1
(21)4256669/30-27
(22)06.04.87
(46) 30.10.89. Бюл. « 40
(71 ) (люциалыюе конструкторско-техлсхлогичоское бюро но рисоупорочной и сс.лек
ционной технике
(72) Н. Н. Усольцев и В. II. Фролов
(53)621.981.1 (088.8)
(56)Лурандин М. . и др. ИЬа.мпы для хо.юдной штамноЕжи ме.1ки. деталей. ДА.: ЛДашиностроеиие, 1978, с. 67. фи1 4.09.
(54)ШТАЛАП ДЛЯ ИЗГОТОВ;1НН11Я ИЗДНЛИП ТИПА УГОЛЬНИК С ОТВЕРСТИЕ.М НА ОЛНОП ПОЛКЕ
(57)И:и.)бретенне относится к обработке мета.т.юв давлением, а именно к листорзой )вке и .может быть нсг1о, 1ь;)ор)ано, например, нроизводстве деталей сне- циальных )оликог)ых неней. Цель изобретения н(ям,1111ение качества изде.чий. llJTa.vii содер. Кит гибочнун) .матрину, установ.к нную на тарельчатых пружинах на вер.хней н.ит , и гибочный пуансон, ребро которого разметено вдоль на11рав,1ения подачи, а также узе,т пробивки отверстия на полке и.о|ну- той заготовки. .Между гибочным инструмен- то.1 11 з,1ом пробивки раз.меихен направ- ;1ян)П1П11 узел, обеспечивающи) поворот изогнуто заготовки вок|)уг цилиндрической по понирно.му пазу ко,1ОДК11. Н)и но,, на которой пробивается отверсгпе. устанав, 1пнается в нлоско. и. 1ара;1ле. 1ьпо11 зерка, 1у пробивной матрншьк Передача заготог ок осуществляется ши- бе)(.1М, ||)иксаиия в уз.че пробивкиупо|1ами. ,VoTp(HicTHo обеспечивает no, i ченис изде.лии пов1,1П енно| точности, т к. npo6)jBKa (тве)стии ос П1ес тв,1яется иос,те калибровки iMornvToii .(аготовки. 5 и, ;.
(/

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для изготовления листовых деталей | 1976 |
|
SU612733A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп совмещенного действия | 1986 |
|
SU1375381A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп автомат для двухпереходной гибки штучных заготовок | 1982 |
|
SU1038006A1 |
Изобретение относится к обработке металлов давлением, а именно к листовой штамповке и может быть использовано, например, при производстве деталей специальных роликовых цепей. Цель изобретения - повышение качества изделий. Штамп содержит гибочную матрицу, установленную на тарельчатых пружинах на верхней плите, и гибочный пуансон, ребро которого размещено вдоль направления подачи, а также узел пробивки отверстия на полке изогнутой заготовки. Между гибочным инструментом и узлом пробивки размещен направляющий узел, обеспечивающий поворот изогнутой заготовки вокруг цилиндрической опоры по копирному пазу колодки. При этом полка, на которой пробивается отверстие, устанавливается в плоскости, параллельной зеркалу пробивной матрицы. Передача заготовок осуществляется шибером, фиксация в узле пробивки-упорами. Устройство обеспечивает получение изделий повышенной точности, т.к. пробивка отверстия осуществляется после калибровки изогнутой заготовки. 5 ил.
Изобретение относится к обработке металлов давлением, а имей но к листовой 1итамиовке, и может быть исно.льзовапо, например, при производстве деталей специальных роликовых цепей.
Ile. ib изобретеиия - п(шьпи( ние качества изделий.
