1
Изобретение относится к области сварки, в частности к способам электродуговой сварки труб с трубными решетками, и может быть применено при изготовлении теплообменных аппаратов в энергетической, химической, судостроительной и других отраслях промышленности.
Известен способ сварки труб с трубными решетками, при котором сварку выполняют с торца трубы 1.
При выполнении сварки с торца трубы влиять на формирование шва можно путем смеш;ения оси электрода от линии сопряжения трубы с трубной решеткой, т. е. смешением иятна сварочной дуги на трубу или на трубную решетку.
Основным недостатком регулирования тепловложений сварочной дуги в свариваемые детали описанным способом являются очень малые пределы регулирования. Это объясняется тем, что толш,ина стенки трубы и толш,ина перемычки между соседними отверстиями соизмеримы с величиной пятна сварочной дуги.
Известен способ сварки встык тонкостенной трубы с массивным торцовым блоком, при котором сварку производят с наружной стороны, причем электрод смеш,ают к торцовому блоку, и трубу охлаждают 2.
Недостаток данного способа - невозможность его применения при сварке труб с трубными решетками, где возможность смеш,ения электрода ограничена шириной перемычки между соседними отверстиями в трубной решетке.
Известен также способ, электродуговой сварки труб с трубными решетками, наиболее близкий к изобретению но технической сущности, при котором трубу устанавлива10ют в отверстие трубной решетки с заглублением и выполняют сварку Г-образным электродом, который располагают внутри трубы 3.
К недостаткам способа относится плохое
15 формирование шва вследствие того, что при наличии даже очень малого зазора между трубой и трубной решеткой возникают несплавления, а при увеличении погонной энергии с целью ликвидации несплавлений
20 увеличивается величина наплыва расплавленного металла внутрь трубы. Это приводит к образованию подреза, ослабляюш,его стенку трубы в зоне сварки, а также к уменьшению проходного сечения трубы, т. е.
