решеткам приваривают трубы размером 16x1,5 к Толщина трубной решетки 100 мм. Сварка прЬизведена автоматом Омега н режик е: сварочный ток - 180 А, напряжение на дуге - 8,5 В, время одного
оборота электрода 40 с. Защиту сварного шва осуществляют аргоном, который подают в трубы через торцовые отверстия с противоположной стороны сварки, расход аргона 16 л/мин, с этой же стороны к телу трубы подводят сварочный ток. Контроль качества формирования швов проведен путем металлографического исследования на поперечных макрошлифах. Установлено, что среднее значение величины наплыва 0,3 мм, а утонение - 0,2 мм. Это примерно на 30-50% меньше, чем при сварке по ранее принятой технологии.
Таким образом в результате опробования способа установлено, что при его применении улучшается формирование сварного шва, т.е. уменьшаются величины наплыва и ослабления. В результате этого отпадает необходимость механической обработки шва, повышается его работоспособность и надежность увеличивается долговечность работы теплообменных аппаратов и их производительность. Экономический эффект при изготовлении йдного теплообменного аппарата составляет несколько сотен рублей. Учитывая большое количество аппаратов, выпускаемых промышленностью, общий эффект исчисляется сотнями тысяч рублей.
Формула изобретения
Способ соединения труб с трубными решетками, при котором сварочный электрод подключают к одному из полюсов источника питания и вводят внутр трубы, другой полюс источника подключают к одной из трубных решеток, и выполняют сварку в среде защитного газа, отличающийс я тем, что, с целью улучш,ения формирования сварного шва путем обеспечения стабилизации горения дуги, защитный газ в зону сварки подают с конца трубы, Противоположного свариваемому, и после полного вытеснения воздуха из зоны сварки к другому полюсу источника питания подключают трубную решетку, противоположную свариваемой.
Источники информации, принятые во внимание при зцсспертиэе
1.Авторское Свидетельство СССР 396221, кл. В 23 К 31/06, .1970.
2.Авторское свидетельство СССР 427762, кл. В 23 К 31/06, 1972
(прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки труб к трубным решеткам | 1983 |
|
SU1140916A1 |
| Способ электродуговой сварки труб с трубными решетками | 1977 |
|
SU737170A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| Способ сварки труб с трубной решеткой | 1978 |
|
SU789259A1 |
| Способ дуговой сварки криволинейных швов | 1984 |
|
SU1281354A1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ изготовления особотонкостенных труб малого диаметра | 1990 |
|
SU1755706A3 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |