I
Изобретение относится к области литейного ироизводства, в частности к оборудованию для центробежиого литья из труднодеформируемых металлов и силавов.
Наиболее эффективным для целей иолу- 5 чения прутковых заготовок труднодеформируемых жароирочных металлов и силавов является центробежное литье в изложницы
.
Описанные устройства являются оснаст- ю кой вакуумных плавильно-литейных агрегатов, литейные камеры которых имеют центробежный стол с приводом врагцения диска с установленным на нем устройством для приема расплава. Устройства для цент- 15 робежного литья представляют собой разъемные илиты, внутри которых выфрезерованы полости для приема расплава. Для отбора тепла от формируемых из расилава заготовок устройства изготавливают из 20 крупногабаритных поковок и плит, масса которых превышает в 10-15 раз массу формируемых заготовок.
Для одновременной отливки иескольких прутковых заготовок диаметром 50-75мм 25 рассмотренные устройства мало пригодны.
Известно также устройство для центробежного литья металлов, которое включает диск центробежного стола, на которол установлен приемник расплава, выиолнеипый 30
в виде единого (неразъемного) элемента, и изложницы (формы) для нриема расплава, рас11о;1ожеиные вокруг приемника расплава, иричем излон-:ницы расиоложепы только в ОДНО плоскости 2.
Такое устройство для отливки прутковых заготовок имеет следующие педостатки: иаиример, увеличеиие количества одиовременио отливаемых заготовок за счет увеличения числа изложниц, расиоложейных в одной плоскости и иитающихся из одиого цеитральиого приемиика расилава, вызывает увеличеиие геометрических размеров прпемиика расилава, что ведет к иотере металла в виде гарииссажа, к снижению качества иоверхиости заготовок из-за потерь жидкотекучести расплава. Причем увеличеиие иотерь металла иа образование гарииссажа растет в квадратичиой зависимости от числа изложниц; увеличеиие количества одиовремеино отливаемых заготовок за счет увеличения числа изложииц, расиоложепиых в одиой плоскости, ведет также к иеоиравдаииому росту геометрических размеров центробежиого стола, а следовательио, к росту геометрическ 1х размеров вакуумиой илавильиой камеры и росту мощности вакуумной системы плавильио-литейHOiO ai регата; выполнение извсстиого устройства в виде иераз1)емиого элемеита ведет даже при иезиапггсльпом местном раз iymeiiiiii, к выходу из Bceio приемпика, выполняемого из крупногабаритного б.,1ока, имеющего маееу к 10---15 разбол 1пе массы принимаемого раеи;1ава.
Это е1И1 кае1 е)ок е.тужбы ycTpoiicTBa. увеличивает трудозат)аты на изготовлеиие осиасткн. Кроме того, выиолне1И1е нзложиии устройства в виде гиктнндров с oiijeviным и.чоскнм дном обееиечивает нолучеиие нрутковых 3ai-OTOBOK лишь с илоским торцом, что не веегда от1 ечает требованиям н)оизводстч1а, иуждающегося в заготовках с различион формой вв1емок на торнах.
Целв нзобретення - увел)И1енне выхода годного мета.т.та н иовы1ие 1не ерока службв1 крунногабарнтиого ycTpcnicTiui.
Постав.теиная ue.ii) достигается тем, что ириемиик раснлава ввптолпен еборив1м, состоящнм из ()тт емиого диигца и цилиндра, разрезанного на ве)тикальиые еегмеиты, в которых цо вертикали выиолиеиы ио Kpainieii мере в два ряда радиальные отверстия д.тя кренлен115( изложниц, сегменты црнемннка расплава соедииеиы сверху оиориым ко.тьцом, диск це1ггробежиого сто,,та выиолнеи с осевым углуб.чеинем д.1Я установки ирнемннка расилава и соединен с оиори 11м ко.тьцом разьемиым еоедииеиием, а изложиицы с уда;1е1И1ых от оси уетpoiicTBa торцов выио.тнены с )енними кольцевыми углублен1 ями иод вставки; радпа.тьиые отверетия в цилиидре ириемиика расилава для креплеиня нзложннц вынолнены в виде усеченного конуса, обращенного больщим осиованием внутрь ирнемиика расилава; торцы пз,тожииц, обращециые к оси устройства, выио;1ие 1ы ио форме и размерам, еоответствуюгцим )адналы ым отве)стиям, вынолие1И1ых в ццлиидре ириемиика расилава; осевое углублен 1е к диске цеитробежного стола выиолнено в виде усеченно|-о конуса, обращеииого оспова1И1ем вверх.