25 к понижению эксплуатационных характеристик теплообменного аппарата. Кроме того, невозможно регулировать доли тепла сварочной дуги, вводимые в свариваемые детали, что необходимо при сварке разностенных деталей и особенно в том случае, когда
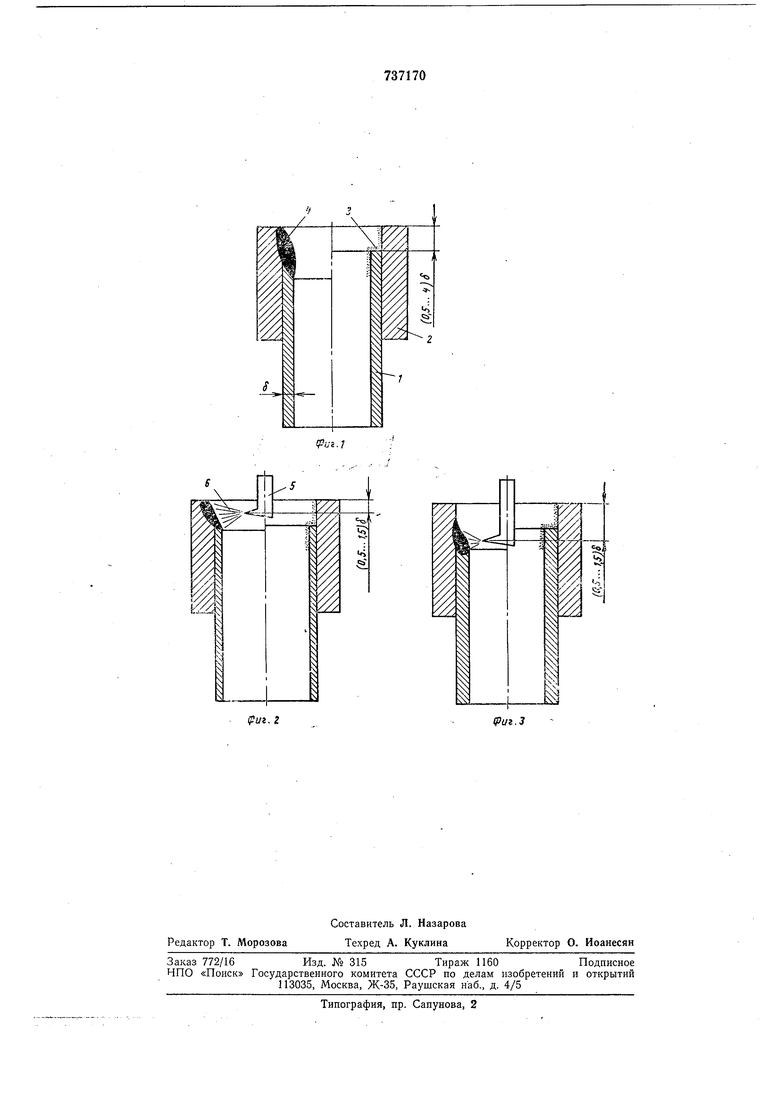
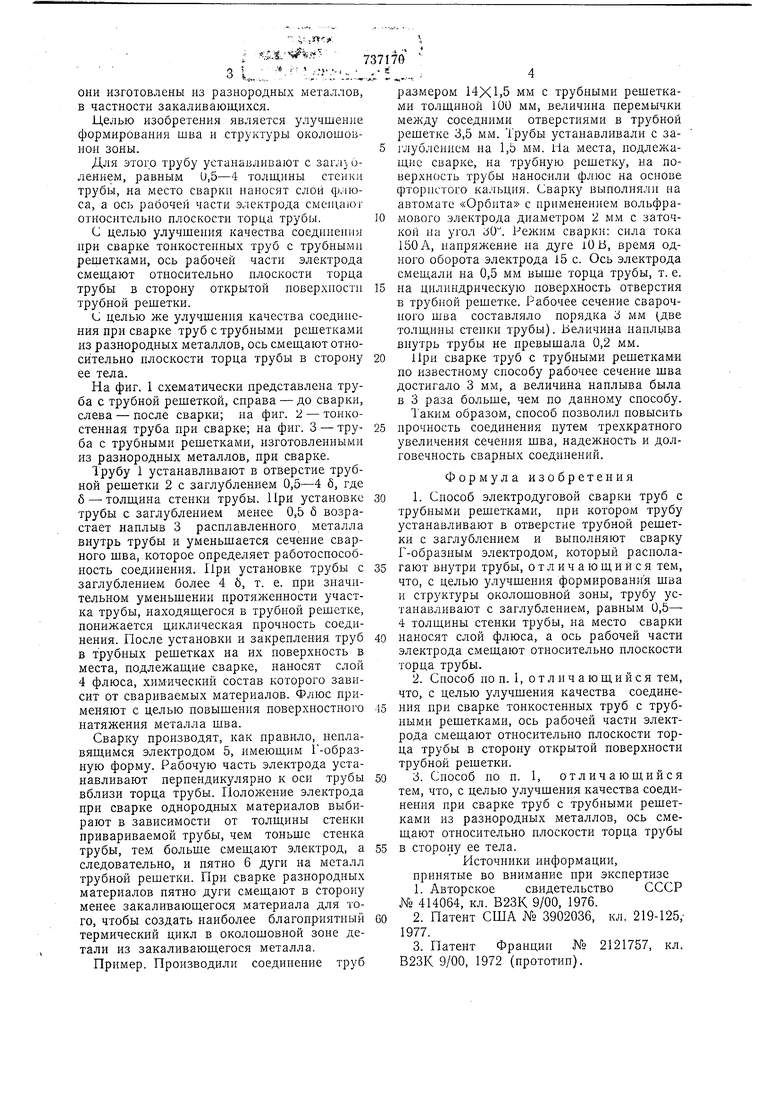
30 . ;- s:.J.l4#li, 3 L...:, они изготовлены из разнородных металлов, в частности закаливающихся. Целью изобретения является улучшение формирования шва и .структуры околошовнои зоны. Для этого трубу устанавливают с загл олением, равным 0,5-4 толщины стенки трубы, на место сварки наносят слой флюса, а ось рабочей части электрода смещают относительно нлоскости торца трубы. С целью улучшеиия качества соединения ирн сварке тонкостенных труб с трубными решетками, ось рабочей части электрода смещают относительно нлоскости торца трубы в сторону открытой иоверхности трубной решетки. С целью же улучшения качества соедииения при сварке труб с трубными решетками из разнородных металлов, ось смещают относительно плоскости торца трубы в сторону ее тела. На фиг. 1 схематически представлена труба с трубной решеткой, справа - до сварки, слева - после сварки; на фиг. 2 - тонкостенная труба при сварке; на фиг. 3 - труба с трубными решетками, наготовленными из разнородных металлов, при сварке. 1рубу 1 устанавливают в отверстие трубной решетки 2 с заглублением 0,5-4 8, где б -толщина стенки трубы. При установке трубы с заглублением менее 0,5 б возрастает наплыв 3 расплавленного, металла внутрь трубы и уменьшается сечение сварного шва, которое определяет работоспособность соединения. При установке трубы с заглублением более 4 б, т. е. при значительном уменьшении протяженности участка трубы, находящегося в трубной решетке, понижается циклическая прочность соединения. После