1
Изобретение относится к области унрочняюще-зачистной обработки крупногабаритных деталей вибрационным методом.
Известна установка для вибрационно обработки деталей, в которой обработка 5 осуществляется в /-образном контейнере при размеш;ении обрабатываемой детали полностью в объеме рабочей среды 1. Контейнер выполнен в виде последовательно расположенных секций, соединенных о между собой эластичными элементами в виде изогнутых внутрь контейнера гофр и имеющих индивидуальные вибратороы с общим приводом посредством вала.
Однако, при обработке крупногабарит- j5 ных маложестких длинномерных деталей на установке данного типа требуется большо объем рабочей загрузки, что ириводит к утяжелению вибрирующей части установки и трудности создания надежной конструк- 20 ции вибропривода, способного сообщить больщой массе необходимые колебания. Обработка в 7-образном контейнере происходит в рабочей среде постоянного объема, т. е. однажды загруженные рабочие 25 частицы используются в течение всего времени обработки, что затрудняет очистку их от продуктов износа и регенерацию. При
обработке длинномерных плоских деталей наблюдается неравномерность воздействия рабочих тел на участки поверхности деталей из-за различного иротекання процесса по зонам больщеобъемного -образного контейнера.
Кро.ме того, 1межсекционные связи, выполненные в виде изогнутых внутрь контейнера гофр, не иозволяют осуществлять динамическую настройку мащины на расчетный режим, включающую в себя обеспеченпе синхроиной работы отдельных секций.
При обработке на вибрационной зттановке с /-образным контейнером трудно обеспечить равномерный съем металла с различно ориентированных поверхностей детчлей типа панелей (стенок колодцев, ребер, выборок, подсечек), так как для этого необходимы усложнения конструкции, такие как новоротные узлы вибратора, перекрещивающиеся валы, что уменьщает срок службы амащины.
Целью изобретения являегся создание констрз кцни вибрационной секционно установки, позволяющей осуществлять ровномерную упрочняюще-зачистную об 1або1ку различно ориентированных поверхностей крупногабаритных малол-сесткнх длинно)ных деталей малым беспрерывно обновляющимся объемом рабочей загрузки и динамически настраивающейся иа расчетиьп режим.
Поставленная цель достигается тем, что вибросекции для размен;еиия рабочей среды выполнены в виде нлатфо)м же.тобчатого тина, каждая из которых имеет CBoii виброиривод, а соединяющие их гибкие элементы выполнены регулируемыми но жесткости.
Кроме того, установка снабжена виброподвеской в виде фермы ст,емлой коиструкцнн, опирающейся иа регулируемые по высоте ппевмоопоры и имеющей ряд дебалапсных вибраторов с вертикальпым расположеиием валов.
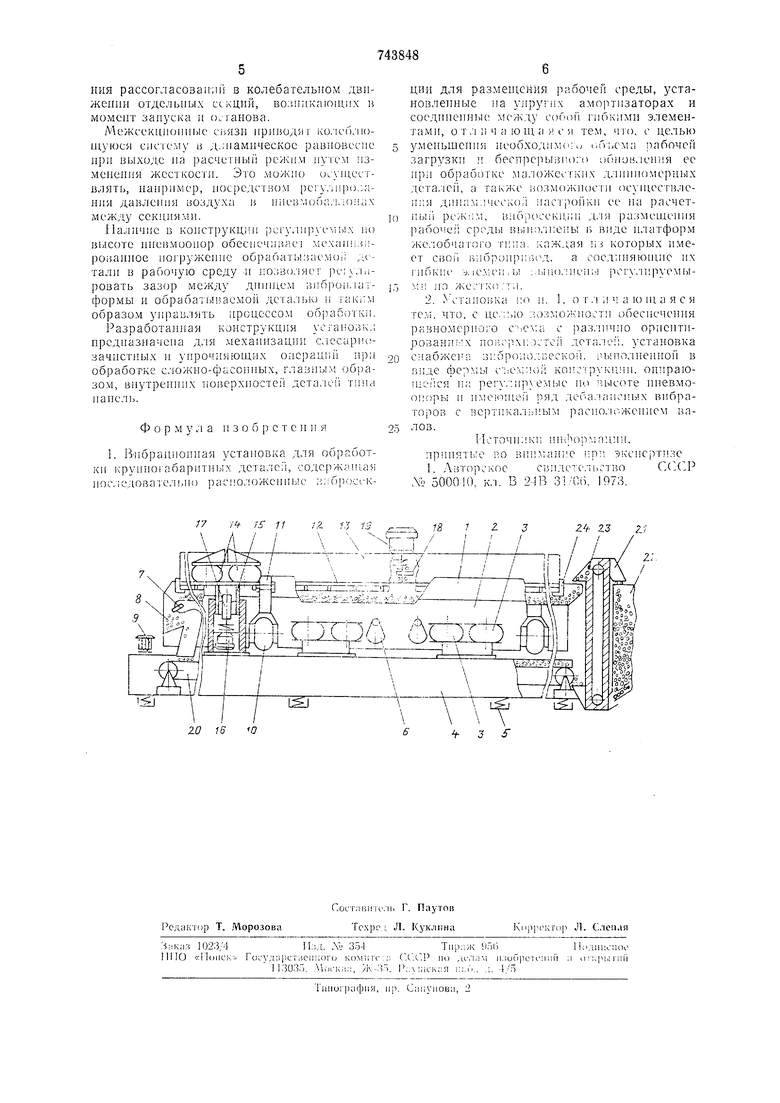
На чертеже схематично представлено описываемое устройство.
