которая устанавливается в устройство.
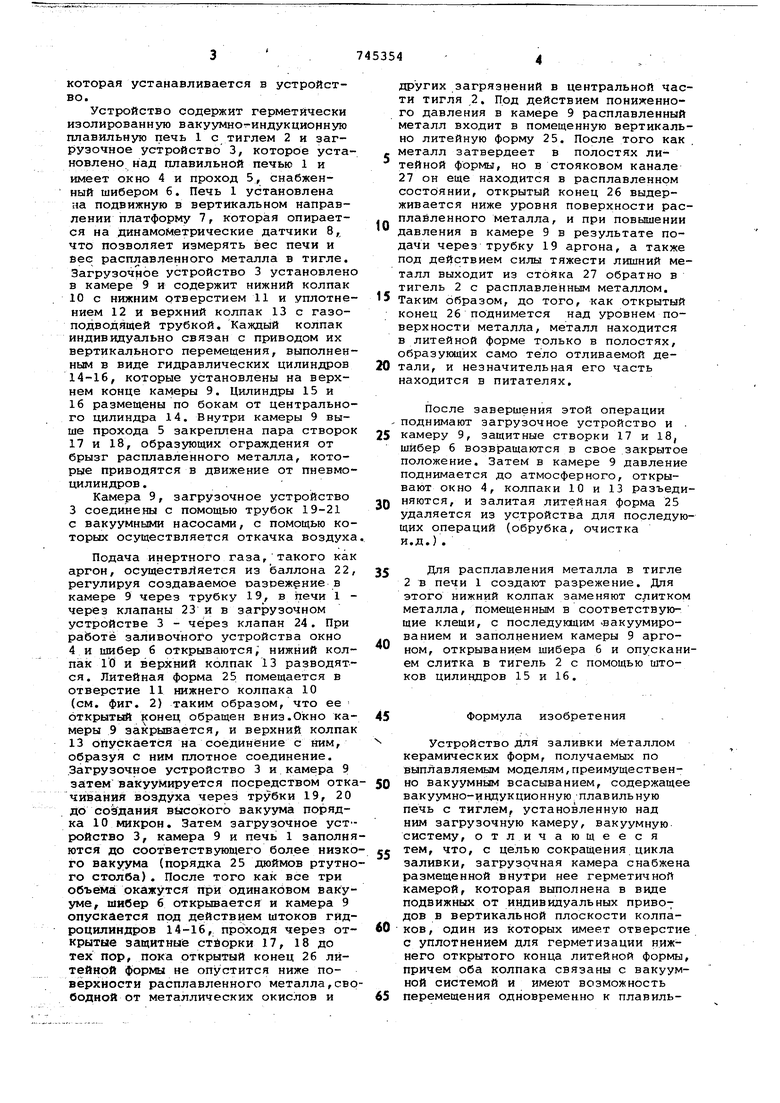
Устройство содержит герметически изолированную вакуумно-г-индукционную плавильную печь 1 с тиглем 2 и загрузочное устройство 3, которое установлено над плавильной печью 1 и имеет окно 4 и проход 5, снабженный шибером б. Печь 1 установлена на подвижную в вертикальном направлении платформу 7, которая опирается на динамометрические датчики 8, что позволяет измерять вес печи и вес расплавленного металла в тигле. Загрузочное устройство 3 установлено в камере 9 и содержит нижний колпак 10 с нижним отверстием 11 и уплотнением 12 и верхний колпак 13 с газоподводящей трубкой. Каждый колпак индивидуально связан с приводом их вертикального перемещения, выполненным в виде гидравлических цилиндров 14-16, которые установлены на верхнем конце камеры 9. Цилиндры 15 и
16размещены по бокам от центрального цилиндра 14. Внутри камеры 9 выше прохода 5 закреплена пара створок
17и 18, образующих огргикдения от брызг расплавленного металла, которые приводятся в движение от пневмоцилиндров.
