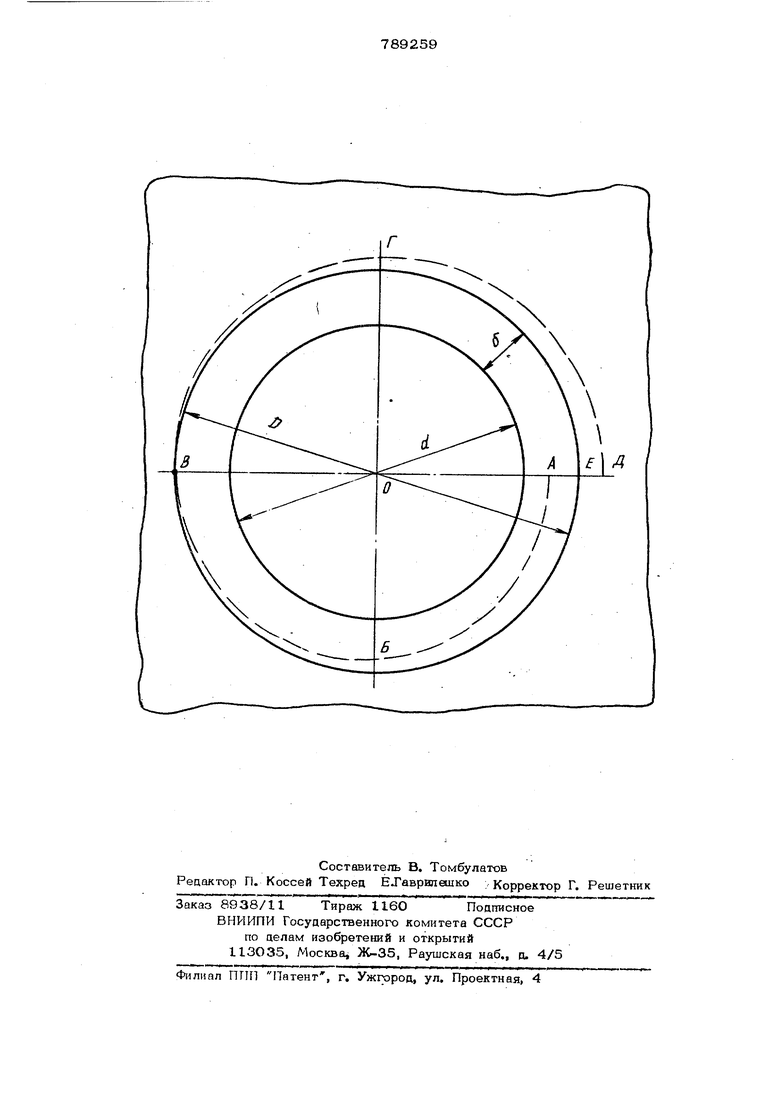
копрочные соединения, однако характеризуется теми же недостатками: выпол ненные по этому способу соединения имеют малую глубину проплавления (т.е. малое рабочее сечение сварного шьа) и повышенную эеличину наплыва расплав ленного металла внутрь трубы. Эти недостатки понижают работоспособность теплообменньцс аппаратов, Цель изобретения - повышение качес ва сварки путем увеличения глубины проплавления и уменьшения наплыва мет ла шва на внутреннюю поверхность труб Для этого перед сваркой источник тепла располагают над торцом трубы на расст НИИ от ее наружной поверхности (0,20,5) толщины стенки трубы, сварку выполняют путем перемещения источника сварки по спирали и заканчивают ее на поверхности трубной решетки на расстоя нии от наружной поверхности трубы (0,2-0,5) толщины ее стенки. На чертеже представлена схема пере мещения источника сварки по данному способу. Ось источника сварки перемещается из точки А в точку Д по траектории АБВГД. В начале сварки ось источника сварки находится над торцом трубы на расстоянии (0,2 - 0,5) сР от ее наруж ного диаметра, а в конце сварки - над телом трубной решетки, также на расстоянии (0,2 - 0,5)Сг от наружного диаметра трубы. Таким образом, рассто ние между точками А и Е, а также Е и Д равно (0,2 - О,5) Cf , Образцы труб размером 16 У 1,5 мм сваривают с трубными решетками толщиной 4О мм при величине перемычки между отверстиями в трубной решетке 4,5 мм. Сварку производят электричес кой дугой в среде аргона, с использовв нием автомата АГ6-32М, снабженного специальным приспособлением, позволяю щим перемешать электрод по радиусу. во время сварки. В начале сварки ось электрода (прутковый вольфрам диаметром 3 мм, заточенный на угол ЗО ) устанавливают над торцом трубы на рас стоянии О,3 мм ( 1 вариант) и 0,75 мм (2 вариант) от наружной поверхности т бы. Таким образом, расстояние от оси трубы до оси электрода составляет соответственно 15,4 и 14,5 мм. Сварк производят по режиму: сила сварочного тока - 8О А; напряжение на дуге - 9 В время оаного оборота электрода 16 с. Электрод вращают вокруг оси трубы при одно фемонном раанаяЕ ном перемещ НИИ его от центра со скоростью 0,18 и 0,48 мм/с (соответственно в 1 и 2 вариантах), т.е. по спирали. После выполнения одного оборота сварочной дуги вокруг оси трубы включают сварочный ток и из образцов изготавливают радиальные шлифы по четырем плоскостям. На шлифах замеряют глубину проплавлеия и величину напльгеа внутрь трубы. Глубина проплавления составляет 1,2 - 1,4 мм в первом варианте и 1,3 1,6 мм во втором варианте. Величина напльта на протяжении 0,2 периметра не превышает 0,1 мм. При сварке по известному способу глубина проплавления колеблется от 0,6 до 1,6 мм, максимальная величина наплыва на 0,3 длины шва составляет 0,35 мм. Таким обрайом, в результате применения предлагаемого способа минимальная глубина проплавления увеличивается в два раза, величина наплыва уменьшается в 3i5 раза, отклонение от среднего значения глубины проплавления уменьшается в 3 раза. . ормула изобретения Способ сварки труб с трубной решеткой, при Котором трубы устанавливают . в отверстия трубной решетки и выполняют сварку, отл. ич.ающийся тем, что, с целью повышения качества сварки путем увеличения глубины проп- лавления и уменьшения наплыва металла шва на внутреннюю поверхность труб, перед сваркой источник тепла располагают над торцом трубы на расстоянии от ее наружной поверхности (0,2-О,5) толщины стены трубы, сварку вьтолняют путем перемещения источника сварки по спирали и заканчивают ее на поверхности трубной решетки на расстоянии от наружной поверхности трубы (0,2-0,5) толщины ее стенки. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 1350151, кл. В 3 R, 1972. 2.Патент Великобритании N9 13О2371, кл. В 3 R, 1972. 3.Патент Японии № 5О-28879, 1975. . 4.Авторское свидетельство СССР № 554978, кл. В 23 К 33/00, 30.01.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки труб с трубными решетками | 1977 |
|
SU737170A1 |
| Способ сварки труб с трубной решеткой | 1980 |
|
SU903038A1 |
| Способ приварки труб к трубным решеткам | 1983 |
|
SU1140916A1 |
| Способ подбора оптимальных режимов сварки кольцевых стыков | 1977 |
|
SU724295A1 |
| Способ электродуговой приварки плавящимся электродом труб к трубным доскам | 1977 |
|
SU695785A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ соединения труб с трубными решетками | 1978 |
|
SU742085A1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ сварки труб с трубной решеткой | 1987 |
|
SU1724445A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |