(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОТБРАКОВКИ ПЛОСКИХ ИЗДЕЛИЙ ПО ФОРМЕ
I
Изобретение относится к области техники автоматического контроля массовых плоских деталей по форме и может быть использовано в производстве слюдопласта для выявления брака коллекторных ламелей.
Известен автомат для размерной сортировки деталей (1, содержащий измерительную станцию (контролирующий блок) с датчиком для определения линейных размеров деталей, сдвоенный наклонный желоб с переводной заслонкой и приводом для распределения деталей по двум направлениям (рас пределительное устройство), многоярусный сортировочный магазин с попарно расположенными в каждом ярусе заслонками с соответствующими приводами, пороговые устройства по числу сортировочных групп, управляющие приводами проводной заслонки и заслонок сортировочного магазина, и питатель, подающий контролируемые детали в автомат.
Это устройство непригодно для контроля плоских деталей сложной конфигурации по отклонению от заданной формы из-за сложности установки датчиков по контуру контролируемой детали, а также возможности
нарущения кромок сортируемых плоских деталей, выполненных из хрупкого материала. Целью изобретения является упрощение конструкции и повыщение качества контроля.
е Указанная цель достигается тем, что в известном устройстве, содержащем питатель, раму, на которой смонтированы два наклонных направляющих желоба с сортировочными заслонками, распределительное устройстбо, состоящее из наклонного поворот1U ного лотка и следящего фотоэлемента с источником света, контролирующие блоки с источником света и фотосопротивлением и блок управления, контролирующие блоки состоят из тубусов, охватывающих направляющие желоба, на которых смонтированы
15 прозрачные щаблоны по форме контролируемого изделия, и щиберов с приводами для фиксации контролируемых изделий на щаблоне, причем выполненный импульсным источник света вместе с фотосопротивлением
20 установлен на торцах тубусов по разные стороны щаблона. При этом на каждом из направляющих желобов смонтировано по два контролирующих блока, щаблоны которых расположены своими продольными осями
вдоль желобов под углом 180° один к другому.
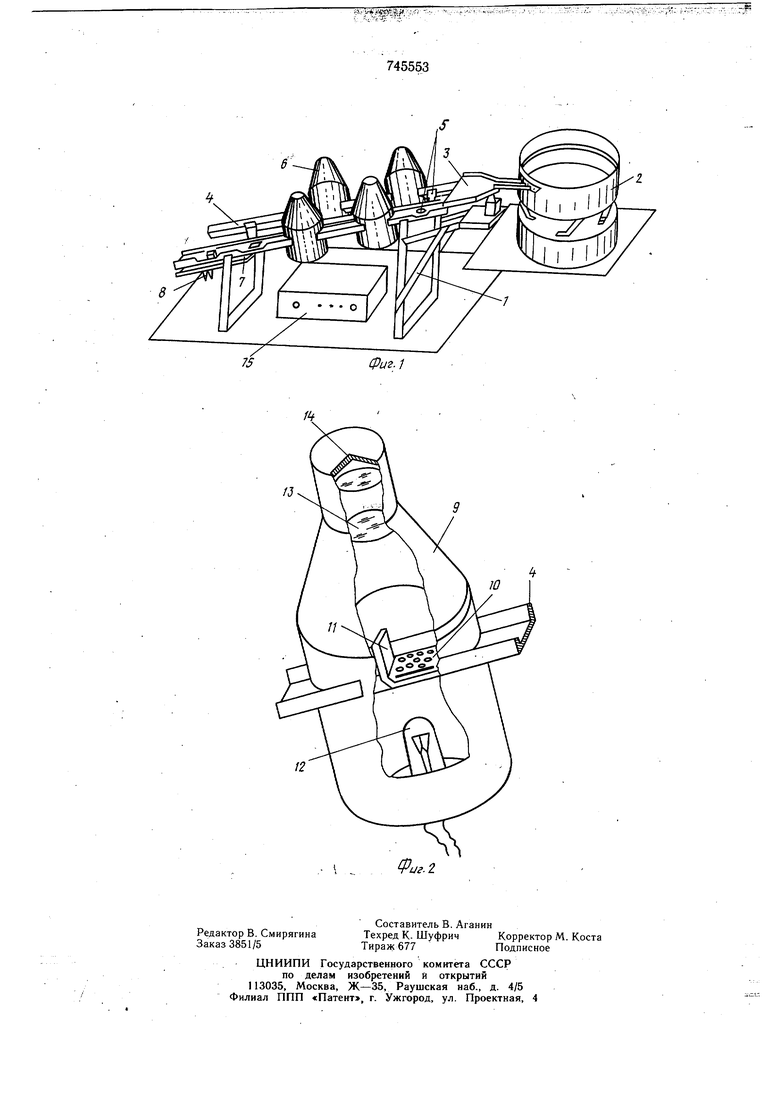
На фиг. 1 схематически изображено устройство; на фиг. 2 - контролирующий блок устройства.