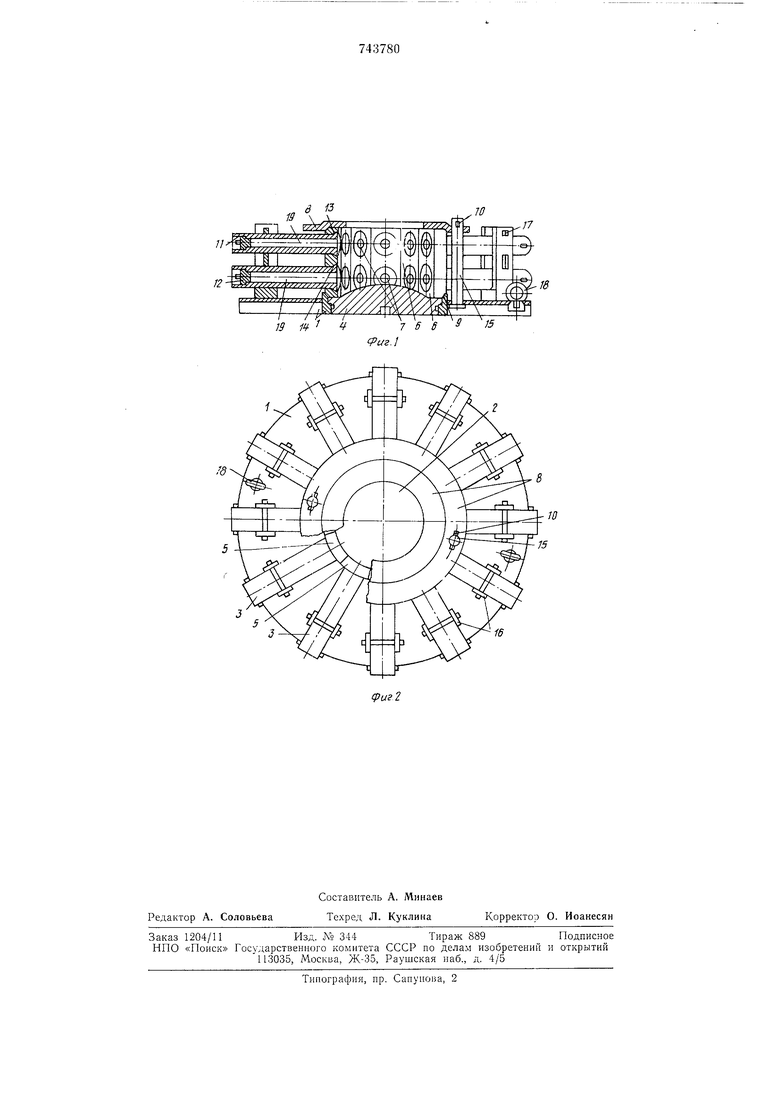
На фпг. 1 изображено нред.тагаемое устройство; па фпг. 2 - то же, вид сверху.
Устройство содержит диск 1 цеитробежиого стола, ириемник 2 раенлава. раснределяющи раси.чав ио изложиицам, и изложиицы 3.
Для увел1гчепия выхода годпого металла п повышения срока службы круииогабаритиого ует юйства нриеми1П 2 расплава выполнен составным, состояптнм из отт емиого днища 4 и цилиндра 5, разрезанного иавертпка,:1Ы1ые сегменты 6, в которых но вертикали выиолиепы но крайней мере в два ряда радиалг-иые отверстия 7 для кренлещ-ш нзложннц 3. Сегменты 6 нриемннка раеплава соедннены сверху опорным колы1,ом 8, диск 1 центробежиого сто.та вынолиеи с осевым углублеппем 9 для уетановкп в нем ириемннка раснлава 2 и соедииеи е онорпым кольцом 8 разъемным соединеннем 10.
Для вы;и)лнения иа удалеиных от нентра нриемиика )аси,1аьа торцов отл1Ц5аемых за-отовок законцо;:ок требуемой формы, нанример коиусио1Ч} уг,.1еиия для иоследу1ОИ1,ег() зажима заготовки в токарном станке, на торцах нзлож1ни; 3 в зпюлиеиы внутреииие ко/и.цевые ироючки 1, в которых устаиовлеи) выставки 12 :{адаииой кои(5игурации, от шжа1ои1,11е форму концов отлнваемых заготовок.
Д,тя обеснечення иадежнс сти крси.тенпя изложииц 3 в цп.пщдре 5 приемника раецлава раднальные отверстия 7 выиолиепы в виде усечеииого конуса 13, o6paHieinioro
бо.тьщим оеиоваиием виутрь ириемиика расила1 а, а торцы 14 из.чожиин 3, обращенные к центру нрнемнпка раснлава, вынол |е1Из1 еоответстг)еиио но форме и размерам, соответствую и 1НМ радиа.11)Ным отверстиям
13, выно.тиеииых в ци.чппдре приемника расилава.
