Изобретение относится к технологии изготовления абразивных инструментов и может быть использовано в станкостроительной и инструментальной промышленнос ти для изготовления абразивных инструмен тов с высокими прочностными и эксплуатационными свойствами. Известен способ изготовления абразивного круга, включающий смешивание компонентов массы и последующее виброфор- мование смеси с использованием вертикальной вибрации с заданной постоянной амплитудой С1 . Согласно этому способу порошкообразный состав засыпают в разборную форму, смонтированную на вибрируюшей опорной плите, и за счет вибрации происходит фррмование и твердение круга, после чего готовое изделие отделяют от формы. Недостатком указанного способа является образование структуры с хаотичным расположением зерен в объеме инструмента, особенно в плоскостях, перпендикулярных направлению колебаний, что не позволяет получать инструмент с высокими &кс- плуатационными свойствами. Цель изобретения - повышение прочностных и эксплуатационных свойств инструмента за счет создания однородной структуры с ориентированным расположением зерен. Указанная цель достигается тем, что смешение компонентов проводят вначале с колебаниями в верт11кальной ппоскостн и с последующим наложением колебанвй в горизонтальной плоскости при одновременном уменьшении амплитуды колебаний в вертикальной плоскости, а формование смеси осуш1ествляют при наложввви вначале крутильных колебаний в горизонтальной плоскости с последующим наложением колебанвй в вертикальной плоскости при одновременном уменьщении амплитуды колебаннй ,в горизонтальной плоскости и постепенном повышении давления формовання. При этом операцию смешения целесообракэно проводить в режиме виброквления визчале с колебаниями в вертикальной плоскости с частотой 20-50 Гц и амплитудой . 2-О,5 мм с последующим наложением колебаний в горизонтальной плоскости с частотой 30-1ОО Гц и амплитудой 3-О,5 мм при одновременном уменьшении амплитуды колебаний в вертикальной плоскости до нуля к концу процесса смешения. Формование целесообразно проводить в режиме псевдоожижёния вначале с крутильными колеба- ,ниями в Горизонтальной плоскости с частотой 5О-150 Гц и амплитудой 3-О,1 мм с последующим наложением колебаний в вертикальной плоскости с частотой 5О20О Гц и амплитудой О,5-О,1 мм при одновременном плавном уменьщении амплитуды крутильных колебаний в горизонтальной плоскости до О к концу процесса формования; давление формования постепенно увеличивается в пределах О,02-20 кг/см
Способ осуществляется следующим образом.
Применение в процессе смещения вибрации с колебаниями в вертикальной плоскости с частотой 2О-5О Гц и амплитудой 2-0,5 мм в режиме кипения требуется для создания активного массобмена компонентов абразивной смеси и достижения равновероятного динамического состояния смеси во всем ее объеме. Это необходиМО для получения высокой однородности распределения компонентов. Вибрация в горизонтальной плоскости с частотой 30- 10О Гц и амплитудой 3-О,5 мм в процессе смещения при одновременном вертикаль ном вибрировании необходима для распределения связки по поверхности зерна и получения сплощного тонкослойного покрытия связки по зерну. Для исключения возможности отслоения связки от зерна постеп8н но уменьшают до нуля вибрацию с колебаниями в вертикальной плоскости. Диапазон указанных выше параметров вибрации, обеспечивающих оптимальное динамическое состояние на разных стадиях процесса сме- шения, определен экспериментально с учетом поля дисперсности наиболее распрост; раненных видов абразивных смесей.
Применение в процессе формования-крутильных колебаний в горизонтальной плоскости с частотой 5О-15О Гц и амплитудой 3-О,1 мм в режиме псевдоожижения необходимо для создания ориентированного расположения зерен в условиях направленного периодического сдвигового деформирования. Вибрация в вертикальной плоскости с частотой 50-200 Гц и амплитудой 0,5-0,1 мм в процессе формования при
одновременном вибрировании с крутильными колебаниями в горизонтальной плоскости необходима для понижения обьемной продольной вязкости смеси в результате разрушения структуры. Это необходимое условие для достижения высокой степени уплотнения при максимальной однородности структуры по высоте инструмента. После создания распределенного положения зерен дальнейшее воздействие вибрации с крутильными колебаниями в горизонтальной плоскости не является необходимым и поэтому на завершающей стадии формования вибрацию с крутильными колебаниями в горизонтальной плоскости прекращают. Диапазон параметров вибрации при формовании определен, как и при смещении, экспериментально с учетом поля дисперсности наиболее распространенных видов абразивных смесей.