Установка выполнена из отдельных вибросекцнй, представляющих собой платформу жесткой конструкции, которая состоит из желоба 1 и еиловой рамы 2, опирающейся на резино-кордные пиевмобаллоны 3, закренлеииые на опорной (реактивной) раме 4, предназначенной вместе с опорными амортизаторами 5 для устранения передачи вибраций иа фундамент. Внутри силовой рамы 2 емоитироваи двухвальный вибратор 6 эллиптических колебаний, который соединен е помощью гибкой муфты и синхронизатора с электродвигателем постоянного тока (на чертеже не показаны).
На крайней платформе смонтирован вибролоток, состоящий системы 7 промывки и решетки 8 для просеивания гранул. Имеется насосная станция 9.
Внбросекции между еобой соедииены гибкнми элементами, вынолиениыми из резинокордных нневмобаллонов 10 и резииовых вставок 11.
ВИбронодвеска длинномерной детали 12 состоит из фермы 13, опорных узлов из нневмобаллоиов 14 и регулируемой по высоте опоры 15. Регулирование высоты опоры осуществляется электродвигателем 16 посредством передачи движения на механизм 17 «вннт-гайка.
В конструкцию фермы вмонтирован ряд дебалансных вибраторов 18 с электродвигателями 19.
Для механнзацнн ногрузочно-разгрузочпых работ служит система обслуживания установки, состоящая из ленточного транспортера 20, элеватора 21, бункера 22 и элеватора 23 загрузки.
Вибрационная уетановка работает следующим образом. Длинномериая детал1 - панель 12 монтируется на вибронодвеске с помощью угловых прихватов 24. Пиевмобаллоны 3 онор виброплатформы ц пиевмобаллоны 14 опор виброподвескн заполняются сжатым воздухом. С помощью регулируемого виброиривода (по числу оборотов вращения и по во- мущающему усилию) устанавливается требуемый режим работы. Вибронодвеска с детал1)Ю ставится на нневмобаллоны 14 с)П(;рньг узлов, настранвается на необходимую г.чубину иогружения над дна1нтем желоба. Запускается элеватор 23, который подает рабочую среду из бункера в рабочую зону ла краГь нюю платформу, ленточный транспортер 20, элеватор 21, нодаюн1,нй j)a6o4yjo среду с
ленточного транспортера 20 в бункер 22 и насосная станция 9. Виброиодвеска с деталью приводится в колебательное движение поередством включения вибраторов от электродвигателей- 16. Слой рабочей среды
иеремещаетея по ллатфор.мам иод действием эффекта вибротранснортирования, создаваемого дебалансными вибраторами 6 эллиптичеокнх колебаний, встроенными в силовую раму 2 платформы. При двнжеНИН рабочая среда обтекает все замкнутые
новерхности детали и совершает работу по
съему металла н унрочнению поверхности.
Пройдя зону обработки, рабочая среда
нонадает в вибролоток, смонтированный заодно е нлатформой, где иромьшается е иомощью системы 7 и просеивается через )ешетку 8, после чего ленточны.м транспортером 20 н элеватором 21 доставляется в бункер 22, откуда с номон;ью элеватора 23
загрузки вновь возвращается в |)абочую зону.