установки и закрепления труб в трубных решетках на их поверхность в места, подлежащие сварке, наносят слой 4 флюса, химический состав которого зависит от свариваемых материалов. Флюс применяют с целью повышения поверхностного натяжения металла шва. Сварку производят, как правило, пеплавящимся электродом 5, имеющим Г-образную форму. Рабочую часть электрода устанавливают перпендикулярно к оси трубы вблизи торца трубы. Положение электрода при сварке однородных материалов выбирают в зависимости от толщины стенки привариваемой трубы, чем тоньше стенка трубы, тем больше смещают электрод, а следовательно, и пятно 6 дуги на металл трубной решетки. При сварке разнородных материалов пятно дуги смещают в сторону менее закаливающегося материала для того, чтобы создать наиболее благоприятный термический цикл в околошовной зоне детали из закаливающегося металла. Пример. Производили соединение труб 737 ...-: 5 10 15 20 25 30 35 40 45 50 55 60 0 ....4 размером 14X1,5 мм с трубными решетками толщиной 10U мм, величина перемычки соседиими отверстиями в трубной решетке 3,5 мм. Трубы устанавливали с заглублением иа 1,5 мм. На места, подлежащие сварке, на трубиую решетку, на поверхность трубы наносили флюс на основе фтористого ка.чьция. Сварку выполняли на автомате «Орбита с примеиением вольфрамового электрода диаметром 2 мм с заточкой на угол ciO. Режим сварки: сила тока 150 А, напряжение на дуге iOB, время одного оборота электрода 15 с. Оеь электрода смещали на 0,5 мм выше торца трубы, т. е. на цилиндрическую поверхность отверстия в трубной решетке. Рабочее сечение сварочиого шва составляло порядка 3 мм (две толщины стенки трубы). Величина наплыва внутрь трубы не нревышала 0,2 мм. При сварке труб с трубными решетками по известному способу рабочее сечение шва достигало 3 мм, а величина нанлыва была в 3 раза больше, чем по данному способу. Таким образом, способ позволил повысить