Изобретение относится к технологии изготовления огнеупорных изделий, например крупногабаритных тиглей, капселей, жаровых труб и др., методом холодного литья из тонкодиспёрсных водных шликеров с добавкой грубозернистого наполнителя и может найти применение в огнеупорной, керамической, металлургической и других, отраслях промышленности.
Необходимость изготовления крупногабаритных изделий из грубозернистых водных масс диктуется повышением требований к их термостойкости. В частности, необходимы тигли, которые длительное время работали бы без разрушения в контакте с расплаBeiMH металлов при 1600-1650 С, испытывая длительные знакопеременные термические нагружения.
Известен способ изготовления огнеупорных изделий методом термопластичного литья под давлением с вибрационным воздействием с частотой 8000 Гц и амплитудой колебаний
3 мкм l
Однако такой способ обеспечивает получение изделий только из тонкодисперсных суспензий.
Известен способ изготовления огнеупорных изделий, когда наполнитель в виде зерен 5-20 мм вводят предварительно в форму, а затем проливают его суспензией, полученной мокрым псмолом при вибрации и обладающей вяжущими свойствами (жесткий каркас), либо наполнитель непосредственно вводят в вяжущую суспензию,
10 готовят таким образом смесь, которой .потом заполняют форму (плавающий каркас) t 2 .
Однако по керамобетонной технологии могут быть изготовлены лишь
5 изделия на основе кремнеземсодержащих материалов (плавленный кварц, муллит), где роль вяжущего играет ортокрет«1невая кислота, образующая в процессе мокрого помола. Что же
20 касается суспензий с вяжущими свойствами на основе окиси алюминия, то до настоящего времени такие суспензии не были получены. Поэтому изготовить изделия на основе окиси
25 алюминия по керамобетонной технологии не представляется возможным.
Наиболее близким техническим решением к изобретению является способ изготовления огнеупорных изде30 ЛИЙ из кремнеземистых, алюмосиликатных, магнезиальных и цирконовых зернистых масс на этилсиликатной связке. Технологический процесс характеризуется следующими особенностями. В мешалку заливают дистиллированную воду, подкисленн5по концентрированной соляной кислотой с плотностью 1,19 расчета 0,50,8 мл нес на 100 мл воды, затем пр перемешивании добавляют этилсиликат Температура раствора повышается до 50-70°С. Гидролиз считается завершенным после снижения температуры и просветления раствора. Массу готовя таким образом: порошок фракции 3,00,5 мм из цирконового брикета смачивают ГКЖ-И, Цирконовый концентрат фракции мельче 0,05 мм смешиваю с гидролизованным раствором этилсиликата, затем вводят смесь порошка, цирконового брикета с ГКЖ-11 и массу вновь перемеишвают, вакуумируют и после заполнения формы виброуплотняют 8-10 мин. Изделия сушат в.формах при 150-200с или выдерживают 1,5 ч при 20°С на воздухе, затем извлекают из форм и обжигают при 1680с, Состав массы: 20% фракции 0,5-0,3 мм из цирконового брикета, 30% такого же порошка фракции мельче 0,5 мм, 38% цирконового концентрата фракции мельче 0,06 мм, 121 связующего раствора и 0,2% сверх 100% ГКЖ-11,
При изготовлении изделий известным способом с применением этилсиликатной связки в состав изделий с этилсиликатом вводят большое количество активной SiO, которая на стадии спекания изделий взаимодейсвует с основным составом изделия с образованием легкоплавких эвтектик понижающих рабочую температуру керс1мических изделий. Вот почему известный способ распространен в основном только для ЗхО -содержащи.х материалов (циркон, муллит, карбид кремния, плавленный кварц). По данному способу из массы, состоящей из 45% спеченного муллита с размером зерна 0,63-2,0 мм и 55% тонкодисперсной корундовой составляющей с удельной поверхностью 4000 cMVr 10% гидролизованного раствора этилсиликата с добавкой 0,5% ГКЖ форму тигли методом вибролитья в металлические формы с последующей стадией спекания при 1580с в течение 4 ч, Основные свойства материала, полученного известным способом: термостойкость 40 теплосмен (1000°С - вда) до полного разрушения, открыта пористость 23%, ресурс тиглей 80 заливок 3 j ,
Недостатками известного способа являются высокая пористость получамых изделий, сравнительно высокая
усадка и большая трудоемкость технологического процесса.
Целью изобретения является уменьшение пористости и усадки при одновременном упрощении технологического процесса.
Поставленная цель достигается тем, что согласно способу изготовления огнеупорных изделий, включающему приготовление шликера путем введения в водный раствор соляной кислоты тонкодисперсного корундового материала и грубодисперсного наполнителя, вибролитье в форму, сушку и обжиг, используют раствор соляной кислоты с рН 0,1-1,5, в который последовательно вводят углекислый стронций до плотности 1,05-1,3 г/см, затем при подогреве раствора до 4055°С - тонкодисперсный корундовый Q ;материал и наполнитель, а вибролитье осуществляют в форму, подогретую до 55-65с при влажности шликера 6-10%,
По предлагаемому способу процесс твердения обусловлен реакцией взаимодействия НСЕ с окисью алюминия и углекислым стронцием с образованием оксихлоридов, Экспериментальные исследования по изучению влияния температуры формы, температуры массы в момент введения тонкодисперсной , составляющей в связку, плотность связки, содержание углекислого стронция в ней, рН, влияние ее на плотность и усадку изделий показывают, 5 что при использовании холодной формы подвижность массы недостаточна, чтобы полностью воспроизвести форму. Нагретая форма позволяет повысить подвижность формовочной смеси при 0 формовании и уменьшить время твердения изделия в форме после прекращения вибрации. Использование более подвижной формовочной смеси дает возможность снижения исходной влажс ности, повышение упаковки твердой составляющей с сохранением качественной поверхности изделля и, как следствие, снижение усадок.
При температуре формы ниже 55 С подвижность массы еще недостаточна, чтобы обеспечить максимальную упаковку в сырце. При температуре формы выше наблюдаются испарение соляной кислоты, потери текучести массы и увеличение усадки. При введении 55 тонкодисперсной составляющей в связку при температуре меньше 40С реакция взаимодействия НСС с ЗгСОз и At2.0 замедляется, продолжает идти в процессе формования с газовьоделе0 нием, что приводит к увеличению пористости и усадки. При подогреве смеси более наблюдается испарение НСЕ, что сопровождается замедлением процесса схватывания, про(,5 теканием процесса газовыделения в момент затвердения массы в форме, что также приводит к увеличению по ристости и усадки. Если содержание связки превышае 10%, то плотность полуфабриката уменьшается, что сопровождается ув личением усадок при обжиге. При со держании связки менее 6% вязкость формовочной массы настолько велика что невозможно заполнение формы. Если плотность связки менее 1,05 г то оксихлоридов стронция становитс недостаточно,, в результате прочнос сырца уменьшается, сформованные из делия разрушаются при извлечении из формы. При плотности связки бол 1,3 г/см реакция взаимодействия SrCGj с нее смещается в сторону образования хлоридов стронция, не проявляющих вяжущих свойств, поэто прочность сырца также снижается и полуфабрикат разрушается при извле чении из формы. I . . При рН связки более 1,5 реакция взаимодействия SrCO и , с НСС замедляется, потому что непременным условием ее протекания является увеличенная концентрация ионов водорода. При рН связки менее 0,1 ре акция взаимодействия НСЕ с SrCO и AE, идет с образованием хлоридов не проявляющих вяжущих свойств,что отрицательно сказывается на механической прочности сырца. Во всех указанных пределах технологических режимов и операций предлагаемый способ обеспечивает достижение поставленной цели. Пример 1. Готовят смесь из 89% глинозема, 4% углекислого строн ция, 2% двуокиси титана, 3% кварцевого песка и 2% борной кислоты, увлажняют ее водным раствором декст рина, гранулируют, обжигают при 