Камера 9, загрузочное устройство
3соединены с помощью трубок 19-21
с вакуумными насосами, с помощью которых осуществляется откачка воздуха
Подача инертного газа, такого как аргон, осуществ;1яется из баллона 22, регулируя создаваемое разоеж ние в камере 9 через трубку 19, в печи 1 через клапаны 23 и в загрузочном устройстве 3 - через клапан 24. При работе заливочного устройства окно
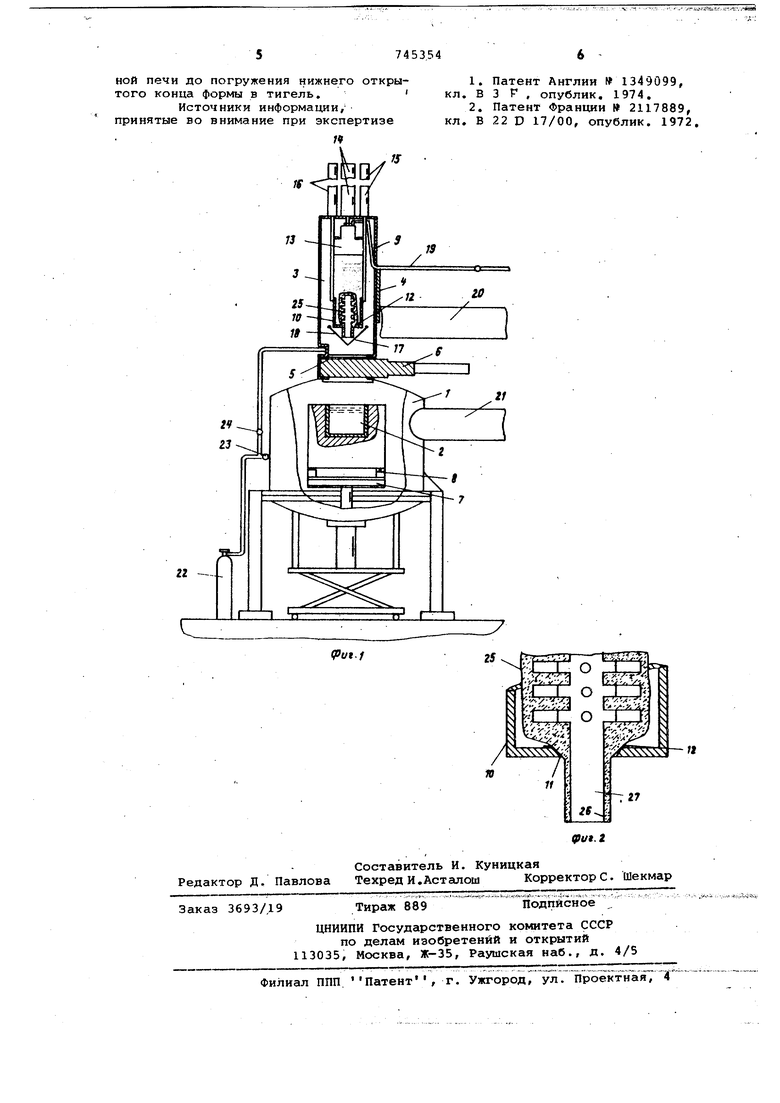
4и шибер б открываются; нижний колпак IO и верхний колпак 13 разводятся. Литейная форма 25 помещается в отверстие 11 нижнего колпака 10
(см. фиг. 2) таким образом, что ее открытый конец обращен вниз.Окно камеры 9 закрывается, и верхний колпак 13 опускается на соединение с ним, образуя с ним плотное соединение. Загрузочное устройство 3 и камера 9 затем вакуумируется посредством откачи&ания воздуха через трубки 19, 20 до создания высокого вакуума порядка 10 микрон. Затем загрузочное устройство 3, камера 9 и печь 1 заполняются до соответствующего более низкого вакуума (порядка 25 дюймов ртутного столба). После того как все три объёма окажутся при одинаковом вакууме, шибер б открывается и камера 9 опускается под действием штоков гидроцилиндров 14-16, проходя через открытые защитные стйорки 17, 18 до тех пор, пока открытый конец 26 литейной формы не опустится ниже поверхности расплавленного металла,свободной от металлических окислов и
других загрязнений в центральной части тигля 2. Под действием пониженного давления в камере 9 расплавленный металл входит в помещенную вертикально литейную форму 25. После того как - металл затвердеет в полостях литейной формы, но в стояковом канале 27 он еще находится в расплавленном состсЗянии, открытый конец 26 выдерживается ниже уровня поверхности расплавленного металла, и при повышении давления в камере 9 в результате подачи через трубку 19 аргона, а также под действием силы тяжести лишний металл выходит из стояка 27 обратно в тигель 2 с расплавленным металлом.
5 Таким образом, до того, как открытый конец 26 поднимется над уровнем поверхности металла, металл находится в литейной форме только в полостях, образующих само тело отливаемой детали, и незначительная его часть находится в питателях.
После завершения этой операции - поднимают загрузочное устройство и .
5 камеру 9, защитные створки 17 и 18, шибер 6 возвращаются в свое закрытое положение. Затем в камере 9 давление поднимается до атмосферного, открывают окно 4, колпаки 10 и 13 разъедиQ няются, и залитая литейная форма 25 удаляется из устройства для последующих операций (обрубка, очистка и.д.) .
5 Для расплавления металла в тигле 2 в печи 1 создают разрежение. Для этого нижний колпак заменяют слитком металла, помещенным в соответствующие клещи, с последующим вакуумированием и заполнением камеры 9 аргоном, открыванием шибера б и опусканием слитка в тигель 2 с помощью штоков цилиндров 15 и 16.
Формула изобретения
Устройство для заливки металлом керамических форм, получаемых по выплавляемым моделям,преимущественно вакуумным всасыванием, содержащее вакуумно-индукционную плавильную печь с тиглем, установленную над ним загрузочную камеру, вакуумную систему, отличающееся
тем, что, с целью сокращения цикла заливки, загрузочная камера снабжена размещенной внутри нее герметичной камерой, которая выполнена в виде подвижных от индивидуальных привод дов в вертикальной плоскости колпаков, один из которых имеет отверстие с уплотнением для герметизации нижнего открытого конца литейной формы, причем оба колпака связаны с вакуумной системой и имеют возможность
перемещения одновременно к плавиль
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для плавления и отливки металла под давлением в вакуум | 1936 |
|
SU50519A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ НИКЕЛЬ-РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ | 2014 |
|
RU2556176C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2015858C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2009 |
|
RU2476797C2 |
| Высоковакуумная индукционная плавильная печь | 1957 |
|
SU112421A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