Устройство содержит раму 1, питатель 2 и распределительное устройство - наклонный поворотный лоток 3, наклонные желоба 4, на которых смонтированы следящие устройства 5, включающие два фотоэлемента и источник света, контролирующие блоки б, сортировочные заслонки 7 с приводом и блокировочные элементы 8.
Контролирующий блок являющийся основным элементом устройства, состоит из тубуса 9, внутри которого в средней его части на направляющем наклонном желобе 4 смонтированы щаблон 10 по форме контролируемого изделия и щибер 11 с приводом. На торцах тубуса укреплены по одну сторону от плоскости, щаблона импульсный источник света 12, а по другую сторону - оптическая система 13 и фотосопротивление 14.
На каждом из направляющих желобов, рабочие поверхности которых наклонены к горизонтальной и вертикальной плоскостям, смонтировано по два размещенных друг за другом контролирующих блока, щаблоны которых расположены своими продольными сторонами вдоль желобов и повернуты относительно друг друга на 180°.
Все щаблоны выполнены на прозрачном материале заподлицо с рабочей поверхностью желобов и исключают возможность прохождения светового потока ot импульсйого ист6ч ника света вне площади, ограниченной контуром контролируемых годных изделий.
Взаимодействие отдельных элементов устройства осуществляется при помощи блока управления 15, смонтированного в отдельном щите.
Устройство работает следующим образомКонтролируемые плоские несимметричные изделия, например коллекторные ламели, выходящие из питателя 2, при помощи наклонного поворотного лотка 3 посылаютсй поочередно на один из двух направляющих желобов 4. За счет наклона направляющих желобов к горизонтальной и вертикальной плоскостям ламель при своем движении под действием силы тяжести прижимается к борту желоба, ориентируясь одной из продольных сторон вдоль желоба.
При прохождении ламели через следящее устройство 5 происходит подача управляющих сигналов одновременно на изменеHje положения поворотного лотка 3 и на опускание щибера 11 одного.из контролирующих блоков б, в зависимости от ориентации ламели, проходящей через следящее устройство, по отнощению к щаблонам 10. Ламель, пройдя через следящее устройство, упирается в опущенный на желоб щибер.
745553
строго фиксируясь в соответствующем контролирующем блоке на щаблоне.
В такт с моментом фиксации контролируемой ламели на щаблоне с помощью реле времени замыкается цепь соответствующего
импульсного источника CBeta 12. При этом в случае бракованной ламели (при отклонении от заданной формы в сторону уменьщения площади) свет от импульсного истЬчника щаблон 10 попадает на фотосопротивление 14, которое подает управляющий сигнал на открытие сортировочной заслонки 7. Если ламель годна, шаблон предотвращает попадание светового потока на фотосопротивление, и заслонка 7 остается закрытой.
Вслед за световым импульсом замыкается с помощью реле времени электрическая цепь на подъем опущенного щибера 11, и ламель по направляющему наклонному желобу попадает, в зависимости от положения сортировочной заслонки, либо в годные, либо в бракованные. При это в обоих случаях на выходе с установки ламель проходит через блокировочный элемент 8, который при-, водит электрическую схему в исходное положение.
Применение предложенной установки позволяет исключить ручной труд на операциях отбраковки плоских изделий по площади, повысить культуру производства и производительность труда, гарантируя выполнение технических условий по конфигурации
O на готовую продукцию.