1350°С, измельчают сухим способом до удельной поверхности 4000 Отдельно готовят связку, состоящую из смеси 500 мл соляной кислоты и 500 мл воды при соотношении 1:1 по объему и 300 г углекислого стронция до конечной плотности раст вора 1,25 г/см и рН 0,5. Углекислый стронций реагирует с соляной кислотой с образованием оксихлоридо играющих роль вяжущего. Затем связку разбавляют водой при соотношении связка: вода 1:3 до рН 1,2, отмеряю 600 мл и в нее порциями при постоян ном перемешивании и подогреве до вводят тонкодисперсный корундо вый материал с удельной поверхность 4000 в количестве 4,4 кг до остаточной влажности 15-20%. Переме11ивают до тех пор, пока непрекра тится газовыделение, затем в полученную смесь вводят спеченный муллит с размером зерна 0,63-2,5 мм в количестве 3,6 кг до остаточной влажности 9%. Приготовленной таким образе смесью заполняют форму тигля, предварительно подогретую до 55С при одновременном воздействии вибрационных колебаний с частотой 80 Гц и амплитудой 0,2 мм. Время воздействия вибрации от момента начала заполнения формы до полного ее заполнения 4-5 мин. После заполнения нагретой формы формовочной смесью ее в нагретом состоянии оставляют для твердения в течение 25 мин, после чего форму разбирают и полуфабрикат подвергают сушке. Сушку проводят в сушильном шкафу, нагретом до 120С в течение 3ч, что необходимо для приобретения дополнительной прочности и удаления влаги. После сушки тигли подвергают спеканию при в окислительной атмосфере в течение 4 ч. Пример 2. Связку готовят из смеси 500 мл НСР, 500 мл воды, 200 г SrCOg до конечной плотности раствора 1,05 г/см и рН 0,1. Затем, связку разбавляют водой до рН 1,0, . отмеряют 600 мл и в нее порциями при перемешивании и подогреве до вводят тонкодисперсный спек, состоящий из смеси , ЗгСОз, TiOj, ,,, и обожженный при 1400 t, с удельной поверхностью 3000 см /г в количестве. 4,4 кг и перемеихивают до полного прекращения выделения пузырьков. В полученную смесь при постоянном перемешивании вводят 3,6 кг спеченного муллита с размером зерна 0,63-2,5 мм до остаточной влажности 10%. Полученной смесью заполняют металлическую форму тигля, подогретую до 65с. при одновременном воздействии вибрационных колебаний с частотой 110 Гц и амплитудой 0,3 мм. После заполнения формы вибрацию прекращают, твердение массы в форме проходит в течение 30 мин. Затем форма разбирается, а полуфабрикат подвергают сушке в сушильном шкафу при в течение 1 ч, а затем спеканию при 1580С в течение 4 ч в окислительной атмосфере. Пример 3. Измельчают глинозем до удельной поверхности 6000 см/г, готовят грубозернистый наполнитель в виде спеченного муллита с размером зерна 0,63-5,0 мм и злектрокорунда с размером зерна 0,1-0,8 мм. Отдельно готовят связку, для чего в емкости смешивают 500 мл воды, 500 мл НСР, затем при перемесгивании вводят 400 г углекислого стронция до конечной лотности раствора 1,3 г/см- и рН 0,1. Полученную связку разбавляют водой до рН 1,5, отмеряют 700 мл вязки и в нее при перемешивании и нагреве до сначала вводят тонкомолотый гЛинози в количестве 2,4 кг. Затем вводят 3 кг спеченного муллита с размером зерна 0,63-5,0 мм и 3 кг электрокорунда с размером зерна 0,1-0,8 мм до остаточной влажности 6%, После тщательного перемешивания приготовленной смесью заполняют металлическую форму капселя, подогретую до при вибрационном воздействии с частотой 2800 колебаний в минуту и амплитудой 0,5 мм, . После заполнения формы вибрацию прекращают. Затем по истечении 20 мин после полного затвердевания
массы сформованный капсель вынимают из формы, подсушивают в сушильном шкафу при в течение 2 ч, а затем спекают в окислительной атмосфере при 1580с в течение 10 ч.