Ниже приводятся примеры осуществления предлагаемого способа.
Пример 1 Изготовление абразивного инструмента характеристики 63С125М13К10.
Зерно карбида кремния зеленого дисперсностью 1250 мкм в количестве 10 кг засыпают в камеру вибросмесителя и подвергают вибрации в вертикальной плоскости в режиме виброкипения с частотой 20 Гц и амплитудой 2 мм в течение 10 с. Затем зерно смачивают водой в количестве 0,25 кг. Через ЗО с после увлажнения в вибросмеситель засыпают 0,2 кг сухого декстрина, а затем еще через 20 с в камеру засыпают 1,2 кг керамической Связки К10. После этого одновременно с вибрацией в вертикальной плоскости смесь дополнительно подвергают вибрации в горизонтальной плоскости с частотой 30 Гц и амплитудой 3 мм. После совместного воздействия на смесь вертикальной и горизонтальной вибраций в течение 1 мин амплитуду колебаний в вертикальной плоскости уменьшают до 1 мм, а еще через ЗО с - до 0,5 мм. Затем через 1 мин совместного воздействия вертикальной и горизонтальной вибрации амплитуду колебаний в вертикальной плоскости доводят до О и на этом заканчивают процесс смещения. Общее время смешения компонентов смеси при указанных параметрах вибрационного воздействия составляет 3,5 мин. Полученную смесь равномерно распределяют в прессформе и затем вместе с пресс-формой подвергают воздействию вибрации в режиме псевдоожижения с крутильными колебаниями в горизонтальной плоскости с часто-
той 50 Гц и амплитудой 3 мм в течение 2О с. Верхним пуансоном создаю давление на смесь равное 0,02 кг/см . После этого пресс-форму со смесью подвергают вибрации в вертикальной плоскости с частотой 50 Гц и амплитудой 0,5 мм при сохранении вибрации с крутильными колебаниями в горизонтальной плоскости. По истечении 10 с уменьшают амплитуду вибрации крутильных колебаний в горизонталь ной плоскости до 1,5 мм,еще через 10 с до О,5 мм и еще через 1О с - до О и на этом заканчивают процесс формирования смеси. Обшее время формования смеси при указанных параметрах вибрационного воздействия составляет 5 О с. Заформованную заготовку извлекают из пресс-формы и подвергают сушке, обжигу и механической обработке. В результате указанных операций получают абразивный инструмент с однородной структурой и ориентированным расположением зерен.
Пример 2. Изготовление абразивного инструмента характеристики 63СМ2ОТ212К1О.Исходные компоненты: зерно карбида кремния зеленого дисперсностью 2 О мкм в количестве 1О кг, вода в количестве О,3 кг, сухой декстрин в количестве 0,25 кг, керамическая связка К1О в ко- личестве 3 кг. Процесс изготовления абразивного инструмента осуществляется в той же последовательности операций, что и в предыдущем примере.
