Изобретение относится к литейному производству, в частности к устройствам для определения жидкотекучести расплавов в поле действия центробеж-. ных сил.
Необходимость создания таких устройств вызвана тем, что они позволяют количественно оценить жидкотекучесть расплавов в осевом направлении при центробежном литье и способствуют выбору оптимальных технологических параметров при производстве протяженных тонкостеннны;: цилиндрических отливок.
Известно устройство для определения жидкотекучести; расплава, включающее металлоприемник и заполняемый канал, выполненные в заформованной опоке 1 . Жидкотекучесть определенная с помощью этого устройства, оценивается по длине прутка металла закристаллизовавшегося в канале. Однако такое устройство применяется только в стационарных условиях ,не. учитывает конфигурацию отливок и особенности заполнения формы расплавом, т.е. не позволяет определить Жидкотекучесть расплава в поле действия центробежных сил.
Цель изобретения - определение жидкотекучести в поле действия центробежных сил.
Для этого предлогаемая опока выполнена цилиндрической, а заполняемый канал имеет винтообразную форму.
Угол подъема впирали винтообразного канала составляет 60°- 80°в соответствии с гравитационными коэффициентами, равными 50-100. Выполнение заполняемого канала винтообразной формы позволяет наиболее точно воспроизвести движение расплава в поле действия центробежных сил,так как металл в вращающейся изложнице движется по винтовой траектории, при этом угол подъема спирали зависит от скорости вращения изложни-j цы гравитационного коэффициента К-Цг
где со - угловая скорость вращени}
изложницы;
1 - радиус винтовой траектории; 4- ускорение свободного падения.
Чем выше скорость вращения изложницы, тем больше величина угла подъема спирали .
Для гравитационных коэффициентов, равных 50-100, употребляемых в практике при получении центробежнолитых заготовок, углы подъема винтообразных траекторий движения металла составляют соответственно 60-80 . .Поэтому угол подъема винтообразного канала в предла1аемом устройстве выбран таким, чтобы максимально приблизиться к реальным производственным условиям.
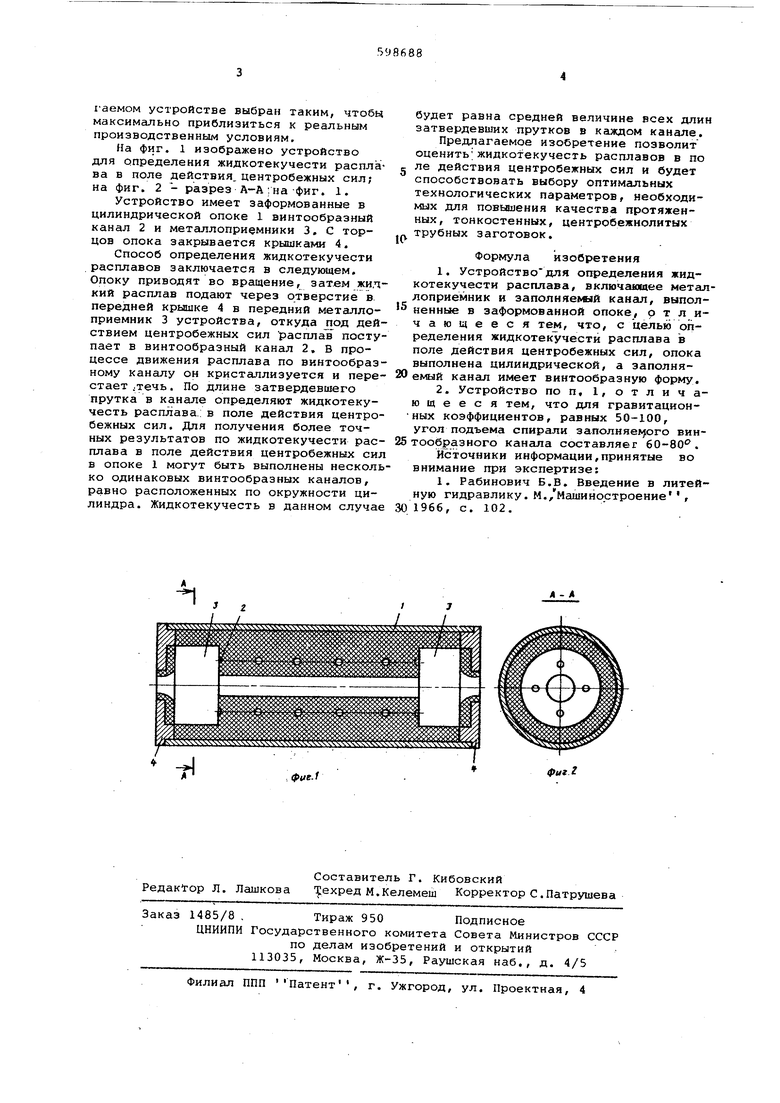
На фиг. 1 изображено устройство для определения жидкотекучести расплава в поле действия, центробежных сил; на фиг. 2 - разрез А-А;на фиг. 1.
Устройство имеет заформованные в цилиндрической опоке 1 винтообразный канал 2 и металлоприемники 3, С торцов опока закрывается крышка1 ш 4.
Способ определения жидкотекучести расплавов заключается в следукицем. Опоку приводят во вращение, затем жилкий расплав подают через отверстие в передней крышке 4 в передний металлоприемник 3 устройства, откуда 1од действием центробежных сил расплав поступает в винтообразный канал 2, В процессе движения расплава по винтообразному каналу он кристаллизуется и перестает .течь. По длине затвердевшего прутка в канале определяют жидкотекучесть расплава.: в поле действия центробежных сил. Для получения более точных результатов по жидкотекучести расплава в поле действия центробежных сил в опоке 1 могут быть выполнены несколько одинаковых винтообразных каналов, равно расположенных по окружности цилиндра. Жидкотекучесть в данном случае
будет равна средней величине всех длин затвердевших прутков в каждом канале. Предлагаемое изобретение позволит оценить;Жидкотекучесть расплавов в по ле действия центробежных сил и будет способствовать выбору оптимальных технологических параметров, необходимых для повьаиения качества протяженных, тонкостенных, центробежнолитых трубных заготовок.
Формула изобретения
1,Устройство для определения жидкотекучести расплава, включающее металлоприемник и заполняемый канал, выполS ненные в заформованной опоке, о т л ичающееся тем, что, с целью определения жидкотекучести расплава в поле действия центробежных сил, опока выполнена цилиндрической, а заполняемый канал имеет винтообразную форму.
2.Устройство поп, 1, отличающееся тем, что для гравитационных коэффициентов, равных 50-100,
угол подъема спирали заполняе уого винтообразного канала составляет 60-80. Источники информации,принятые во внимание при экспертизе:
1. Рабинович Б.В. Введение в литейную гидравлику. М.,машиностроение , 30 1966, с. 102.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| Способ центробежного литья биметаллических изделий | 1982 |
|
SU1068217A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312738C1 |
| Установка для центробежной отливки полых металлических заготовок | 1978 |
|
SU747615A1 |
| Способ изготовления полых отливок | 1978 |
|
SU789225A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ МЕТАЛЛИЧЕСКИХ КОМПОЗИТНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2393242C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2762692C1 |
| Способ литья под низким давлением | 1983 |
|
SU1135547A1 |
| Центробежная установка | 1978 |
|
SU784977A1 |