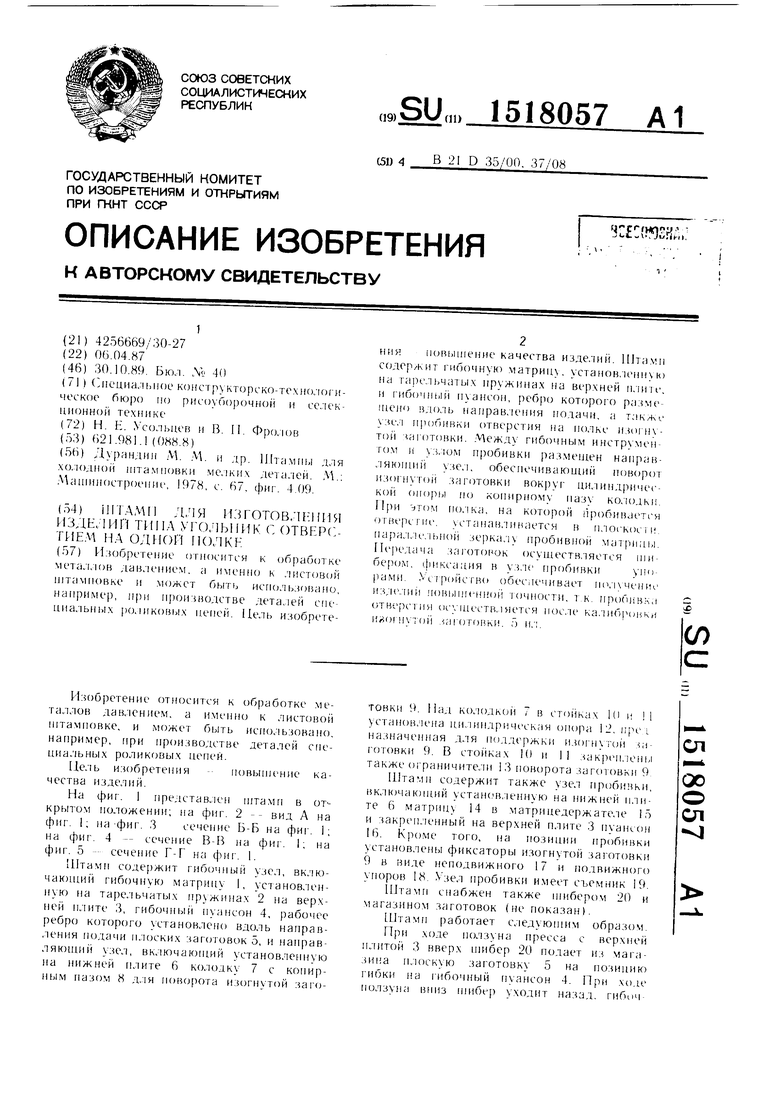
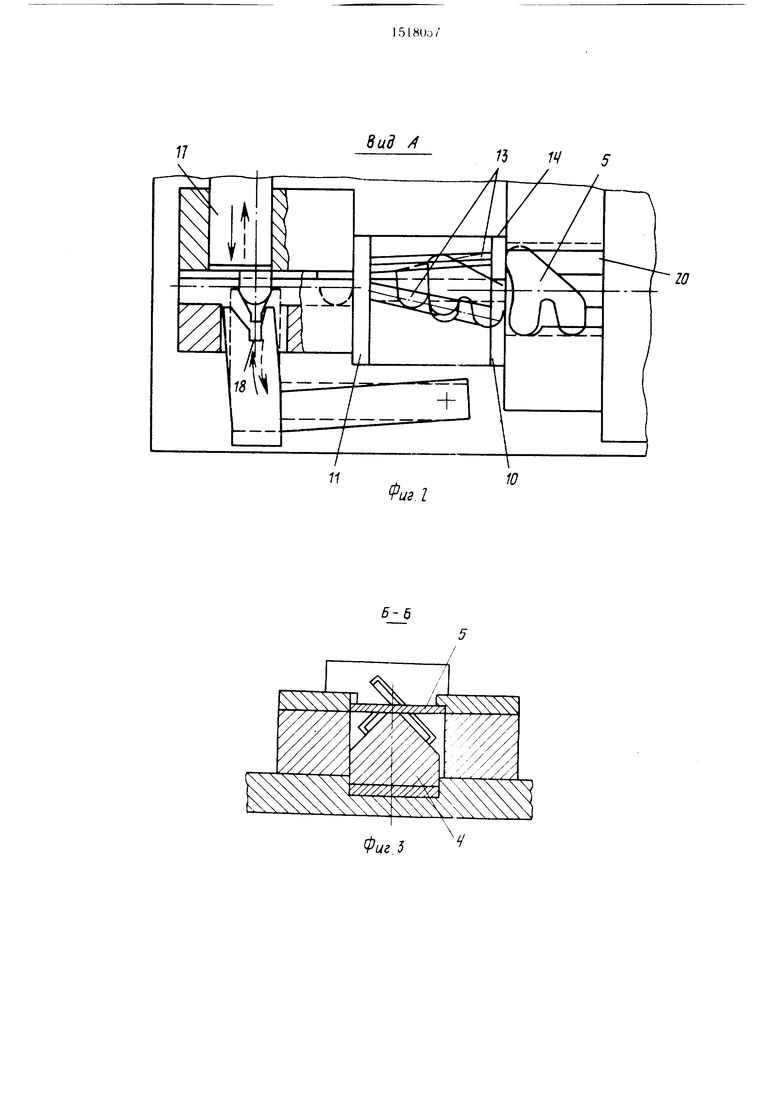
На фиг. I представлен штамп в ОТ крытом положении; па фиг. 2 -- вид А на фиг. 1; па фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 -- сечение В-В на фиг. 1; на фиг. 5 сечение Г-Г на фиг. I.