Параметры вибрационных воздействий при смешении в режиме виброкипения следующие: вертикальные колебания - частота 5 О Гц и амплитуда 0,5 мм, горизонталные колебания - частота 1ОО Гц и амплитуда 0,5 мм. В процессе смешения ам- плитуду вертикальной вибрации изменяют в следующей последовательности: после . 1 мин совместного воздействия вертикальной и горизонтальной вибраций амплитуду уменьшают до О,3 мм, еще через 30 с до 0,1 мм и еще через 1 мин - до О и на этом заканчивают процесс смешения. Полученную смесь равномерно распределяют в пресс-форме, и затем вместе с пресс-формой подвергают вибрации. Парамет ры в ибрационных воздействий при формовании в режиме псевдоожижения следующие: крутильных колебаний в горизонтальной плос- кости - частота 15О Гц и амплитуда 0,1 мм, вертикальной вибрации - частота 2ОО Гц и амплитуда О,1 мм. В процессе формования ампп-нгуау крутильных колебаний в горизонтальной плосжости и давле-
.ние формования изменяют в следующей последовательности: после 2О с воздействия на смесь крутильных колебаний в горизонтальной плоскости создают давление
О
на смесь равное 1 кг/см , затем еще через 10 с после Совместного воздействия на смесь крутильных колебаний в горизонтальной плоскости и вертикальных колебаний давление увеличивается до Юкг/сМ а еще через 1О с доводят давление до 15 кг/см с уменьшением амплитуды крутильных колебаний в горизонтальной плоскости До 0,05 мм и еще через 1О с доводят давление до 20 кг/см и амплитуду крутильных колебаний в горизонтальной плоскости до нуля и на этом заканчивают процесс формования смеси. После этого заготовку подвергают сушке, обжигу и механической обработке.
Пример 3. Изготовление абразивного инструмента характеристики 63С25СМ27К1О.
Исходные компоненты: зерно карбида кремния зеленого дисперсностью 250 мкм в количестве 10 кг, вода в количестве 0,27 кг, сухой декстрин в количестве 0,22 кг, керамическая связка К10 в количестве 1,8 кг. Процесс изготовления аб разивного инструмента осуществляется в той же последовательности операций, что и в примере 1. Параметры вибрационных воздействий при смещении в режиме виброкипения следующие: вертикальные колебания - частота ЗО Гц и амплитуда 1 мм горизонтальные колебания - частота 5ОП1 и амплитуда 1,5 мм. В процессе смешения амплитуду вертикальной вибрации изменяют в следующей последовательности: пос- I ле 1 мин совместного воздействия вертикальной и горизонтальной вибраций уменьшают до 0,6 мм, еще через 30 с - до 0,3 мм и еще через 1 мин - до О и на этом заканчивают процесс смеше- НИН. Полученную смесь равномерно распределяют в пресс-форме и затем вместе нресс-4юрмой подвергают вибрации. Пара- метры вибрационных воздействий при формовании в режиме псевдоожижения следующие: крутильные колебания в горизонталной плоскости - частота 7 О Гц и амплитуда 1 мм, вертикальные вибрации - частота 90 Гц и амплитуда 0,25 мм. В процессе формования ак плитуду крутильных ( колебаний в горизонтальной плоскости и {давление формования изменяют в следующей последовательности: после 2О с воздействия на смесь крутильных колебаний в горизонтальной плоскости создают давлние на смесь равное 0,05 кг/см, затем еще через 10 с после совместного воздействия на смесь крутильных колебаний в горизонтальной плоскости и вертикальных колебаний давление увеличивают до 0,1 кг/см с уменьшением амплитуды крутильных колебаний в горизонтальной плоскости до О,5 мм, а еще через 1О с аавоаяг давление до 0,15 кг/см и ам- ппитуду крутильных колебаний в горизонтальной плоскости до 0,2 мм и еще через 10 с доводят давление до 0,2 кг/см® и амплитуду крутильных колебаний в горизонтальной плоскости до О и на этом заканчивают процесс формования смеси. После этого заготовку подвергают сушке, обжигу и механической обработке.
Пример 4. Изготовление абразивного инструмента характеристики 63С25СМ17Б.
Исходные компоненты: зерно карбида кремния зеленого цнсперсностью 25О мкм пульвер бакелит в количестве 1 кг, жидкий бакелит в количестве 0,3 кг, криолит в количестве 0,2 кг. Процесс изготовлени абразивного инструмента осуществляют в той же последовательности операций и при тех же параметрах в процессах смешения и формования, что и в примере 3.