Элемеиты устройства, собранные на диске 1 цеитробежиого стола, крецятея между собой с иомо1Ц1з1о разьемиого соединения:
стержией 15, стоек 16 и к.11И1ьев 17.
Тр а испорти ров ку собраииого устро1 1ства от места сборки к нлаиильио-литеГпюму агрегату и его монтаж иа центробежном столе агрегата оеущестр ляют с иомоип-ио рымболтов 18.
Сбо)ка устройства осунгеетв.тяется с.ледуюни1м образом.
Па днск 1 центробежного ето.та, в его осевое уг.тубоТенне 9, устанавлнвают огт емное дннще 4. В вертнка,т1)Н1)1е се менты О нрнем1Н1ка раснлава вставляют нз;южн1щы 3, плотности их посадки между иоверхиостям, выиолнеииьтмн в еегме1ггах 6 и ria торцах изложииц 3. Подготовлециые
ее1меиты 6 с из.чожиицами 3 устанавл1И5ают иа ;1,1иице 4 и в стойках 16. Сверху сегмеитов уетаиавлгшают онорное кол1)ЦО 8, которое закренляют с номощью разьемио|-о соединения: стержней 15 н кл 1иьев.
В кольцевые нроточки 11 изложниц 3 устанавливают вставки 12, например, Toii ее етороиой, иа KOTOpoii выиолнеи осевой коиусиьн ир1,тнв, что обееиечивает иолуче1И1е иа т())цах отливаемых заготовок осевых конусных углублеиий.
Собраин1 :е э.чементы уетройетва закреиляют клииьк:, 17 и с помощью рым-болтов 18 иерементают в илавильную установку, где ее монтируют иа вертнка.чьный ва.т
центробежно мпипшы.
Работа ycTpoiicT ;a в и,тавн,; Ы10-литейном агрегате осуигесчч).:1яечся с.тедующнм образом.
В THrvie нлавнл1)НО-.титейиого агрегата
раеилавляют ишхту, затем включают привод врагпеппя центробежного стола, иа коi4j|K)M смонтировано оннсанное устройство для центробежного лнтья нрутковых заготовок металлов н сплавов. Пос.те доетижеиия цецтробежным столо: 1 п устамовлеппым
на нем устройством заданных оборотов наклоняют в сторону нрнемника 2 расплава. Под действием центробежных сил расплавленный металл снача-ла заливает пзложннцы нижнего, а затем носледующнх верхних рядов, где формируются нрутковые заготовки 19 с задан юй формой торцов.
После остывапия, демонтированное с центробежной машины устройство, устанавлнвают на разгрузочный ноет, где удаляют все клинья, отннмают опорное кольцо 8, сннмают с диска цеитробел ного стола цнлнндрнческую часть прнемнпка расплава. Затем с отлнвки снимают наложницы 3 совместно с вертикальными сегментами. От отливки, освобожденной от элементов устройства, отделяют нрутковые заготовки. Снятые элементы устройства вновь монтируют на диск и диище центробежного стола.
В случае нодилавлення или разрушения какой-то части устройства заменяют лишь вышедший из строя элемент запасным, продолжая экснлуатировать все круиногабаритное устройство.
Применение нредлагаемого технического решения в производстве прутковых заготовок сложполегированных труднообрабатываемых сплавов повышенной длины по сравнению с известными обеснечивает увеличение выхода годного металла из расплава на 10-15% за счет более полного нспользоваппя расплава па формпрование отливок н сннжения доли расплава на образованне гарннссажа, а также за счет формнровання отливаемых заготовок с закопцовкой, не требуюшей неревода металла в стружку; увеличение в 2-3 раза количества отливаемых заготовок, н следовательно, повышение КПД использования илавильно-литейного агрегата без увеличения габаритов центробежного стола, нлавилыюго агрегата и его вакуумной системы; иовышение в 3-5 раз срока службы крунногабаритиого устройства за счет замены лишь разрушенных элементов устройства.
6 Ф о р м л а и 3 о б р е т е н н я
1. Устройство для центробежного литья нрутковых заготовок из метал.чов н сплаВОВ, включаюшее днск центробежного стола с ирнводом, приемник расплава, распределяющий расплав по изложницам, н пзложннцы, о т л и ч а ю ni, е е с я тем, что, с це. увелпчеиия выхода годного металла
и иовышепия срока службы устройства, приемппк расплава выполнен сборным, состояшпм из отъемного днища и цнлнндра, составленного из вертикальных сегментов, в которых по вертикали выполнены но
крайней мере в два ряда радиальные отверстия для крепления из.тожинц, сегменты прпемннка раснлава соедннены сверху опорпым кольцом, дпск центробежного стола выполнен с осевым углубленпем для
установкн приемника раснлава н связан с опорным кольцом разъемным соедипенпем, а нзложннцы с удаленного от осн устройства торцов выполнены с внутренннми кольцевыми углубленнями иод вставки.