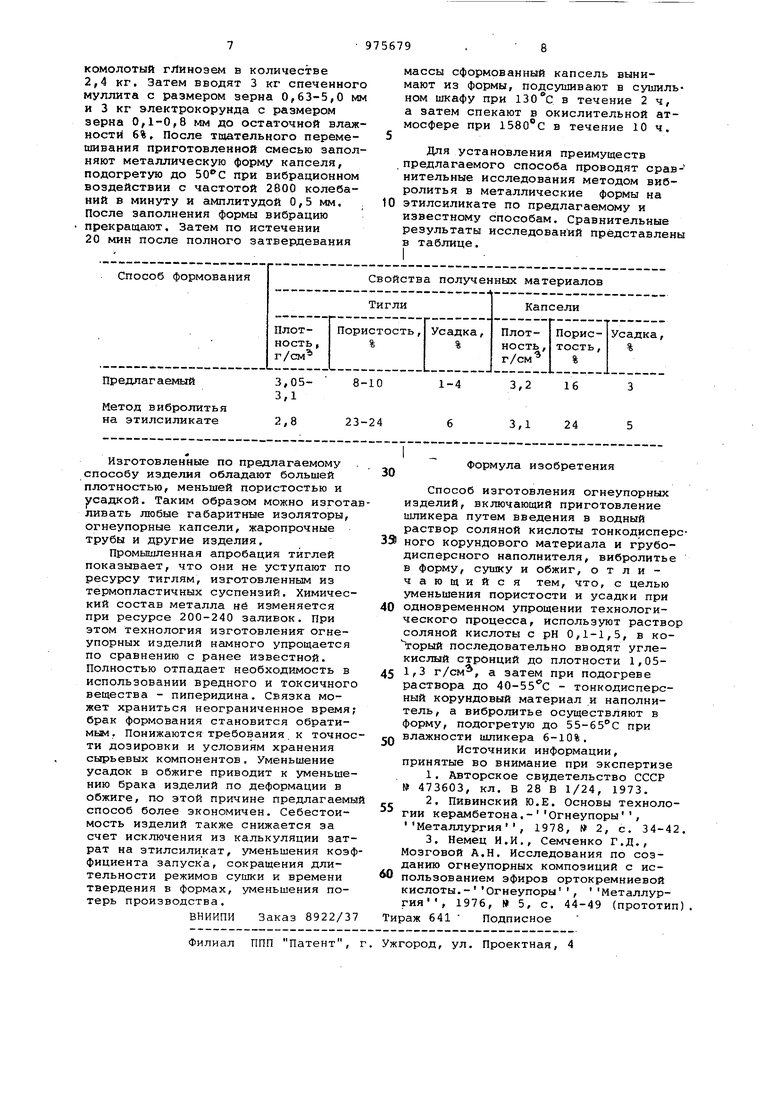
Для установления преимуществ предлагаемого способа проводят сравнительные исследования методом вибролитья в металлические формы на этилсиликате по предлагаемому и известному способам. Сравнительные результаты исследований представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта для изготовления огнеупорных изделий | 1982 |
|
SU1047875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЛЛИТОКОРУНДОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2284974C1 |
| Огнеупорная масса | 1978 |
|
SU749816A1 |
| Способ изготовления керамических изделий | 1980 |
|
SU939207A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2267469C1 |
| Тиксотропная керамобетонная смесь для вибролитья | 1990 |
|
SU1784609A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОМУЛЛИТОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2756300C1 |
| Шихта для изготовления огнеупорного материала | 1979 |
|
SU857076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМОСИЛИКАТНЫХ И КОРУНДОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2153482C2 |
| Способ получения огнеупорного углеродсодержащего материала | 2021 |
|
RU2776253C1 |