После окончания обработки элеватор загрузки 23 отключается, рабочая среда транспортируется в бункер 22, носле чего
все механизмы отключаются, внбронодвеска снимается с установки д.тя демоитажа обработанной н закреилення новой ианелн. Для обработки илоских деталеГ: на описываемой установке достаточен слой рабочих тел, сонзмернмый с толщиноГ; обрабатываемых деталей, что позволяет значнтельно уменьшить необходимое количество рабочей загрузки. Тела рабочей загрузки, перемещаясь по платформам, обтекают фасонную поверхность детали и совершают работу по упрочнению поверхности и съему металла. Выеота подбраеывания рабочих тел назначается из условия обеспечения обработки поверхностей наибольших углублентш, встречающихся у деталей.
Вибротранснортнрование рабочей загрузкн по платформам позволяет беспрерывно обновлять ее; обработка поверхности детали осуществляется каждый раз новой порцней очищенных гранул. Рабочая среда, пройдя зону обработки, т. е. иокинув платформы, попадает в зону регенерацпи, где очищается н сортируется, затем с помоп1ыо средств механизацпи возвращается вновь в
зону обработки. Эффект внбротраиснортировання позволяет также ирн необходимости быстро очпстпть внброн.татформы от рабочей среды.
Вибросекции между собой соединены гибкими элементами, елужащимн для устранення рассогласований в колебательном движении отдельиых секций, во.пшкающих п момент заиуска и о.чанова.
Межсекииоииые cisHSH ир1июлят ко.юплющуюся систему в д.шамическое paBiiOBecsie при выходе на расчетиьп роким путем изменения жесткоети. Это можно осуитествлять, наиример, иосредством регулпро. давления воздуха в н;1евмоб;;л, между еекниями.
Наличие в коиструкц -и |)сгулируе и высоте иие1 мооиор обесиечииаеч меха |)о: анное ио1-руженне обрабаты; иемо ; тали в рабочую среду .и позволяет ре;ул11ровать зазор между диии1,ем )платс)ормы и обрабатын-аемой детально и так1м образом уиравлять ироцессом обработки.
Разработаиная конструкция усгаиовк/. нредназиачеиа для механизации слесариозачистных н унрочияюитих оиераций при обработке с.чожио-фасоиных, глазным образом, виутреииих 1Ю15ерх1ЮСтей деталей THiia ианель.
Форм у л а изобретен н я
ции для размещения раоочен среды, установленные иа упругих амортизаторах и соедииенн1)1е между собоГ гибкими элементами, о т ;i и ч а ю HI, а и с я тем, что, с целью
уменьшення необходимг:ч объема пабочей загрузки и 6ecnpepbriiiu):o ;)б110.1сния ее нр:1 обработке маложестких длинномерных л,ста.1СЙ, а возможности осуществления д11иам;;чес;;оЛ iiacTjiofiKH ее на расчетiibiii режим, вибрскекиин д,1Я размеидеиия рабочс ; сроды выио,- 11еиы г виде илатформ желобчатого типа, каждая из которых имеет CBOii впбронрши т, а сосдиия оии1е их
1) :,1.П|0,1ИеИЬ 1С1у,1И.руеМЫ1 i. Hi) и. 1, о т .I и ч а К) И а я с я
тем. что, с
.;; с раз.тичио ориеитирх1:о.тсй дета.тс:, установка снабжс1а ;; :броио;1цескоП. 1П,толнеииои в зиде фермы с-ьемиой конструкции, оиираюи ;еГ1ся иа 1ег},:ир емые ио ысоте иневмоО :()рь: н HMCUiHieii 15яд дебаллисных внб11аторов с вертикальным 1асио..жеиием валов,
11сточ11::ки инфop iauии, лрииятьте во ):е пр: эксисртизе 1 Авторское свидетельство С((.Р ,9 500010, кл. В 24В 31Оп. 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной вибрационной обработки деталей | 1982 |
|
SU1060436A2 |
| Вибрационная установка для обработки крупногабаритных деталей | 1979 |
|
SU872217A1 |
| Установка для вибрационной обработки деталей в абразивной среде | 1977 |
|
SU715302A1 |
| Устройство для вибрационной обработки деталей в абразивной среде | 1982 |
|
SU1054029A2 |
| Устройство для вибрационной обработки | 1980 |
|
SU921806A1 |
| Способ вибрационной обработки | 1982 |
|
SU1098768A1 |
| Машина для вибрационной обработки | 1981 |
|
SU971634A1 |
| Вибрационный станок для обработки длинномерных изделий | 1983 |
|
SU1110614A1 |
| Устройство для вибрационной обработки длинномерных деталей | 1983 |
|
SU1127749A1 |
| Устройство для вибрационной обработки деталей в абразивной среде | 1984 |
|
SU1194657A2 |
ZO 1В 0 w J