2. Устройство но п. 1, отлпчаюшееся тем, что радиальиые отверст я в цплпндре прнемннка расн.чава вынолнены в впде усечепного конуса, обращенного большпм основаннем внутрь нрнемпнка расплава.
3. Устройство rio пп. 1-2, отлпчающееся тем, что торцы изложннц, обращенные к осн устройства, выполнены соответствующими радиальным отверстням в цплипдре нрнемиика раснлава.
4. Устройство по нн. 1-3, отлнчающееся тем, что осевое углубление в диске центробежного стола выполнено в внде усеченного конуса, обращенного большнм основаннем вверх.
Источннкн пнформации,
прппятые во вннмаппе прп экспертизе 1. Куманнн П. Б. Лптейное пронзводство. Л1., «Машнностроепие. 1971, с. 307- 312.
2. Авторское свндетельство СССР Л 481365, В 22 D 13/06, 1973.
S i3
19 J ПГ1 EZ
;7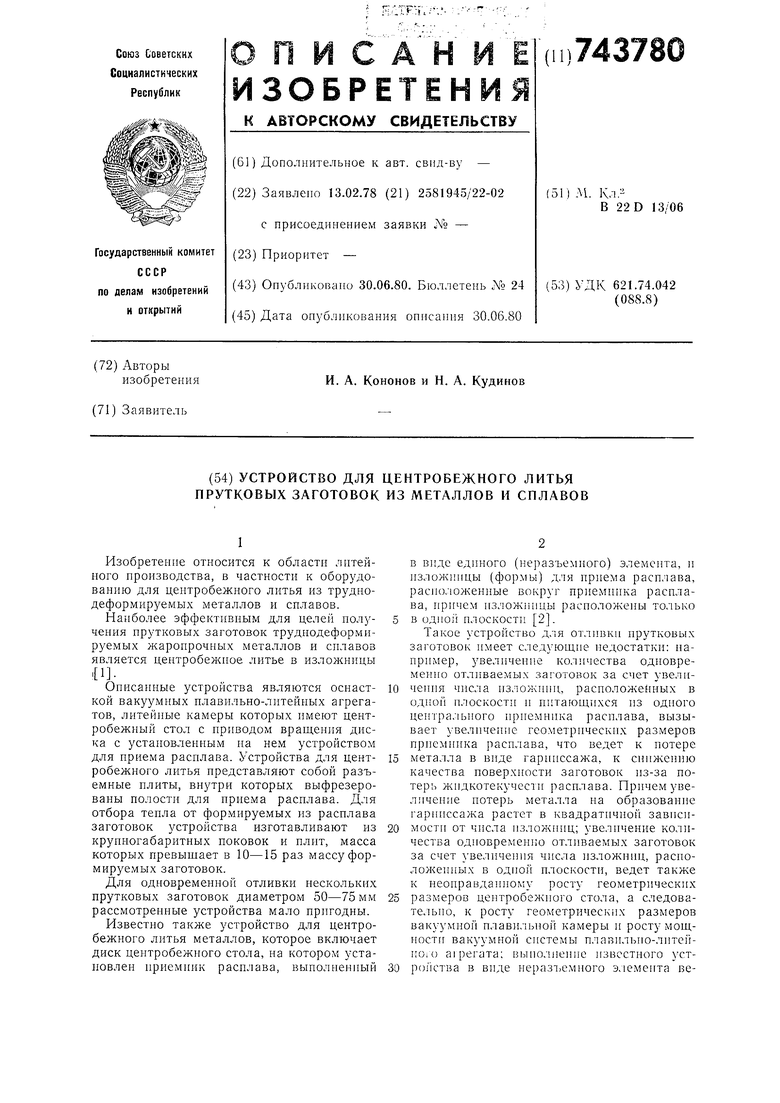
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства литейных прутковых заготовок малого сечения и устройство для его реализации | 2020 |
|
RU2741044C1 |
| Изложница для слитков | 1977 |
|
SU751496A1 |
| Способ футеровки центробежной литейной формы | 1977 |
|
SU624707A1 |
| Устройство для определения жидкотекучести расплава | 1976 |
|
SU598688A1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| Защитное покрытие для изложниц при центробежном литье чугуна | 1980 |
|
SU899225A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2012 |
|
RU2520249C2 |
| Способ центробежного литья биметаллических заготовок | 1986 |
|
SU1359061A1 |