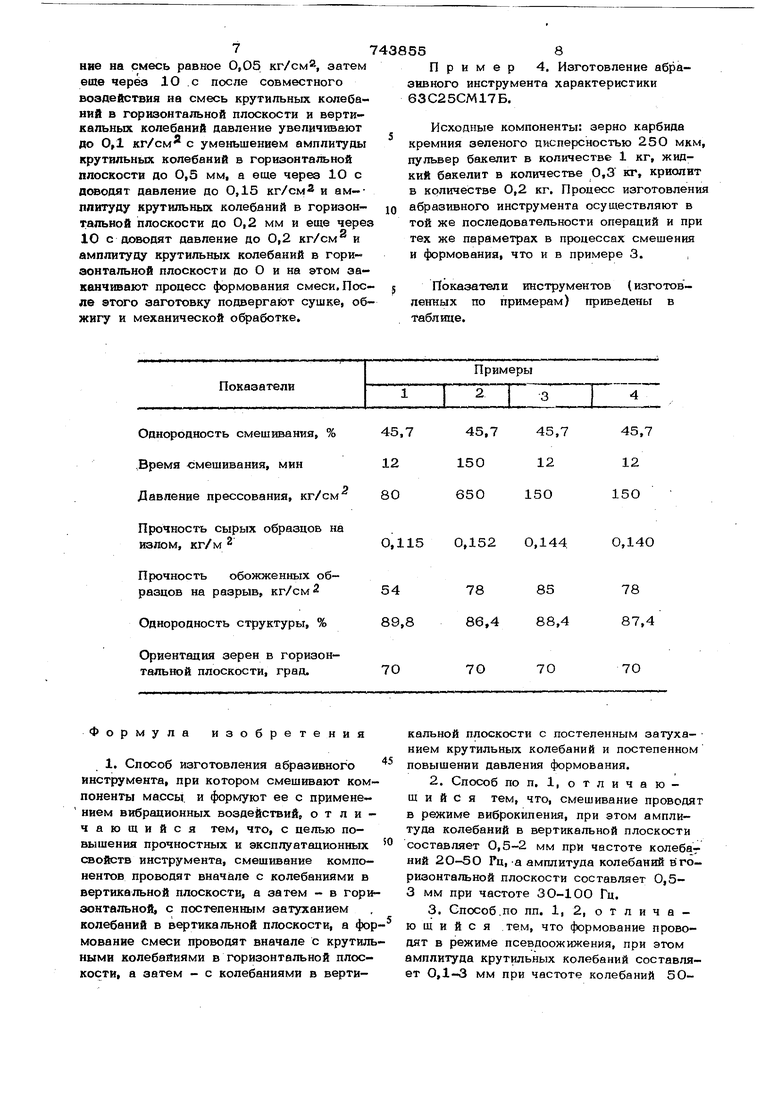
Показатели инструментов (изготовленных по примерам) приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления абразивной массы | 1987 |
|
SU1537503A1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| Способ изготовления огнеупорных изделий | 1981 |
|
SU975679A1 |
| Способ изготовления теплоизоляционных изделий | 1978 |
|
SU722883A1 |
| Способ приготовления асфальтобетонной смеси | 1981 |
|
SU973686A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1404311A1 |
| Способ формования конфетных масс | 1984 |
|
SU1294329A1 |
Однородность смешивания, % .Время смешивания, мин
Давление прессования, кг/см
Прочность сырых образцов н излом, кг/м 2
Прочность обожженных образцов на разрыв, кг/см 2
Однородность структуры, %
Ориентация зерен в горизонтальной плоскости, град.
Формула изобретения
45,745,7 15012 12 15О 65О15О
О,14О
0,152О,144
78 87,4
7885
86,488,4
70
70
7О
кальной плоскости с постепенным затуханием крутильных колебаний и постепенном повышении давления формования.
ISO Гп, a амплитуда колебаний в верти-Источники информации,
КйЛЫЮй плоскости - 0,1-0,5 мм при час-принятые во внимание при экспертизе
тоте SO-200 Гц и при повышении давле-1, Акцептованная заявка Японии
ння формования от 0, кг/см ЯJ 5О-13988, кл. В 24 D 3/00, 1975.