Формула изобретения . Устройство для автоматической сортировки плоских изделий по форме, содержащее питатель, раму, на которой смонтированы два наклонных направляющих же лоба с сортировочными заслонками, распределительное устройство, состоящее из наклонного поворотного лотка и следящего фотоэлемента с источником света, контролирующие блоки с источником света и фотосо0 противлением и блок управления, отличающееся тем, что, с целью упрощения конструкции и повыщения качества контроля, контролирующие блоки состоят из тубусов, охватывающих направляющие желоба, на которых смонтированы прозрачные щаблоны
i по форме контролируемого из делия,и щиберов с приводами для фиксации контролируемых изделий на щаблоне, причем выполненный импульсный источник света вместе с фотосопротивлёнием установлен на торjj цах тубусов по разные стороны щаблона. 2. Устройство по п. 1, отличающееся тем, что на каждом из направляющих желобов смонтировано по два контролирующих блока, щаблоны которых расположены своими продольными осями вдоль желобов под угi лом 180° один к другому.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 388798, кл. В 07 С 5/08, 1973.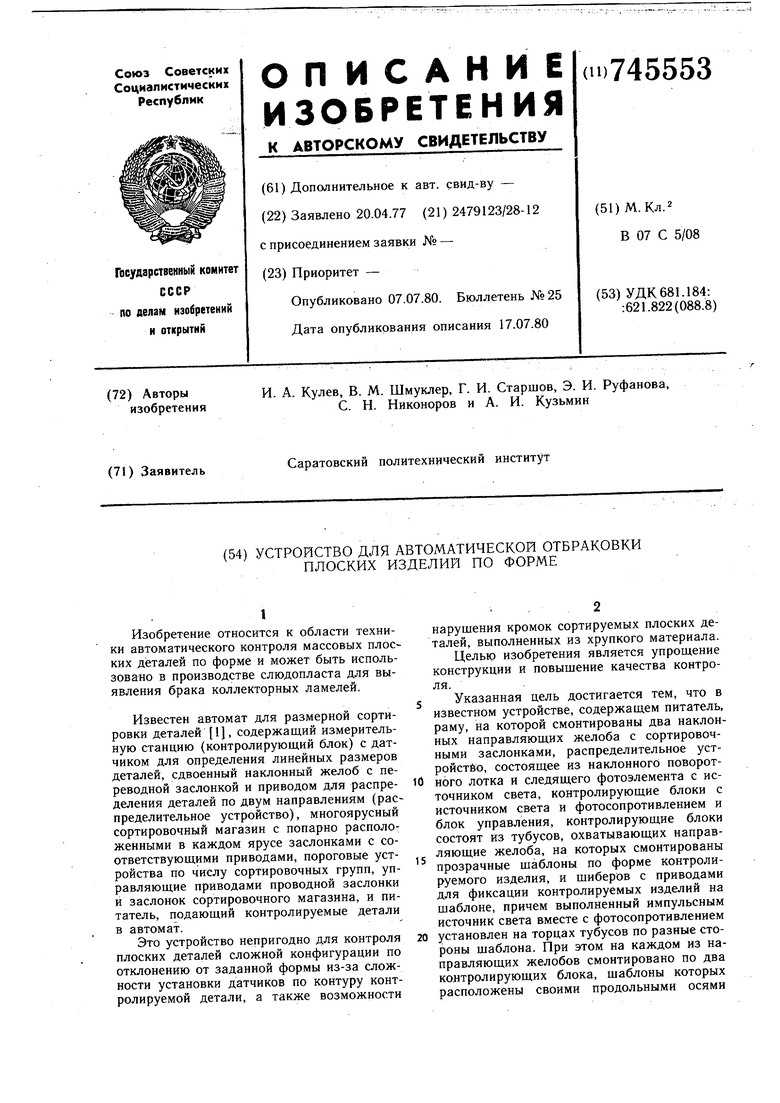
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Фотоэлектрическое контрольно-сортировочное устройство | 1986 |
|
SU1362512A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| Сортирующее устройство | 1984 |
|
SU1217497A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2016 |
|
RU2643997C2 |
| Поточная линия для завертки глазированных и т.п. конфет | 1958 |
|
SU122695A2 |
| Устройство для подачи изделий | 1984 |
|
SU1316916A1 |
| Устройство для сортировки мячей | 1955 |
|
SU106047A1 |
| Устройство для измерения диаметров малых отверстий | 1982 |
|
SU1057770A1 |