прочность соединения путем трехкратного увеличения сечения шва, надежность и долговечность сварных соединений. Формула изобретения 1. Способ электродутовой сварки труб с трубными решетками, ири котором трубу устанавливают в отверстие трубной решетки с заглублением и выиолняют сварку Г-образным электродом, который раснолагают внутри трубы, отличающийся тем, что, с целью улучшения формирования шва и структуры околошовной зоны, трубу устанавливают с заглублением, равным 0,5- 4 толщины стенки трубы, на место сварки наносят слой флюса, а ось рабочей части электрода смещают относительно плоскости торца трубы. 2.Способ по п. 1, отличающийся тем, что, с целью улучшения качества соединения при сварке тонкостенных труб с трубными решетками, ось рабочей части электрода смещают отиосительно плоскости торца трубы в сторону открытой поверхности трубной решетки. 3. Способ но п. 1, отличающийся тем, что, с целью улучшения качества соединения при сварке труб с трубными решетками из разнородных металлов, ось смещают относительно нлоскости торца трубы в сторону ее тела. Источннки информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 414064, кл. В23К 9/00, 1976. 2. Патент США № 3902036, кл. 219-125,1977. 3.Патент Франции № 2121757, кл. В23К 9/00, 1972 (прототип).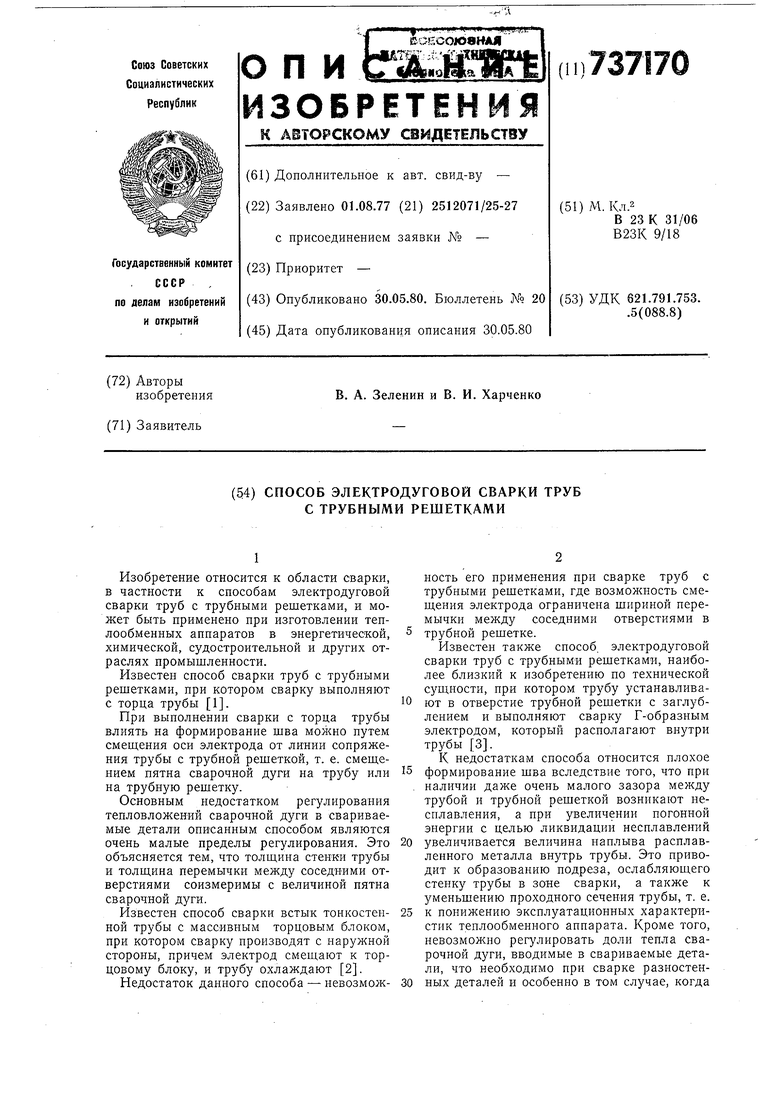
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки труб к трубным решеткам | 1983 |
|
SU1140916A1 |
| Способ сварки труб с трубной решеткой | 1978 |
|
SU789259A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ автоматической приварки труб к трубным доскам | 1980 |
|
SU893474A1 |
| Способ сварки труб с трубной решеткой | 1987 |
|
SU1724445A1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ сварки труб их титана | 1976 |
|
SU596395A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ дуговой сварки нахлесточного эллипсного соединения труб | 1983 |
|
SU1106619A1 |