Штамп содержит гиб(.)чный узел, вклю- чак)П1ИЙ гибочную матрину I, установ, 1ен- ную на тарельчатых пр жипах 2 па верхней п:1ите 3, гибочный пуансон 4, рабочее ребро которого установлено вдоль направ- ,тения нодачи плоских заготовок 5, и направляющий узел, включающий установлерщую на нижней плите 6 колодку 7 с копир- ным пазом 8 д,1я поворота изогнутой заготовки 9. Над кол()ДКО11 7 в CToiiKax Id и 1 установ,лена цилиндрическая (мюра 12, ире i назначе |пая для поддержки H3oiiiyT(jii (а- готовки 9. В стойках 10 и II закреп,1ен1Л также ограничители 1,3 новорота заготовки 9
Штамн содержит также узе.л пробинки, вклк)чаю1ций устап(. В,:|енпую на нижней н,ли- те 6 матрину 14 в матрицедержателе 15 и закрепленный на верхней плите 3 пуансон 16. Кроме того, на позиции пробивки установлеЩ) фиксаторы изогнутой заготовки 9 в виде неподвижного 17 и подвижного упоров 18. Узел пробивки имеет съемник 19.
{Итамп снабжен также nin6ept)M 20 и магазином заготовок (не показан).
Штамн работает следуюн1им образом.
При хсоде пресса с верхней плитой 3 вверх 1 1ибер 20 подает из магазина плоскую заготовку 5 на нозицию гибки па гибочный пуансон 4. При .ходе ползуна вниз Н1ибе) уходит назад, гибоч
СП 00
о
СП
пая матрица 4 опускается на и.лоскую заготовку 5 и сгибает ее на угол, заданный ибочным инструментом, нри этом производится калибровка, которая обеспечивается пакетом тарельчатых пружин 2. При следук)Н1ем ходе ио.тзуна вверх 1нибер 20 передает изогнутую заготовку 9 через ст(Л(ку 10 на ксктодку 7 до положения а, а на гпбочньп пуансон 4 подает очередную плоскую заготовку из магазина. |oc, ie гибки га заготовка подается шибером 20 на ко,одки 7 до по.южения а и не1)емен1ает ||ред|)Г1уHiyio изо1 нутую за1 отовку 9 из по- /ю/кения II н по.южение С). Последняя при П(. |)еме1цении coHc)niae i разво|.1;)г до го|П1- iii. I а. I iiiidiij ||олож1 11ИЯ нолки 21. скользя ЦП 1и1ли||дричес1-;(и опоре 12, in KoiuipnoMy пазу 8 и П( ограпичителям К . 1 лпе через дна хода no.i.iyiia изогнутая за1о-| 1вка ста- понпгся над пробивнси матрицей 14. Упор Ж, nfiHи ди1НИ11ся в де11стви от но.пзуна прс сса. выставляет нолку 21 от1Н)сите.тьно оси (пверсгпя в матрице 14 и пробпв- г;ого пуансона И), упо) 17 прижимает . roiiK к базовси noiiejxxiiocTn мат)ипедер- жаге.пя 15. 11рп ходе но. 1зуна РИ1из пуансон И) пробивает отверстне в икотовке. сл1 дуюп1ем ходе |1о. 1зуна вверх сьсм- пик 19 снимает деталь с пуансона 1Н, уно|)ы 17 и 18 отводя К я от готовой де1али, а на HDnnuiH) пробп1 кп прота,;1киваетс следую
0
5
тая изогнутая заготовка, которая выталкивает готовую деталь из штампа.
Данный штамп обеспечивает повышение точности изделий, так как пробивка отверстия осушествляется после калибровки изогнутой заготовки.
Формула изобретения
Штамп для изготовления изделий типа угольник с отверстием на одной полке, преимущественно из листовых несиммет- рмчны.х заготовок, содержащий верхнюю и нижнюю плиты, узел гибки, включаюший гибочный пуанс(;н и гибочную матрицу, узел пробивки отверс1ия в полке, матрица кото- 1)ого закреплена на нижней плите, направ- . 1яюпи1и узе. 1, размешенный .между гибочным и пробивным узлами, и фиксаторы загоювки в пробивном узле, отличающийся гем, что, с пе.П)Ю новьинения качества из.делий. гибоч1 ан магрина установлена на плите па упругом основании, рабочее р(.бро гибочного пуансона размеп1ено ндо.пь оси юдачи. направляющий узел выполнен в виде колодки с копирным пазом д.;1Я поворота полки с пробиваемым отверстием параллельно зеркалу пробивной матрицы, ра.чмешенны.х но обе стороны колоа- ки (лоек и установленных в стойка.х ци- лпнд)ической (Л1О)ы заготовки и ограничи- 1С :и.-й ее поворота.
Вид /i
Фиг 5
21 В-В
Ю
12
